Você também pode gostar
- Cloud Contact Center A Complete Guide - 2021 EditionNo EverandCloud Contact Center A Complete Guide - 2021 EditionAinda não há avaliações
- Information Technology Audit A Complete Guide - 2020 EditionNo EverandInformation Technology Audit A Complete Guide - 2020 EditionAinda não há avaliações
- Cloud Integration A Complete Guide - 2019 EditionNo EverandCloud Integration A Complete Guide - 2019 EditionNota: 5 de 5 estrelas5/5 (1)
- Single Customer View Strategy A Complete Guide - 2020 EditionNo EverandSingle Customer View Strategy A Complete Guide - 2020 EditionAinda não há avaliações
- Cyber Security Insurance Plan A Complete Guide - 2020 EditionNo EverandCyber Security Insurance Plan A Complete Guide - 2020 EditionAinda não há avaliações
- 7code PresentationDocumento14 páginas7code PresentationNicuMardariAinda não há avaliações
- Telecom Brochure Hosted OSS BSS Network Inventory Management System 0513 1 PDFDocumento4 páginasTelecom Brochure Hosted OSS BSS Network Inventory Management System 0513 1 PDFRoger Parsons100% (1)
- Telecom Revenue Assurance and Fraud Management Fundamentals: Training Course OutlineDocumento3 páginasTelecom Revenue Assurance and Fraud Management Fundamentals: Training Course OutlineAbdillahi Jibril100% (1)
- Mckinsey - Transforming Advanced Manufacturing Through Industry 4 Point 0 - 2022Documento7 páginasMckinsey - Transforming Advanced Manufacturing Through Industry 4 Point 0 - 2022Victor Cervantes AAinda não há avaliações
- Batch ProcessingDocumento1 páginaBatch ProcessingSentot NindyantonoAinda não há avaliações
- Introduction To eTOM: White PaperDocumento13 páginasIntroduction To eTOM: White PaperRobAinda não há avaliações
- Introduction To SID - Telecommunications OSS and BSSDocumento3 páginasIntroduction To SID - Telecommunications OSS and BSSKowshik ChakrabortyAinda não há avaliações
- Introduction To Interconnect Application: Confedential - Wipro InfotechDocumento84 páginasIntroduction To Interconnect Application: Confedential - Wipro InfotechRahul BhumkarAinda não há avaliações
- Customer Data ModelDocumento11 páginasCustomer Data ModelAnupam VermaAinda não há avaliações
- MBAM Deployment GuideDocumento80 páginasMBAM Deployment GuidePsam Umasankar0% (1)
- A New Generation of Carrier Ethernet A New Generation of Carrier EthernetDocumento17 páginasA New Generation of Carrier Ethernet A New Generation of Carrier EthernetHUgoAinda não há avaliações
- CT058 3 M ISA Individual Assignment (2018)Documento7 páginasCT058 3 M ISA Individual Assignment (2018)Aizar NisyahAinda não há avaliações
- Digitalroute'S Mediationzone On Aws: Architectural OverviewDocumento49 páginasDigitalroute'S Mediationzone On Aws: Architectural OverviewMarco LimaAinda não há avaliações
- O2B ImplementationGuideDocumento337 páginasO2B ImplementationGuidegle0nardAinda não há avaliações
- Lenovo Managed Services PDFDocumento2 páginasLenovo Managed Services PDFnyi naingAinda não há avaliações
- IBM Telecom Solutions LabsDocumento4 páginasIBM Telecom Solutions LabsSaravan VictoryShanmugamAinda não há avaliações
- CV Akram EngDocumento2 páginasCV Akram EngAkram DridiAinda não há avaliações
- Lufthansa BI CasestudyDocumento4 páginasLufthansa BI CasestudyPahrul Irfan100% (1)
- Blue PrismDocumento3 páginasBlue PrismAjit Kanojia0% (3)
- CRM System in VodafoneDocumento18 páginasCRM System in VodafonePrashant LokhandeAinda não há avaliações
