Você também pode gostar
- Stress DesignDocumento11 páginasStress DesignKarthikeyan SankarrajanAinda não há avaliações
- FEA Validation Release 2010Documento7 páginasFEA Validation Release 2010DHAVAL PANCHALAinda não há avaliações
- Pressure Vessel Inspection ReportDocumento34 páginasPressure Vessel Inspection ReportJinlong SuAinda não há avaliações
- AB 520 Finite Element Analysis FEA Requirements PDFDocumento4 páginasAB 520 Finite Element Analysis FEA Requirements PDFbello imamAinda não há avaliações
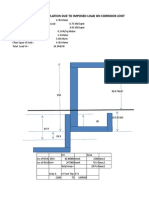
- Deflection Calculation Due To Imposed Load On Corridor JoistDocumento14 páginasDeflection Calculation Due To Imposed Load On Corridor JoistranjitAinda não há avaliações
- Lifting Lug Calculation: ITEM NO.: 521267876.xls REV. 0Documento7 páginasLifting Lug Calculation: ITEM NO.: 521267876.xls REV. 0Steve MoonAinda não há avaliações
- Welding SymbolsDocumento12 páginasWelding SymbolsrsrtnjAinda não há avaliações
- 5th Effect Large Nozzle CalcsDocumento5 páginas5th Effect Large Nozzle CalcsPROTOTYPE TESTAinda não há avaliações
- Design and Finite Element Assessment of Mounded Bullet PDFDocumento14 páginasDesign and Finite Element Assessment of Mounded Bullet PDFc0g100% (1)
- Design of Pressure VesselsDocumento8 páginasDesign of Pressure Vesselsanswer1Ainda não há avaliações
- External Pressure Calculation ResultsDocumento8 páginasExternal Pressure Calculation ResultsAndika DearsonAinda não há avaliações
- Skid BeamDocumento2 páginasSkid BeamYuni Ari WibowoAinda não há avaliações
- Technical Report For SolidworksDocumento13 páginasTechnical Report For SolidworksWesleyAinda não há avaliações
- Simple Band BrakesDocumento2 páginasSimple Band BrakesNuwan NishanthaAinda não há avaliações
- 10.21 Tank, Silo and Agitator ListDocumento17 páginas10.21 Tank, Silo and Agitator ListDangolAinda não há avaliações
- Davits ReportDocumento21 páginasDavits ReportJoshua ReynoldsAinda não há avaliações
- Calculation of Lifting ForcesDocumento9 páginasCalculation of Lifting ForcesprantikduarahAinda não há avaliações
- Mathcad - 539900-050-130 Padeye Pulling Skid 9.5 TDocumento7 páginasMathcad - 539900-050-130 Padeye Pulling Skid 9.5 TPablo Diego Didoné100% (1)
- How Linear FEA Helps in FatigueDocumento7 páginasHow Linear FEA Helps in FatigueShuchi GuptaAinda não há avaliações
- Aspen HX Design ReportDocumento78 páginasAspen HX Design ReportberylqzAinda não há avaliações
- Project JG Summit Stage1 Expansion Title: Screening Procedure As Per ASME Section VIII, Div 2. PE3-E6552Documento1 páginaProject JG Summit Stage1 Expansion Title: Screening Procedure As Per ASME Section VIII, Div 2. PE3-E6552Darshan PanchalAinda não há avaliações
- Acme Thread External 29Documento16 páginasAcme Thread External 29Dhanraj VasanthAinda não há avaliações
- PV Elite ResultDocumento239 páginasPV Elite ResultChaitanya Sai TAinda não há avaliações
- Calculation BS 31.3Documento1 páginaCalculation BS 31.3prabhjot123Ainda não há avaliações
- Asme9 Fea ReportDocumento10 páginasAsme9 Fea ReportCristian Camilo Zapata PardoAinda não há avaliações
- Trunnion 6 TonDocumento3 páginasTrunnion 6 TonEngr Khurram Jaan RamayAinda não há avaliações
- Calculation Trunion (By Maniacs)Documento5 páginasCalculation Trunion (By Maniacs)SyahkullahAinda não há avaliações
- 6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Documento6 páginas6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Bishwajyoti DuttaMajumdarAinda não há avaliações
- Machine Design Project ReportDocumento11 páginasMachine Design Project ReportMuhammad Abdullah100% (1)
- Design of Scissor Jack Full DocumentDocumento69 páginasDesign of Scissor Jack Full DocumentRaja TalalAinda não há avaliações
