Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Relationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourDocumento16 páginasRelationship Between Principal Leadership Skills and Teachers' Organizational Citizenship BehaviourToe ToeAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Frito Lay AssignmentDocumento14 páginasFrito Lay AssignmentSamarth Anand100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- To The Owner / President / CeoDocumento2 páginasTo The Owner / President / CeoChriestal SorianoAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Community-Based Monitoring System (CBMS) : An Overview: Celia M. ReyesDocumento28 páginasCommunity-Based Monitoring System (CBMS) : An Overview: Celia M. ReyesDiane Rose LacenaAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Midterm Exam StatconDocumento4 páginasMidterm Exam Statconlhemnaval100% (4)
- E OfficeDocumento3 páginasE Officeஊக்கமது கைவிடேல்Ainda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- ESK-Balcony Air-ADocumento2 páginasESK-Balcony Air-AJUANKI PAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Sewing Machins Operations ManualDocumento243 páginasSewing Machins Operations ManualjemalAinda não há avaliações
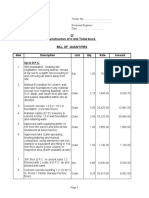
- Type BOQ For Construction of 4 Units Toilet Drawing No.04Documento6 páginasType BOQ For Construction of 4 Units Toilet Drawing No.04Yashika Bhathiya JayasingheAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- European Steel and Alloy Grades: 16Mncr5 (1.7131)Documento3 páginasEuropean Steel and Alloy Grades: 16Mncr5 (1.7131)farshid KarpasandAinda não há avaliações
- LISTA Nascar 2014Documento42 páginasLISTA Nascar 2014osmarxsAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- MPPWD 2014 SOR CH 1 To 5 in ExcelDocumento66 páginasMPPWD 2014 SOR CH 1 To 5 in ExcelElvis GrayAinda não há avaliações
- Annisha Jain (Reporting Manager - Rudrakshi Kumar)Documento1 páginaAnnisha Jain (Reporting Manager - Rudrakshi Kumar)Ruchi AgarwallAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Verma Toys Leona Bebe PDFDocumento28 páginasVerma Toys Leona Bebe PDFSILVIA ROMERO100% (3)
- Common Base AmplifierDocumento6 páginasCommon Base AmplifierMuhammad SohailAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- CE5215-Theory and Applications of Cement CompositesDocumento10 páginasCE5215-Theory and Applications of Cement CompositesSivaramakrishnaNalluriAinda não há avaliações
- Change Language DynamicallyDocumento3 páginasChange Language DynamicallySinan YıldızAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Crivit IAN 89192 FlashlightDocumento2 páginasCrivit IAN 89192 FlashlightmAinda não há avaliações
- Dbms UPDATED MANUAL EWITDocumento75 páginasDbms UPDATED MANUAL EWITMadhukesh .kAinda não há avaliações
- SEBI Circular Dated 22.08.2011 (Cirmirsd162011)Documento3 páginasSEBI Circular Dated 22.08.2011 (Cirmirsd162011)anantAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- SOP No. 6Documento22 páginasSOP No. 6Eli CohenAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- 16 Easy Steps To Start PCB Circuit DesignDocumento10 páginas16 Easy Steps To Start PCB Circuit DesignjackAinda não há avaliações
- Standard Cost EstimatesDocumento12 páginasStandard Cost EstimatesMasroon ẨśầŕAinda não há avaliações
- WPGPipingIndex Form 167 PDFDocumento201 páginasWPGPipingIndex Form 167 PDFRaj AryanAinda não há avaliações
- TENDER DOSSIER - Odweyne Water PanDocumento15 páginasTENDER DOSSIER - Odweyne Water PanMukhtar Case2022Ainda não há avaliações
- VB 850Documento333 páginasVB 850Laura ValentinaAinda não há avaliações
- LR Format 1.2Documento1 páginaLR Format 1.2Ch.Suresh SuryaAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Troubleshooting For Rb750Glr4: Poe Does Not WorkDocumento7 páginasTroubleshooting For Rb750Glr4: Poe Does Not Workjocimar1000Ainda não há avaliações
- Ambient Lighting Vol 6 CompressedDocumento156 páginasAmbient Lighting Vol 6 Compressedadvait_etcAinda não há avaliações
- Aisc Research On Structural Steel To Resist Blast and Progressive CollapseDocumento20 páginasAisc Research On Structural Steel To Resist Blast and Progressive CollapseFourHorsemenAinda não há avaliações