Você também pode gostar
- Asset Integrity Management A Complete Guide - 2020 EditionNo EverandAsset Integrity Management A Complete Guide - 2020 EditionAinda não há avaliações
- Boiler Tube Leakage, Analysis, Symptoms, CausesDocumento33 páginasBoiler Tube Leakage, Analysis, Symptoms, CausesSHIVAJI CHOUDHURY90% (29)
- Root Causes of Boiler FailureDocumento5 páginasRoot Causes of Boiler Failuredineshkbunker08Ainda não há avaliações
- Boiler Tube Leakage Analysis of MPLDocumento35 páginasBoiler Tube Leakage Analysis of MPLAdityaJain100% (1)
- Boiler Tube FailuresDocumento42 páginasBoiler Tube Failuresmridul100% (5)
- Boiler Tube FailuresDocumento15 páginasBoiler Tube FailuresBIRANCHI100% (1)
- Boiler Tube LeakagesDocumento33 páginasBoiler Tube LeakagesVIBHAV0% (1)
- Boiler MaintenanceDocumento42 páginasBoiler MaintenanceJose Manuel FreitasAinda não há avaliações
- 1 - Boiler Tube FailuresDocumento55 páginas1 - Boiler Tube FailuresLakshminarayan100% (1)
- Boiler Tube Leakage: Analysis, Symptoms, CausesDocumento33 páginasBoiler Tube Leakage: Analysis, Symptoms, Causeshmaza shakeel100% (1)
- Boiler Tube LeakageDocumento9 páginasBoiler Tube LeakageSoham MallickAinda não há avaliações
- Residual Life Assessment and Failure of The BoilerDocumento21 páginasResidual Life Assessment and Failure of The BoilernagasureshAinda não há avaliações
- BoilerTube FialuresDocumento43 páginasBoilerTube FialuresProsenjit Ghosh100% (3)
- Boiler Tube LeakagesDocumento20 páginasBoiler Tube LeakagesParmeshwar Nath Tripathi100% (1)
- Boiler Tube FailuresDocumento83 páginasBoiler Tube Failuressen_subhasis_5867% (3)
- Boiler Tube Failures: Pradip PatelDocumento69 páginasBoiler Tube Failures: Pradip PatelVishnu ParvandaAinda não há avaliações
- E2. Boiler Tube Failure Part 2Documento77 páginasE2. Boiler Tube Failure Part 2Rajendran Srn100% (5)
- Boiler Pressure Parts & Tube FailureDocumento76 páginasBoiler Pressure Parts & Tube Failurekvsagar100% (4)
- E1. Boiler Tube Failure Part 1Documento54 páginasE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- Boiler Tube FailuresDocumento64 páginasBoiler Tube Failuresmulldoctor1Ainda não há avaliações
- Failure Tube BoilerDocumento8 páginasFailure Tube Boilerberanosh100% (3)
- Manual On Boiler Tube FailureDocumento69 páginasManual On Boiler Tube FailureAnudeep Chittluri100% (4)
- (EngineeringEBookspdf) Failure Investigation of Bolier PDFDocumento448 páginas(EngineeringEBookspdf) Failure Investigation of Bolier PDFcarlos83% (6)
- Trouble Shooting of BoilersDocumento59 páginasTrouble Shooting of Boilersmordidomi100% (1)
- 6 - Presentation - Boiler Water ChemistryDocumento100 páginas6 - Presentation - Boiler Water Chemistrymuks1308100% (1)
- Boiler MaterialsDocumento47 páginasBoiler MaterialsSaptarshi SenguptaAinda não há avaliações
- Boiler Water ChemistryDocumento60 páginasBoiler Water Chemistryنيرمين احمدAinda não há avaliações
- Analysis of Tube Failure in Water Tube BoilerDocumento16 páginasAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkAinda não há avaliações
- Finding The Root Cause of Boiler Tube FailuresDocumento17 páginasFinding The Root Cause of Boiler Tube Failuresjgv100% (1)
- Shut Down Inspection of A Chinese Make CFBC BoilerDocumento15 páginasShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768Ainda não há avaliações
- Case Studies On Boiler Tube ErosionDocumento13 páginasCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Case Studies in Boiler FailuresDocumento14 páginasCase Studies in Boiler Failuresparthi2006576880% (5)
- Boiler Tube Failure Handbook Archive - M&M Engineering AssociatesDocumento4 páginasBoiler Tube Failure Handbook Archive - M&M Engineering AssociatesjgvAinda não há avaliações
