Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Waste Segregation Practices Among High School Students of Saint Michael College of CaragaDocumento61 páginasWaste Segregation Practices Among High School Students of Saint Michael College of CaragaReinan Ezekiel Llagas100% (1)
- Structure of m4Documento2 páginasStructure of m4hsemargAinda não há avaliações
- 2-Introduction To Structure and Bonding in MaterialsDocumento9 páginas2-Introduction To Structure and Bonding in MaterialsMohamed Em AliAinda não há avaliações
- Structure 1Documento2 páginasStructure 1hsemargAinda não há avaliações
- Structure of 2Documento2 páginasStructure of 2hsemargAinda não há avaliações
- Metal Casting Processes Chapter ExplainedDocumento88 páginasMetal Casting Processes Chapter ExplainedTham Wai Hung89% (9)
- SolidsDocumento86 páginasSolidsweAinda não há avaliações
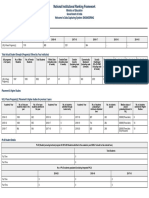
- ARCH NIRF FrameworkDocumento63 páginasARCH NIRF FrameworkhsemargAinda não há avaliações
- National Index of Ranking Framework 2017Documento36 páginasNational Index of Ranking Framework 2017patrodeskAinda não há avaliações
- National Index of Ranking Framework 2017Documento36 páginasNational Index of Ranking Framework 2017patrodeskAinda não há avaliações
- Stress Solution at Crack Tip (Westergaard (1934) )Documento7 páginasStress Solution at Crack Tip (Westergaard (1934) )theamantheAinda não há avaliações
- Engineering PDFDocumento25 páginasEngineering PDFSouparna BanerjeeAinda não há avaliações
- Institute Name: RGUKT-RK Valley (IR-E-C-45102)Documento7 páginasInstitute Name: RGUKT-RK Valley (IR-E-C-45102)hsemargAinda não há avaliações
- 01 DifferentialEquations Complete PDFDocumento18 páginas01 DifferentialEquations Complete PDFOğuzhan KocaAinda não há avaliações
- Plasticity Stress AnalysisDocumento7 páginasPlasticity Stress AnalysisAvijit DeyAinda não há avaliações
- 10 5923 J Ep 20170705 03Documento6 páginas10 5923 J Ep 20170705 03hsemargAinda não há avaliações
- Composite Materials Exam QuestionsDocumento1 páginaComposite Materials Exam QuestionshsemargAinda não há avaliações
- Chap8lect 2015Documento70 páginasChap8lect 2015Tengku Arief Buana PerkasaAinda não há avaliações
- Lec 8Documento35 páginasLec 8hsemargAinda não há avaliações
- Secondary Metallurgy PDFDocumento63 páginasSecondary Metallurgy PDFhsemargAinda não há avaliações
- Slip CastingDocumento10 páginasSlip CastinghsemargAinda não há avaliações
- Ubc 2009 Spring Kubiak AngelaDocumento128 páginasUbc 2009 Spring Kubiak AngelahsemargAinda não há avaliações
- Slip CastingDocumento13 páginasSlip CastingRishi DasguptaAinda não há avaliações
- Investment Cast Cobalt AlloysDocumento10 páginasInvestment Cast Cobalt AlloyshsemargAinda não há avaliações
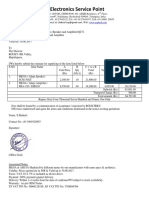
- Electronics Service Point Provides Quote for Speaker and Amplifier SystemDocumento1 páginaElectronics Service Point Provides Quote for Speaker and Amplifier SystemhsemargAinda não há avaliações
- Foundation Engg SyllabusDocumento2 páginasFoundation Engg SyllabushsemargAinda não há avaliações
- 30 AirConditionarsDocumento1 página30 AirConditionarshsemargAinda não há avaliações
- Mse314 315 316Documento390 páginasMse314 315 316hsemargAinda não há avaliações
- Central Library Tender FinalDocumento28 páginasCentral Library Tender FinalhsemargAinda não há avaliações
- © 1890 Nature Publishing GroupDocumento4 páginas© 1890 Nature Publishing GrouphsemargAinda não há avaliações