- Comarch Product Catalog Management LeafletDocumento6 páginasComarch Product Catalog Management LeafletJaimasaAinda não há avaliações
- 2.IT Help Desk CV TemplateDocumento1 página2.IT Help Desk CV TemplatePrabath DanansuriyaAinda não há avaliações
- TMF eTOM Business Process MapDocumento61 páginasTMF eTOM Business Process MapIMZNAinda não há avaliações
- 872-Kirloskar Mega T-15 Batch TestDocumento7 páginas872-Kirloskar Mega T-15 Batch TestSelvakumarAinda não há avaliações
- ProposalDocumento46 páginasProposaljade16087718Ainda não há avaliações
- Dirt Bike Running Case 4-1Documento3 páginasDirt Bike Running Case 4-1grishma shakyaAinda não há avaliações
- IT Support Technician PDFDocumento2 páginasIT Support Technician PDFAndres MauricioAinda não há avaliações
- Order To ActivateDocumento153 páginasOrder To ActivatePavitra JayaramanAinda não há avaliações
- E-Commerce Recommendation SystemDocumento13 páginasE-Commerce Recommendation SystemCollinsAinda não há avaliações
- TMF RevenueAssurance Survey 201718 v1 1Documento49 páginasTMF RevenueAssurance Survey 201718 v1 1RajivAinda não há avaliações
- Case Study On MISDocumento4 páginasCase Study On MISNiti Gaur0% (1)
- Network Design Implementation: Compiled: Engineer M. Mago, Mba, MSC (Electronics & Automation Engineering, Telecoms)Documento33 páginasNetwork Design Implementation: Compiled: Engineer M. Mago, Mba, MSC (Electronics & Automation Engineering, Telecoms)prosper mukaroAinda não há avaliações
- Cisco Ironport and Exchange 2016Documento10 páginasCisco Ironport and Exchange 2016shan1512Ainda não há avaliações
- Combined and UncombinedDocumento10 páginasCombined and UncombinedBala SubramanianAinda não há avaliações
- Judicial Briefing On EDI InterVAN PolicyDocumento11 páginasJudicial Briefing On EDI InterVAN PolicyAlan WilenskyAinda não há avaliações
- Licensed Apt Protection Market Quadrant 20211622506772376Documento51 páginasLicensed Apt Protection Market Quadrant 20211622506772376Anderson WanselowskiAinda não há avaliações
- IBM TRIRIGA Training by BRIWO SolutionsDocumento17 páginasIBM TRIRIGA Training by BRIWO SolutionsBriwo SolutionsAinda não há avaliações
- Sample Pump Test Procedure-4-8Documento5 páginasSample Pump Test Procedure-4-8AnasAinda não há avaliações
- 2010 IT Salary GuideDocumento14 páginas2010 IT Salary GuidealsetAinda não há avaliações
- Sap Pm-Cr-Day 13 (Ip5 For PM) v1.0Documento38 páginasSap Pm-Cr-Day 13 (Ip5 For PM) v1.0gvlaxmipathiAinda não há avaliações
- Fixed Mobile Integration - Opportunity or Challenge? (Detecon Executive Briefing)Documento6 páginasFixed Mobile Integration - Opportunity or Challenge? (Detecon Executive Briefing)Detecon InternationalAinda não há avaliações
- Orange Cloud Case Study - Sanjeev KumarDocumento22 páginasOrange Cloud Case Study - Sanjeev KumarpsanjeevAinda não há avaliações
- TBM Taxonomy V4 0Documento49 páginasTBM Taxonomy V4 0funAinda não há avaliações
- Eee4121f - Test - Solution - 2019 - Final PDFDocumento7 páginasEee4121f - Test - Solution - 2019 - Final PDFObusitseAinda não há avaliações
- Salesforce - Transportation and LogisticsDocumento37 páginasSalesforce - Transportation and LogisticsVân Nguyễn Thị ThanhAinda não há avaliações
- TM Forum Frameworx 12.0 PDFDocumento1 páginaTM Forum Frameworx 12.0 PDFYovanny SantistebanAinda não há avaliações
- "Effectiveness of Revenue Assurance and Fraud ManagementDocumento69 páginas"Effectiveness of Revenue Assurance and Fraud ManagementRashed Hossain Sonnet100% (1)
