Você também pode gostar
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentNo EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentAinda não há avaliações
- Dyeing machines overviewDocumento6 páginasDyeing machines overviewChaarvi SaranyaAinda não há avaliações
- Working Process of Jigger Dyeing MachineDocumento10 páginasWorking Process of Jigger Dyeing MachineKhushaLAinda não há avaliações
- Types of Dyeing ProcessesDocumento5 páginasTypes of Dyeing ProcessesSyed Inamullah ShahAinda não há avaliações
- Dyeing Fabric DissertationDocumento33 páginasDyeing Fabric DissertationBathrinath 007Ainda não há avaliações
- Textile Fabrics and Their Preparation for DyeingNo EverandTextile Fabrics and Their Preparation for DyeingNota: 5 de 5 estrelas5/5 (1)
- Thermefix 338 Continuous Dyeing RangeDocumento48 páginasThermefix 338 Continuous Dyeing RangeImran Malik100% (1)
- Study On TEXtile FinishingDocumento8 páginasStudy On TEXtile FinishingZAyed0% (1)
- Textile TestingDocumento3 páginasTextile TestingLakshmi Challa0% (1)
- Dyeing of Blends: Submitted To-Submitted byDocumento32 páginasDyeing of Blends: Submitted To-Submitted byMehak Deep67% (3)
- Unit - II DyeingDocumento88 páginasUnit - II Dyeinggagan mahawar100% (2)
- Circular Knitted FabricsDocumento16 páginasCircular Knitted Fabricsrdsekar7633% (3)
- Wet Processing TechnologyDocumento32 páginasWet Processing TechnologyProfessorTextechAinda não há avaliações
- Finishing textiles processes improve fabric propertiesDocumento11 páginasFinishing textiles processes improve fabric propertiesChandru TG100% (1)
- Textile FinishingDocumento21 páginasTextile FinishinganowartexAinda não há avaliações
- Mercerization: Difference Between Scouring & MercerizationDocumento6 páginasMercerization: Difference Between Scouring & MercerizationJunior SakifAinda não há avaliações
- Textile Warp SizingDocumento19 páginasTextile Warp SizingAmir YasinAinda não há avaliações
- 3) Theory of DyeingDocumento12 páginas3) Theory of DyeingSanaullah MuradAinda não há avaliações
- MercerizationDocumento3 páginasMercerizationsyed asim najamAinda não há avaliações
- Fiber PropertiesDocumento24 páginasFiber Propertiessatheeshpag12367% (3)
- SanforizingDocumento26 páginasSanforizingkvAinda não há avaliações
- Wet Processing of Polyester MicrofibresDocumento12 páginasWet Processing of Polyester MicrofibresEdward Menezes100% (1)
- Weaving Commission CalculationsDocumento1 páginaWeaving Commission Calculationsraj_85Ainda não há avaliações
- Dyeing FaultsDocumento100 páginasDyeing FaultsNaim UddinAinda não há avaliações
- Textile Dyeing LectureDocumento28 páginasTextile Dyeing LectureMuhammad Zohaib100% (1)
- Process Control in Wet ProcessingDocumento23 páginasProcess Control in Wet ProcessingKirti Nagda75% (4)
- Textile Preparatory Processing GemedaDocumento79 páginasTextile Preparatory Processing GemedaGemeda GebinoAinda não há avaliações
- Dyeing of Acrylic FibresDocumento19 páginasDyeing of Acrylic FibresHugo Eduardo Ipiales Mesa100% (1)
- Textile Pretreatment: Processes for Removing Impurities from Cotton FabricDocumento23 páginasTextile Pretreatment: Processes for Removing Impurities from Cotton FabricAyman BrohiAinda não há avaliações
- Textile TestingDocumento33 páginasTextile TestingMunazza Sohail100% (3)
- Textile Dyeing and Printing: AssignmentDocumento8 páginasTextile Dyeing and Printing: AssignmentshailajaAinda não há avaliações