- Electrical CommissioningDocumento18 páginasElectrical Commissioningoadipphone7031100% (1)
- Waterwell Catalog WebDocumento96 páginasWaterwell Catalog WebJuan Carlos Sequeira RoblesAinda não há avaliações
- Dye Bath LubricantsDocumento6 páginasDye Bath Lubricantsthedevil666100% (1)
- GBDocumento6 páginasGBNandor KermeciAinda não há avaliações
- Allotropes of Phosphorus (White and Red)Documento3 páginasAllotropes of Phosphorus (White and Red)Mayette Rose SarrozaAinda não há avaliações
- Rusting Chapter 3Documento4 páginasRusting Chapter 3Maries San PedroAinda não há avaliações
- Wind Loads Per ASCE 7-98 or 1997 UBC 2Documento13 páginasWind Loads Per ASCE 7-98 or 1997 UBC 2dksheaAinda não há avaliações
- Naphthaplast F 707 UlDocumento2 páginasNaphthaplast F 707 UlÖmer ErcanAinda não há avaliações
- 1 PPT - Pavement of Bricks and TilesDocumento11 páginas1 PPT - Pavement of Bricks and TilesBHANUSAIJAYASRIAinda não há avaliações
- Utilisation of Foundry Sand in Concrete ProductionDocumento9 páginasUtilisation of Foundry Sand in Concrete ProductionDhiraj YelmateAinda não há avaliações
- Thermodynamics control volume analysisDocumento6 páginasThermodynamics control volume analysisLUISROAinda não há avaliações
- Wärtsilä EGC Alarm ListDocumento11 páginasWärtsilä EGC Alarm ListTomislav BanićAinda não há avaliações
- Toyota Turbo Applications ListDocumento33 páginasToyota Turbo Applications ListAdan Flores Correa100% (5)
- Filtro Bacteriologico Puritan BennetDocumento24 páginasFiltro Bacteriologico Puritan BennetRonald David ReyesAinda não há avaliações
- As71164a CHECK LISTDocumento9 páginasAs71164a CHECK LISTJulio HernandezAinda não há avaliações
- Busines Proposal For Residential ConstructionDocumento7 páginasBusines Proposal For Residential ConstructionNatsu Trojanlee QuiritAinda não há avaliações
- Compact Variable CompressorsDocumento2 páginasCompact Variable CompressorsIvan GrayAinda não há avaliações
- Cable Selection Guide For Process InstrumentationDocumento3 páginasCable Selection Guide For Process InstrumentationyoungfpAinda não há avaliações
- Dlab Ms-H280-ProDocumento3 páginasDlab Ms-H280-ProAntoAinda não há avaliações
- Enthalpy of FormationDocumento11 páginasEnthalpy of FormationRONIBAEL CORDOVAAinda não há avaliações
- Arcelor High Yield IfDocumento4 páginasArcelor High Yield IfJayDadrassAinda não há avaliações
- CCCC - Direct Buried 1200 mm2 132 KV Double Circuits (Filling 1.5 K.M-W)Documento10 páginasCCCC - Direct Buried 1200 mm2 132 KV Double Circuits (Filling 1.5 K.M-W)ManafAinda não há avaliações
- Measure and Calculate Fluid Flow Using Orifice, Venturi & Pitot Tube MetersDocumento33 páginasMeasure and Calculate Fluid Flow Using Orifice, Venturi & Pitot Tube MetersAeyrul KhairulAinda não há avaliações
- Physical Inventory - Fast Moving Warehouse 011020Documento513 páginasPhysical Inventory - Fast Moving Warehouse 011020Demy LucenoAinda não há avaliações
- Allen - Fordism and The Modern IndustryDocumento26 páginasAllen - Fordism and The Modern IndustryANTON MARIE MACASAETAinda não há avaliações
- Power Contactor 1250 A - HubbellDocumento4 páginasPower Contactor 1250 A - Hubbellmanuel99a2kAinda não há avaliações
- BECE BDT Past Questions 2016Documento9 páginasBECE BDT Past Questions 2016Anonymous lnC6IDg67% (3)
- 1059PTDocumento1 página1059PTBastin John AntonyAinda não há avaliações