- Fatigue Finglow CalculationDocumento4 páginasFatigue Finglow CalculationGovindan KrishnamoorthybashyamAinda não há avaliações
- Master CalculationsDocumento37 páginasMaster Calculationsb89502164Ainda não há avaliações
- Shaft StabilityDocumento2 páginasShaft Stabilitythulasi_krishnaAinda não há avaliações
- Metal Fatigue SpreadsheetsDocumento56 páginasMetal Fatigue SpreadsheetsrallabandiAinda não há avaliações
- ANSYS - Tips and TricksDocumento84 páginasANSYS - Tips and Tricksmanel_drAinda não há avaliações
- Spreader Bar3 - L.9 M-CertificationDocumento10 páginasSpreader Bar3 - L.9 M-CertificationsiagiandobahAinda não há avaliações
- Horizontal Vessel Support: Vertical Saddle ReactionsDocumento12 páginasHorizontal Vessel Support: Vertical Saddle ReactionsSanket BhaleraoAinda não há avaliações
- Clamp Design-2Documento6 páginasClamp Design-2Harpreet SinghAinda não há avaliações
- Heat ExchangersDocumento30 páginasHeat ExchangersvpjagannaathAinda não há avaliações
- Nozzle EfficiencyDocumento8 páginasNozzle EfficiencySunil Choudhary50% (2)
- V-340 OutDocumento14 páginasV-340 OutSachin5586Ainda não há avaliações
- SWIODocumento1 páginaSWIOpreeti kumariAinda não há avaliações
- 76-3-Bevel GearDocumento12 páginas76-3-Bevel Gearrip111176Ainda não há avaliações
- Theory of Stress and StrainDocumento34 páginasTheory of Stress and StrainMd ReyazAinda não há avaliações
- Is 14812 2005Documento12 páginasIs 14812 2005JayDeep KhajureAinda não há avaliações
- Bolt CalculateDocumento6 páginasBolt CalculateBahtiar YudhistiraAinda não há avaliações
- Design-II, 2016 Bevel Gear Design ProcedureDocumento1 páginaDesign-II, 2016 Bevel Gear Design ProcedureenggsantuAinda não há avaliações
- Lifting Lug AnalysisDocumento8 páginasLifting Lug AnalysisTrishul Nath PallayAinda não há avaliações
- Assignment 2Documento2 páginasAssignment 2just0% (2)
- Comp 2Documento9 páginasComp 2YYo YudiAinda não há avaliações
- PDF2 L Hydraulic CylinderDocumento56 páginasPDF2 L Hydraulic CylinderShyam Srinivasan100% (1)
- SRN Enquiry No. 4855Documento51 páginasSRN Enquiry No. 4855AKSHAY BHATKARAinda não há avaliações
- Design CalculationDocumento2 páginasDesign CalculationPaul100% (1)
- Hazardous Area Guide: For Atex & Iecex (Zones/Groups)Documento1 páginaHazardous Area Guide: For Atex & Iecex (Zones/Groups)Sandra Yadhit Higuera ArchilaAinda não há avaliações
- Gear FatigueDocumento12 páginasGear Fatigueismail_69Ainda não há avaliações
- Rotating Drum CalculationDocumento12 páginasRotating Drum Calculationمحمد أزها نو الدينAinda não há avaliações
- Chap06 Fatigue PDFDocumento30 páginasChap06 Fatigue PDFAlex IskandarAinda não há avaliações
- Solutions To AssignmentDocumento22 páginasSolutions To AssignmentNeo TarunAinda não há avaliações
- Theories of Failure FinalDocumento47 páginasTheories of Failure FinalAshutosh JadhavAinda não há avaliações
- Stress Analysis of ShaftDocumento5 páginasStress Analysis of Shaftyashar2500100% (2)
- PWHT ExemptionDocumento68 páginasPWHT ExemptionChablex t02100% (1)
- Boron FibresDocumento21 páginasBoron FibresKishore Kumar RajendiranAinda não há avaliações
- Bastola 2014Documento9 páginasBastola 2014JangdiniAinda não há avaliações
- Very High Cycle Fatigue (VHCF) Behavior of Structured Al 2024 Thin Sheets Sebastian Stille, Tilmann Beck, Lorenz SingheiserDocumento8 páginasVery High Cycle Fatigue (VHCF) Behavior of Structured Al 2024 Thin Sheets Sebastian Stille, Tilmann Beck, Lorenz SingheiserAndreas GesterAinda não há avaliações
- 2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual StressesDocumento8 páginas2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual Stressesguravshubham7777Ainda não há avaliações