- Advance fibre testing instrumentsDocumento112 páginasAdvance fibre testing instrumentsmeghana raj100% (1)
- YarnsDocumento27 páginasYarnsnitishkohli75% (4)
- Textile TestingDocumento20 páginasTextile Testingjayantver67% (3)
- Stone WashDocumento3 páginasStone WashMuhammad MustahsinAinda não há avaliações
- Textile FinishesDocumento12 páginasTextile FinishesFakrul Hasan KhanAinda não há avaliações
- Internship at Alok Industries VapiDocumento80 páginasInternship at Alok Industries VapiashpikaAinda não há avaliações
- FM-1 SizingDocumento18 páginasFM-1 SizingTextile Department Help Desk.Diu100% (1)
- Mercer IzationDocumento75 páginasMercer IzationTanmay JagetiaAinda não há avaliações
- Terry Knit Fabric Production ProcessDocumento45 páginasTerry Knit Fabric Production ProcessSaumya KharyaAinda não há avaliações
- MercerizationDocumento7 páginasMercerizationRahadian Noor MadanyAinda não há avaliações
- Definition:: ScouringDocumento13 páginasDefinition:: Scouringপ্রমিত সরকারAinda não há avaliações
- FINISHINGDocumento26 páginasFINISHINGNeha SinghAinda não há avaliações
- Sequence of Process in Worsted SpinningDocumento4 páginasSequence of Process in Worsted SpinningArunraj Arumugam100% (4)
- Pre Treatment For Fabrics Before DyeingDocumento16 páginasPre Treatment For Fabrics Before DyeingNayomi Rathnaweera0% (1)
- Resist DyeingDocumento30 páginasResist DyeingĂĺëx KìñģAinda não há avaliações
- Denim Garment Processing TechniquesDocumento14 páginasDenim Garment Processing TechniquesMudassar AliAinda não há avaliações
- Wet ProcessingDocumento51 páginasWet ProcessingSenelisile MoyoAinda não há avaliações
- Mercerization 140503095002 Phpapp01Documento68 páginasMercerization 140503095002 Phpapp01mudit bhargavaAinda não há avaliações
- Colour FastnessDocumento37 páginasColour FastnessSivakumar K100% (1)
- Textile Yarn Dyed Tips & TechniqueDocumento23 páginasTextile Yarn Dyed Tips & TechniqueMohammed Atiqul Hoque ChowdhuryAinda não há avaliações
- Textile Internship Report AlokDocumento39 páginasTextile Internship Report AlokRahul TelangAinda não há avaliações
- Textile Preparatory ProcessingDocumento83 páginasTextile Preparatory ProcessingGemeda GebinoAinda não há avaliações
- MERCERIZATIONDocumento141 páginasMERCERIZATIONshettisanjayAinda não há avaliações
- Denim Dry ProcessDocumento9 páginasDenim Dry ProcessZaman Parvez0% (1)
- Spirality of Single Jersey Knitted FabricDocumento13 páginasSpirality of Single Jersey Knitted FabricKazi Saiful IslamAinda não há avaliações
- Chap 9Documento42 páginasChap 9n.tAinda não há avaliações
- Nitin KatochDocumento3 páginasNitin Katochn.tAinda não há avaliações
- Presentation 1Documento1 páginaPresentation 1n.tAinda não há avaliações
- Chap 1Documento17 páginasChap 1n.tAinda não há avaliações
- Sabhyata MarwahDocumento3 páginasSabhyata Marwahn.t100% (1)
- 2.c Supporting Services & Forecasting Miantenance RequirementsDocumento25 páginas2.c Supporting Services & Forecasting Miantenance Requirementsn.t100% (1)
- Buyer-Vendor Relation ShipDocumento30 páginasBuyer-Vendor Relation Shipn.tAinda não há avaliações
- Chap 5Documento46 páginasChap 5n.tAinda não há avaliações
- Chap 12Documento16 páginasChap 12n.tAinda não há avaliações
- Chap 3Documento17 páginasChap 3n.tAinda não há avaliações
- Nitinsabhyata Fast - React RevisedDocumento2 páginasNitinsabhyata Fast - React Revisedn.tAinda não há avaliações
- PM Sabhyata MarwahDocumento1 páginaPM Sabhyata Marwahn.tAinda não há avaliações