- Boiler Inspection TechniquesDocumento288 páginasBoiler Inspection TechniquesHernan Coba100% (1)
- BoilerDocumento118 páginasBoilerMuthuKumar Arunachalam86% (7)
- EPRI Field Guide For Boiler Tube Failures PDFDocumento215 páginasEPRI Field Guide For Boiler Tube Failures PDFkirubha_karan2000100% (2)
- Metallurgy PresentationDocumento67 páginasMetallurgy PresentationAshwani DograAinda não há avaliações
- Boiler Water TreatmentDocumento7 páginasBoiler Water TreatmentJAY PARIKH100% (1)
- Boiler Water Chemistry Analysis (PB QBook)Documento8 páginasBoiler Water Chemistry Analysis (PB QBook)Ehsan Pappu100% (1)
- Tube LeakageDocumento38 páginasTube LeakageSantanu DuttaAinda não há avaliações
- Failur of Boiler TubesDocumento71 páginasFailur of Boiler TubesHari100% (1)
- Hydrogen DamageDocumento6 páginasHydrogen DamageDemian PereiraAinda não há avaliações
- Fallas Boiler (Babcock and Wilcox)Documento8 páginasFallas Boiler (Babcock and Wilcox)scofiel1Ainda não há avaliações
- Residual Life Assessment and Failure of The BoilerDocumento21 páginasResidual Life Assessment and Failure of The BoilernagasureshAinda não há avaliações
- Report On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power StationsDocumento10 páginasReport On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power Stationshari gopala charyAinda não há avaliações
- 4-API RP-571 - Chapter 4-5 Environmental DamagesDocumento74 páginas4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- Boiler (Steam Generation) KSDocumento25 páginasBoiler (Steam Generation) KSBangun WijayantoAinda não há avaliações
- Boiler Water Chemistry: 1. Formation of Scales & Deposits On The Boiler TubesDocumento4 páginasBoiler Water Chemistry: 1. Formation of Scales & Deposits On The Boiler TubesKumaraswamyAinda não há avaliações
- Ethylene Furnance InspectionfgDocumento6 páginasEthylene Furnance InspectionfgThomas TuckerAinda não há avaliações
- Boiler Corrosion PDFDocumento12 páginasBoiler Corrosion PDFWasif MalikAinda não há avaliações
- Understanding Tube Failures in High Pressure Boilers PDFDocumento2 páginasUnderstanding Tube Failures in High Pressure Boilers PDFPravin KumarAinda não há avaliações
- Boiler Tube LeakageDocumento10 páginasBoiler Tube LeakagebajrangAinda não há avaliações
- Reducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologyDocumento46 páginasReducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologymnasiroleslamiAinda não há avaliações
- Articulo Estadisticas Falla CalderasDocumento7 páginasArticulo Estadisticas Falla CalderasLuis Enrique Barrera SandovalAinda não há avaliações
- Chelant CorrosionDocumento9 páginasChelant CorrosionLaurian ŞtefanAinda não há avaliações
- RCA of Boiler Tube Failure in 210 MW PlantDocumento5 páginasRCA of Boiler Tube Failure in 210 MW PlantAnsuman Sen Sharma50% (2)
- Boiler Tubes Failures - A Compendium of Case StudiesDocumento5 páginasBoiler Tubes Failures - A Compendium of Case Studieslbracho333Ainda não há avaliações
- Guia para Preservar Una Caldera AcuotubularDocumento6 páginasGuia para Preservar Una Caldera Acuotubularjuan joseAinda não há avaliações
- Boiler Water SystemDocumento30 páginasBoiler Water SystemkishoregskAinda não há avaliações
- Feed Water Pipe FailureDocumento9 páginasFeed Water Pipe Failuredafteri11Ainda não há avaliações
- Aplikasi Metode Geomagnet Dalam Eksplorasi Panas BumiDocumento10 páginasAplikasi Metode Geomagnet Dalam Eksplorasi Panas Bumijalu sri nugrahaAinda não há avaliações
- Tiếng AnhDocumento250 páginasTiếng AnhĐinh TrangAinda não há avaliações
- 220hp Caterpillar 3306 Gardner Denver SSP Screw Compressor DrawingsDocumento34 páginas220hp Caterpillar 3306 Gardner Denver SSP Screw Compressor DrawingsJVMAinda não há avaliações
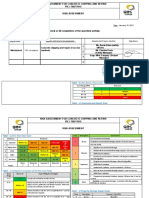