- Dinomi Call Center ModuleDocumento16 páginasDinomi Call Center ModuleengelausmetallAinda não há avaliações
- TMF API ListDocumento8 páginasTMF API ListMahesh ShriAinda não há avaliações
- Digital Signage: Software Requirements SpecificationDocumento8 páginasDigital Signage: Software Requirements Specificationvishalmate10Ainda não há avaliações
- 25-Economic View of Cim System ArchitectureDocumento9 páginas25-Economic View of Cim System ArchitectureantoniobhAinda não há avaliações
- 25-Economic View of Cim System ArchitectureDocumento9 páginas25-Economic View of Cim System ArchitectureantoniobhAinda não há avaliações
- Academy of Management Proceedings, 1955Documento9 páginasAcademy of Management Proceedings, 1955antoniobhAinda não há avaliações
- 25-Economic View of Cim System ArchitectureDocumento9 páginas25-Economic View of Cim System ArchitectureantoniobhAinda não há avaliações
- Academy of Management Proceedings, 1959, p74Documento7 páginasAcademy of Management Proceedings, 1959, p74antoniobhAinda não há avaliações
- Idef 1 XDocumento145 páginasIdef 1 XFred BaileyAinda não há avaliações
- Computational Intelligence In9ComplexDecisionDocumento398 páginasComputational Intelligence In9ComplexDecisionantoniobh100% (2)
- The Human EarDocumento1 páginaThe Human EarantoniobhAinda não há avaliações
- Pitch and FrequencyDocumento3 páginasPitch and FrequencyantoniobhAinda não há avaliações
- Natural FrequencyDocumento3 páginasNatural FrequencyantoniobhAinda não há avaliações
- Standing Wave PatternsDocumento4 páginasStanding Wave PatternsantoniobhAinda não há avaliações
- ResonanceDocumento3 páginasResonanceantoniobhAinda não há avaliações
- Intensity and The Decibel ScaleDocumento4 páginasIntensity and The Decibel ScaleantoniobhAinda não há avaliações
- Guitar StringsDocumento4 páginasGuitar StringsantoniobhAinda não há avaliações
- Three Novel Methods To Predict Traffic Time Series in Reconstructed State SpacesDocumento11 páginasThree Novel Methods To Predict Traffic Time Series in Reconstructed State SpacesantoniobhAinda não há avaliações
- Interference and BeatsDocumento5 páginasInterference and BeatsantoniobhAinda não há avaliações
- Fundamental Frequency and HarmonicsDocumento5 páginasFundamental Frequency and HarmonicsantoniobhAinda não há avaliações
- Inventory ControlDocumento41 páginasInventory ControlantoniobhAinda não há avaliações
- DRAM Supply Chain Test CaseDocumento10 páginasDRAM Supply Chain Test CaseantoniobhAinda não há avaliações
- Forced VibrationDocumento3 páginasForced VibrationantoniobhAinda não há avaliações
- Chapter1Documento16 páginasChapter1syedjawadhassanAinda não há avaliações
- Technology Acquisition and Project Management Test CaseDocumento6 páginasTechnology Acquisition and Project Management Test CaseantoniobhAinda não há avaliações
- Tools For Project Evaluation l3prj - Eval - Fina2Documento41 páginasTools For Project Evaluation l3prj - Eval - Fina2api-27145250Ainda não há avaliações
- Design and Analysis of Tent Cash Flow Models For EngineeringDocumento12 páginasDesign and Analysis of Tent Cash Flow Models For EngineeringantoniobhAinda não há avaliações
- Dr. M.Ashari/ ITS-Power Electronics 1Documento6 páginasDr. M.Ashari/ ITS-Power Electronics 1Yuni TikaAinda não há avaliações
- An Elementary Textbook of Physics Sound - R. W. StewartDocumento161 páginasAn Elementary Textbook of Physics Sound - R. W. StewartJonak SandilyaAinda não há avaliações
