Você também pode gostar
- BronceDocumento11 páginasBronceKaler Soto PeraltaAinda não há avaliações
- Dades Steel C35EDocumento2 páginasDades Steel C35EoscarhereAinda não há avaliações
- Máquina de Balanceo DinámicoDocumento11 páginasMáquina de Balanceo DinámicoArek RmzAinda não há avaliações
- ACEROSDocumento1 páginaACEROSDan MtzAinda não há avaliações
- Clase 1 Tpos de RodetesDocumento9 páginasClase 1 Tpos de RodetesHumberto Anaya0% (1)
- 17propiedades MaterialesDocumento4 páginas17propiedades Materialesbelarra71100% (1)
- Ficha Técnica Acero 1060Documento3 páginasFicha Técnica Acero 1060Juan Carlos NievaAinda não há avaliações
- Exsatig 200, Exsalot 204,210,210R, 700R PDFDocumento1 páginaExsatig 200, Exsalot 204,210,210R, 700R PDFneyzaAinda não há avaliações
- Equivalencias Aproximada Entre Normas - Aceros URSSADocumento15 páginasEquivalencias Aproximada Entre Normas - Aceros URSSAFelipe VasquezAinda não há avaliações
- Tabla de Contenidos DORMERDocumento144 páginasTabla de Contenidos DORMERPipe AriasAinda não há avaliações
- Caja SendzimirDocumento1 páginaCaja SendzimirRichard RodriguezAinda não há avaliações
- Materiales CIA General de AcerosDocumento237 páginasMateriales CIA General de AcerosFreddy AntonioAinda não há avaliações
- Tornillería - TorrasDocumento82 páginasTornillería - Torraslucas quarchioniAinda não há avaliações
- Manual AguaDocumento29 páginasManual AguaAlberto Turrubiates0% (1)
- Equivalencias Entre Aleaciones y Las NormasDocumento1 páginaEquivalencias Entre Aleaciones y Las NormasdrewitoAinda não há avaliações
- Item Codigo Descripcion Uso Por B Nuevo: GOULDS MOD. 3175-SDocumento2 páginasItem Codigo Descripcion Uso Por B Nuevo: GOULDS MOD. 3175-Smiguel aguirreAinda não há avaliações
- Williamson-Sellado de Fluidos y Aislacion TermicaDocumento6 páginasWilliamson-Sellado de Fluidos y Aislacion TermicaJuan Beca0% (1)
- Tablas Aceros Carbono Y Especiales Y Equi de Resist PDFDocumento6 páginasTablas Aceros Carbono Y Especiales Y Equi de Resist PDFGiuliano CapassoAinda não há avaliações
- Acero SISA CR8 PDFDocumento2 páginasAcero SISA CR8 PDFSaul Saldana LoyaAinda não há avaliações
- (256597860) Tabla Aceros para HerramientasDocumento3 páginas(256597860) Tabla Aceros para HerramientasMartinezAlanAinda não há avaliações
- Aceros Catalogo 2015Documento12 páginasAceros Catalogo 2015ssssreyesAinda não há avaliações
- Ficha Tecnica Electrodo ExcalibuR - 8018C1 - MR - ES-MX PDFDocumento2 páginasFicha Tecnica Electrodo ExcalibuR - 8018C1 - MR - ES-MX PDFClaudio Israel Godinez SomeraAinda não há avaliações
- Saidi Cat Sellado EspDocumento322 páginasSaidi Cat Sellado EspCarlos Gutierrez100% (1)
- MATERIALESDocumento2 páginasMATERIALESChristian Hermida HerreroAinda não há avaliações
- TALLER ELEMENTOS MECANICOS-ydDocumento10 páginasTALLER ELEMENTOS MECANICOS-ydSantiago AriasAinda não há avaliações
- 06.SAE 1020 1045 4140 y 4340 - SACKDocumento1 página06.SAE 1020 1045 4140 y 4340 - SACKMauricio_Vera_5259Ainda não há avaliações
- Aceros Especiales 9840Documento11 páginasAceros Especiales 9840Anonymous ipcYV39Ainda não há avaliações
- Catalogo BroncesDocumento26 páginasCatalogo BroncesIvan MarcoAinda não há avaliações
- Clasificacion de Los AcerosDocumento13 páginasClasificacion de Los AcerosJaime Alfonso Gonzalez Vivas100% (1)
- Acero S1Documento1 páginaAcero S1Saul Fernando Cujaban AceroAinda não há avaliações
- Tolerancias para ForjadoDocumento36 páginasTolerancias para Forjadoehzale0% (1)