- Ra Concrete Chipping 7514Documento5 páginasRa Concrete Chipping 7514Charles DoriaAinda não há avaliações
- Me N Mine Science X Ist TermDocumento101 páginasMe N Mine Science X Ist Termneelanshujain68% (19)
- Pressure Vessels SHO ProgrammeDocumento42 páginasPressure Vessels SHO Programmehew ka yeeAinda não há avaliações
- EB Research Report 2011Documento96 páginasEB Research Report 2011ferlacunaAinda não há avaliações
- Datasheet MEC MPS200 v1 2018Documento4 páginasDatasheet MEC MPS200 v1 2018Cepi Sindang KamulanAinda não há avaliações
- Frequency Inverter: User's ManualDocumento117 páginasFrequency Inverter: User's ManualCristiano SilvaAinda não há avaliações
- 8 Categories of Lipids: FunctionsDocumento3 páginas8 Categories of Lipids: FunctionsCaryl Alvarado SilangAinda não há avaliações
- Active Contracts by Contract Number Excluded 0Documento186 páginasActive Contracts by Contract Number Excluded 0JAGUAR GAMINGAinda não há avaliações
- English PoemDocumento4 páginasEnglish Poemapi-276985258Ainda não há avaliações
- Drawing Submssion Requirements - September - 2018Documento66 páginasDrawing Submssion Requirements - September - 2018Suratman Blanck MandhoAinda não há avaliações
- Dissertation Topics Forensic BiologyDocumento7 páginasDissertation Topics Forensic BiologyHelpMeWriteMyPaperPortSaintLucie100% (1)
- Classification of Nanostructured Materials: June 2019Documento44 páginasClassification of Nanostructured Materials: June 2019krishnaAinda não há avaliações
- Aeroskills DiplomaDocumento6 páginasAeroskills DiplomaDadir AliAinda não há avaliações
- Nfpa 502 Critical Velocity Vs Fffs EffectsDocumento5 páginasNfpa 502 Critical Velocity Vs Fffs Effectsamir shokrAinda não há avaliações
- Floret Fall Mini Course Dahlia Sources Updated 211012Documento3 páginasFloret Fall Mini Course Dahlia Sources Updated 211012Luthfian DaryonoAinda não há avaliações
- Metallurgical Test Report: NAS Mexico SA de CV Privada Andres Guajardo No. 360 Apodaca, N.L., C.P. 66600 MexicoDocumento1 páginaMetallurgical Test Report: NAS Mexico SA de CV Privada Andres Guajardo No. 360 Apodaca, N.L., C.P. 66600 MexicoEmigdio MartinezAinda não há avaliações
- What Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Documento5 páginasWhat Has The Government and The Department of Health Done To Address To The Issues of Reproductive and Sexual Health?Rica machells DaydaAinda não há avaliações
- Prof. Madhavan - Ancient Wisdom of HealthDocumento25 páginasProf. Madhavan - Ancient Wisdom of HealthProf. Madhavan100% (2)
- Composite Restorations: Dr. Dina NouriDocumento38 páginasComposite Restorations: Dr. Dina NouriCatherine LoyolaAinda não há avaliações
- c3175492 Pavan Kumarvasudha Signed OfferletterDocumento6 páginasc3175492 Pavan Kumarvasudha Signed OfferletterPavan Kumar Vasudha100% (1)
- Geology Harn v1 2Documento17 páginasGeology Harn v1 2vze100% (1)
- Proposed Child Right's Policy FrameworkDocumento2 páginasProposed Child Right's Policy FrameworkCrisDBAinda não há avaliações
- Shizhong Liang, Xueming Liu, Feng Chen, Zijian Chan, (2004) .Documento4 páginasShizhong Liang, Xueming Liu, Feng Chen, Zijian Chan, (2004) .Kiệt LêAinda não há avaliações
- Hydrolysis and Fermentation of Sweetpotatoes For Production of Fermentable Sugars and EthanolDocumento11 páginasHydrolysis and Fermentation of Sweetpotatoes For Production of Fermentable Sugars and Ethanolkelly betancurAinda não há avaliações
- WeaknessesDocumento4 páginasWeaknessesshyamiliAinda não há avaliações
- NCR RepairDocumento4 páginasNCR RepairPanruti S SathiyavendhanAinda não há avaliações
- Assignment On Inservice Education Sub: Community Health NursingDocumento17 páginasAssignment On Inservice Education Sub: Community Health NursingPrity DeviAinda não há avaliações