- 8 Active-JourneysDocumento5 páginas8 Active-JourneysZhennan ZhangAinda não há avaliações
- Assignment-6question and SolutionDocumento10 páginasAssignment-6question and SolutionMaulinduAinda não há avaliações
- Project Report On Thermal EngineeringDocumento14 páginasProject Report On Thermal EngineeringTanmay AmodkarAinda não há avaliações
- The Electrical Engineering HandbookDocumento24 páginasThe Electrical Engineering HandbookKar GayeeAinda não há avaliações
- Qualys Cloud Agent Windows Install GuideDocumento30 páginasQualys Cloud Agent Windows Install Guideshiv kumarAinda não há avaliações
- Digital Tool Evaluation FormDocumento2 páginasDigital Tool Evaluation Formapi-627500441Ainda não há avaliações
- UMS9117 SR3595D - RF - NV - 配置指导 - V1.0Documento91 páginasUMS9117 SR3595D - RF - NV - 配置指导 - V1.0Andrew Yefremov100% (1)
- MySQL TutorialDocumento16 páginasMySQL TutorialNiranjanAinda não há avaliações
- Evs 3643 Summary ProductDocumento43 páginasEvs 3643 Summary ProductishaqnfAinda não há avaliações
- Soviet Steel Company Profile PDFDocumento5 páginasSoviet Steel Company Profile PDFDurban Chamber of Commerce and IndustryAinda não há avaliações
- Catalog C-1 AccumulatorsDocumento12 páginasCatalog C-1 AccumulatorsTrg SiltarAinda não há avaliações
- SM36 Aa34Documento40 páginasSM36 Aa34jackcastelAinda não há avaliações
- W25P80 / W25P16 / W25P32: Formally Nexflash Nx25P80, Nx25P16 and Nx25P32Documento43 páginasW25P80 / W25P16 / W25P32: Formally Nexflash Nx25P80, Nx25P16 and Nx25P32Dblogic GatesAinda não há avaliações
- CESGA DTN User Guide: Release 1.0.1Documento25 páginasCESGA DTN User Guide: Release 1.0.1Pop ExpangeaAinda não há avaliações
- CSC134 Lab 4 - Introduction To MS Word (Part 3)Documento9 páginasCSC134 Lab 4 - Introduction To MS Word (Part 3)MUHAMMAD AIDEED RODZIAinda não há avaliações
- ABS960 Brochure 1113Documento4 páginasABS960 Brochure 1113hendryAinda não há avaliações
- Oracle Installation On Windows Platform - EMSDocumento7 páginasOracle Installation On Windows Platform - EMSBabu VallipuAinda não há avaliações
- ACS723 Datasheet PDFDocumento23 páginasACS723 Datasheet PDFNguyên NghĩaAinda não há avaliações
- Advertising Strategy of Bajaj International PVTDocumento4 páginasAdvertising Strategy of Bajaj International PVTFathima LibaAinda não há avaliações
- PLC AppppppDocumento20 páginasPLC AppppppErsanAhmedAinda não há avaliações
- Integrated Logistics Management - An Opportunity For Met A HeuristicsDocumento27 páginasIntegrated Logistics Management - An Opportunity For Met A HeuristicsRai Waqas Azfar KhanAinda não há avaliações
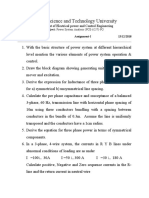
- Adama Science and Technology University: Department of Electrical Power and Control EngineeringDocumento2 páginasAdama Science and Technology University: Department of Electrical Power and Control EngineeringOkezaki TemoyoAinda não há avaliações
- Module 7Documento2 páginasModule 7prof_ktAinda não há avaliações
- 05-GT Body SystemsDocumento10 páginas05-GT Body SystemsMohammad Jahangir AlamAinda não há avaliações
- Short Sums Related To Time StudyDocumento2 páginasShort Sums Related To Time StudyBKC EnterpriseAinda não há avaliações
- TQM and Six SigmaDocumento38 páginasTQM and Six SigmaNik SyarihanAinda não há avaliações
- Shell Case StudyDocumento9 páginasShell Case StudyAnslem MirandaAinda não há avaliações
- Coherent PM QPSKDocumento2 páginasCoherent PM QPSKAditya BvmkAinda não há avaliações