- Bronces EspecialesDocumento28 páginasBronces Especialesbravico26Ainda não há avaliações
- 2 - Abordaje Micro - Metalurgia FísicaDocumento126 páginas2 - Abordaje Micro - Metalurgia FísicaSofi Ramírez Rivas100% (1)
- Aleaciones y Tipos de CobreDocumento15 páginasAleaciones y Tipos de CobreMisaki RenAinda não há avaliações
- Prontuario Aceros Construcción ThyssenDocumento1 páginaProntuario Aceros Construcción Thyssenfbp81Ainda não há avaliações
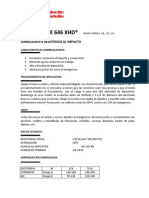
- E646 XHD EspañolDocumento1 páginaE646 XHD EspañolBrian HernandezAinda não há avaliações
- Et Ka77 SP PDFDocumento5 páginasEt Ka77 SP PDFEdwin Antonio Zavala CardenasAinda não há avaliações
- Fucsa Brochure Spanish Version 2019Documento21 páginasFucsa Brochure Spanish Version 2019elverAinda não há avaliações
- Informacion Pernos PDFDocumento15 páginasInformacion Pernos PDFAneleAinda não há avaliações
- Ajustes y Tolerancias - TablasDocumento17 páginasAjustes y Tolerancias - TablasasdfasdfasdfadsfAinda não há avaliações
- CAPITULO 8 (Maquinas Instrumentos y Procesos de Manufactura)Documento11 páginasCAPITULO 8 (Maquinas Instrumentos y Procesos de Manufactura)Ivan Layme AlvarezAinda não há avaliações
- Tenacito 110plusDocumento1 páginaTenacito 110plusYonathan Ricardo Leo KxAinda não há avaliações
- Simulacion FoundryDocumento8 páginasSimulacion FoundryMykëll ßk Dë MârïnëlāAinda não há avaliações
- Porque Usamos Gas Propano en Lugar de Gas AcetilenoDocumento1 páginaPorque Usamos Gas Propano en Lugar de Gas AcetilenoMicky GoZachAinda não há avaliações
- MT Meganorm A2742 0s 8Documento21 páginasMT Meganorm A2742 0s 8Alfonso Tobar ArancibiaAinda não há avaliações
- Evaluacion de La Resistencia A Fatiga de Aceros de Medio y Bajo Carbono PDFDocumento7 páginasEvaluacion de La Resistencia A Fatiga de Aceros de Medio y Bajo Carbono PDFEdwing JulianAinda não há avaliações
- InduraDocumento4 páginasInduraPaoloCesarArcondoAzurinAinda não há avaliações
- Cuestionario 2 Tecnologia de Union de MaterialesDocumento3 páginasCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifAinda não há avaliações
- Cts Sellers List 46Documento16 páginasCts Sellers List 46Julio Barreña0% (1)
- Multitac Chancadora de Quijada 1Documento11 páginasMultitac Chancadora de Quijada 1daiver lopez padillaAinda não há avaliações
- Fabricación de Hierro Nodular Con y Sin CarburosDocumento13 páginasFabricación de Hierro Nodular Con y Sin CarburosRaúl Antonio Morales DomínguezAinda não há avaliações
- Calculo de Resortes PDFDocumento5 páginasCalculo de Resortes PDFj3r007Ainda não há avaliações
- Ficha TécnicaDocumento2 páginasFicha TécnicachiconetAinda não há avaliações
- Molub Alloy Gear Oil EspDocumento3 páginasMolub Alloy Gear Oil EspgerardoctavaraAinda não há avaliações
- 30.6234 Es TCM 87-133000 PDFDocumento12 páginas30.6234 Es TCM 87-133000 PDFJosé Huamán100% (1)
- Sec. 4. Propiedades de Los LubricantesDocumento59 páginasSec. 4. Propiedades de Los LubricantesDuver Lic Chinguel VillanuevaAinda não há avaliações
- Sekurit Evolution CK 4Documento3 páginasSekurit Evolution CK 4yomirovancedAinda não há avaliações
- Catalogo Ansi 2196Documento10 páginasCatalogo Ansi 2196Leidys Ballesteros MayorgaAinda não há avaliações
- Laminado en FrioDocumento20 páginasLaminado en FrioCésar KaezarAinda não há avaliações
- 10W 40 Mineral PDFDocumento2 páginas10W 40 Mineral PDFedwinAinda não há avaliações
- Carta de LubricacionDocumento3 páginasCarta de LubricacionSantiago Ramirez ZarateAinda não há avaliações