- Residual Stresses in Steel MembersDocumento25 páginasResidual Stresses in Steel MembersAnaBelle RLAinda não há avaliações
- Tempered GlassDocumento193 páginasTempered GlassdeepscubAinda não há avaliações
- Agard Ag 201 Vol 2Documento206 páginasAgard Ag 201 Vol 2greatsteelAinda não há avaliações
- Twenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFDocumento12 páginasTwenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFfahrgeruste3961Ainda não há avaliações
- WIS10 Control Sress DistortionDocumento37 páginasWIS10 Control Sress DistortionAdil Hasanov100% (2)
- Fundamentals of PhotoelasticityDocumento48 páginasFundamentals of PhotoelasticityerickAinda não há avaliações
- Engineering Project-Paper Cutting & Rewinding MachineDocumento94 páginasEngineering Project-Paper Cutting & Rewinding MachineMechanical Prasad82% (11)
- Effect of Process Parameters On Distortion and Residual StressDocumento11 páginasEffect of Process Parameters On Distortion and Residual Stressferhat aydoganAinda não há avaliações
- Choice of Steel Material To Avoid Brittle Fracture For Hollow Section StructuresDocumento204 páginasChoice of Steel Material To Avoid Brittle Fracture For Hollow Section Structuresg1n2Ainda não há avaliações
- Review WeldingDocumento15 páginasReview WeldingHasnain TariqAinda não há avaliações
- Fracture Toughness and Brittle Failure: A Pressure Vessel Case StudyDocumento6 páginasFracture Toughness and Brittle Failure: A Pressure Vessel Case StudyEnp JgcAinda não há avaliações
- BNC Fatigue III - S-NDocumento69 páginasBNC Fatigue III - S-NAof' YokyongsakulAinda não há avaliações
- 42CrMo4 S.NCurveDocumento6 páginas42CrMo4 S.NCurverama1997Ainda não há avaliações
- Impeller Fatigue Assessment Using S-N Approach - Amca ConferenceDocumento23 páginasImpeller Fatigue Assessment Using S-N Approach - Amca ConferencesurawutwijarnAinda não há avaliações
- Proceedings of RMSW 2010 - Volume IDocumento546 páginasProceedings of RMSW 2010 - Volume IRaheel_maqsoodAinda não há avaliações
- Manjoine M. J., Voorhees H. R.-Compilation of Stress-Relaxation Data For Engineering Alloys PDFDocumento608 páginasManjoine M. J., Voorhees H. R.-Compilation of Stress-Relaxation Data For Engineering Alloys PDFIbrahim GünalAinda não há avaliações
- 2003 Novovic The Effect of Machined Topography and Integrity On Fatigue LifeDocumento10 páginas2003 Novovic The Effect of Machined Topography and Integrity On Fatigue LifeMaría Cristina CapaceAinda não há avaliações
- ConnectionsDocumento205 páginasConnectionsbsitler100% (1)
- Astm A514fDocumento31 páginasAstm A514f박준용Ainda não há avaliações
- Failure Analysis of A Passenger Car Coil SpringDocumento6 páginasFailure Analysis of A Passenger Car Coil SpringAPIAinda não há avaliações
- 2020res STR Hierarchy AMDocumento13 páginas2020res STR Hierarchy AMBhawesh SthaAinda não há avaliações
- Surface Severe Plastic Deformation of AISI 304 Via Conventional Shotpeening, Severe Shot Peening and RepeeningDocumento7 páginasSurface Severe Plastic Deformation of AISI 304 Via Conventional Shotpeening, Severe Shot Peening and RepeeningjrdelsilvaAinda não há avaliações
- Distortion WELDINGDocumento106 páginasDistortion WELDINGshruthi100% (1)
- Pages From WRC - 452 - 2000 - , - Recommended - Practices PDFDocumento1 páginaPages From WRC - 452 - 2000 - , - Recommended - Practices PDFabhisheks5987Ainda não há avaliações
- Fatigue Strength and Failure Mechanisms of Nitrided Small Parts of A 30CrMoV9 SteelDocumento7 páginasFatigue Strength and Failure Mechanisms of Nitrided Small Parts of A 30CrMoV9 SteelAntonioAinda não há avaliações