- Producción de Lubricantes en Bolivia y AditivosDocumento9 páginasProducción de Lubricantes en Bolivia y AditivosHumberto Ivan Gonzales TapiaAinda não há avaliações
- Marfak HDDocumento2 páginasMarfak HDJavier VasquezAinda não há avaliações
- GUIA MOTOS RESUELTA DavidDocumento32 páginasGUIA MOTOS RESUELTA DavidAriel Gil Martinez100% (2)
- Ford Mondeo 2007 Cuarta Generacion - Manuel Alejandro Ramos - Academia - EduDocumento83 páginasFord Mondeo 2007 Cuarta Generacion - Manuel Alejandro Ramos - Academia - EduJoaquin De Gracia Aguilar0% (1)
- 3.2 Impacto Degradante Ambiental de Los Fluidos AutomotricesDocumento6 páginas3.2 Impacto Degradante Ambiental de Los Fluidos AutomotricesNeftali Olivares33% (3)
- Valvoline ManualTecnico2013Documento73 páginasValvoline ManualTecnico2013Luis alberto80% (5)
- Desco Brochure NewDocumento8 páginasDesco Brochure NewluisAinda não há avaliações
- Sist Lubricacion y LubricantesDocumento25 páginasSist Lubricacion y LubricantesFernando Gabriel RagesAinda não há avaliações
- Aceite DiferencialesDocumento16 páginasAceite DiferencialesAlex MazaAinda não há avaliações
- Apuntes Cojinetes PDFDocumento69 páginasApuntes Cojinetes PDFJordan Berndt TorresAinda não há avaliações
- Trabajo de Aceites DielectricosDocumento8 páginasTrabajo de Aceites DielectricosDIEGO ZAMUDIO MOYAAinda não há avaliações
- Pc-Alm-004 Procedimiento Mantenimiento de Equipos y HerramientasDocumento19 páginasPc-Alm-004 Procedimiento Mantenimiento de Equipos y Herramientasaucapuri100% (1)
- Planeacion y Control de LubricacionDocumento12 páginasPlaneacion y Control de LubricacionYuli 'hsAinda não há avaliações
- ACOPLAMIENTOSDocumento31 páginasACOPLAMIENTOSAlvaro Velarde100% (1)
- Diseño de Pozos para Aguas ProfundasDocumento30 páginasDiseño de Pozos para Aguas ProfundasBonifacio Hernandez LopezAinda não há avaliações
- DAVINO ManualTaller R40Documento36 páginasDAVINO ManualTaller R40Jose Carmona89% (9)
- Maquinaria y Equipo, Materia 2222Documento56 páginasMaquinaria y Equipo, Materia 2222Leonardo Fabricio Vinueza CastroAinda não há avaliações
- Fricción PuraDocumento3 páginasFricción PuraMiguelRodriguezCalderonAinda não há avaliações
- RP PERFORMANCE 20W50 tcm13-122421Documento1 páginaRP PERFORMANCE 20W50 tcm13-122421EDDU CAMPOS SANDOVALAinda não há avaliações
- Presentación Viking - Marlon RojasDocumento26 páginasPresentación Viking - Marlon RojasMarlon RojasAinda não há avaliações
- Mecanica Basica-1Documento65 páginasMecanica Basica-1Johnny TolosanoAinda não há avaliações
- Presentacion UnfvDocumento106 páginasPresentacion UnfvCesar Sialer DiazAinda não há avaliações
- Almacenamiento y Manejo de LubricantesDocumento41 páginasAlmacenamiento y Manejo de LubricantesAlejandro GarciaAinda não há avaliações
- Manual Mantenimiento - TraduccionDocumento363 páginasManual Mantenimiento - TraduccionCortez Richards Edgardo100% (3)
- Ficha ElfDocumento1 páginaFicha ElfJulian MerloAinda não há avaliações
- SpanishDocumento77 páginasSpanishRoger APAinda não há avaliações
- FichTec Total Rubia TIR 9200 FE 5W30Documento2 páginasFichTec Total Rubia TIR 9200 FE 5W30Oscar JiménezAinda não há avaliações
- Plan de Mantenimiento - CUMMIS k19Documento168 páginasPlan de Mantenimiento - CUMMIS k19Marcos Nayib Brito100% (1)
- Estudio A Nivel Laboratorio para Elaborar Una Grasa Calcica A Partir de Aceite de Castor HidrogenadoDocumento5 páginasEstudio A Nivel Laboratorio para Elaborar Una Grasa Calcica A Partir de Aceite de Castor HidrogenadoJorge ZegarraAinda não há avaliações