- CostingDocumento25 páginasCostingn.tAinda não há avaliações
- KodakDocumento31 páginasKodakn.tAinda não há avaliações
- PM Sabhyata MarwahDocumento1 páginaPM Sabhyata Marwahn.tAinda não há avaliações
- Chap 2 Part 2Documento11 páginasChap 2 Part 2n.tAinda não há avaliações
- Chap 1Documento25 páginasChap 1n.tAinda não há avaliações
- Chap 3Documento17 páginasChap 3n.tAinda não há avaliações
- Introduction to Maintenance ManagementDocumento13 páginasIntroduction to Maintenance Managementn.tAinda não há avaliações
- Document ErpDocumento17 páginasDocument Erpn.tAinda não há avaliações
- KodakDocumento21 páginasKodakn.tAinda não há avaliações
- Nitin Katoch PMDocumento2 páginasNitin Katoch PMn.tAinda não há avaliações
- Production and ProductivityDocumento15 páginasProduction and Productivityn.tAinda não há avaliações
- Maintenance Management in Garment IndustryDocumento22 páginasMaintenance Management in Garment Industryn.t70% (10)
- Chap 1Documento26 páginasChap 1n.tAinda não há avaliações
- Machine Maintenance KansaiDocumento8 páginasMachine Maintenance Kansain.t100% (1)
- RufflesDocumento5 páginasRufflesn.tAinda não há avaliações
- Chap 2Documento31 páginasChap 2n.tAinda não há avaliações
- GatheringDocumento4 páginasGatheringn.tAinda não há avaliações
- Chap 1Documento12 páginasChap 1n.tAinda não há avaliações
- Tug - TerminalDocumento6 páginasTug - TerminaludelmarkAinda não há avaliações
- 3541RL Winch Service ManualDocumento18 páginas3541RL Winch Service Manualyousef ALadwanAinda não há avaliações
- Hydraulic Recovery Winch: ModelDocumento2 páginasHydraulic Recovery Winch: ModelNoman MubarakAinda não há avaliações
- Rope Winches and GearboxesDocumento20 páginasRope Winches and Gearboxesiturcic9100% (1)
- Owner Manual Cfmoto Uforce 800 t3Documento124 páginasOwner Manual Cfmoto Uforce 800 t3Radim VolfAinda não há avaliações
- 1369406009p - Hydra 1242Documento2 páginas1369406009p - Hydra 1242P behera100% (1)
- 1 - 12000e 1 - T4F - CTR254 01 - 7 15 16 PDFDocumento790 páginas1 - 12000e 1 - T4F - CTR254 01 - 7 15 16 PDFJohn Locke100% (1)
- Tfe Module 3Documento14 páginasTfe Module 3Anandhu AAinda não há avaliações
- Article SafewinchDocumento5 páginasArticle SafewinchPietGebruikerAinda não há avaliações
- Guide offshore mooring chain surveyDocumento9 páginasGuide offshore mooring chain surveyCaptIsqanAinda não há avaliações
- Bauer BG20HDocumento132 páginasBauer BG20HLorena100% (1)
- Ship Particular Ahts-Pe-2Documento6 páginasShip Particular Ahts-Pe-2Muhammad RIZALAinda não há avaliações
- Pdfs Seaeye A Frame LARSDocumento2 páginasPdfs Seaeye A Frame LARSMarigold SpellAinda não há avaliações
- Ingersollrand Winches Gruas Alta CapacidadDocumento91 páginasIngersollrand Winches Gruas Alta CapacidadMemo Bucio100% (1)
- SWP-SF010A - 13 Daily Piling Equipment Insp Rev. ADocumento2 páginasSWP-SF010A - 13 Daily Piling Equipment Insp Rev. ACliffordAinda não há avaliações
- DOSG65858 WinchesMobileIndustrial 8PgBrchr A4 ENG SP WebDocumento8 páginasDOSG65858 WinchesMobileIndustrial 8PgBrchr A4 ENG SP WebJosé RoqueAinda não há avaliações
- Pre Purchase ReportDocumento13 páginasPre Purchase ReportCari RiveraAinda não há avaliações
- Hydraulics: Safe Practice GuideDocumento76 páginasHydraulics: Safe Practice GuideNadeem Nadeem100% (1)
- DI Pipe Handling and Storage ProcedureDocumento8 páginasDI Pipe Handling and Storage ProcedureFrancis DhanarajAinda não há avaliações
- FA5A Winch Part List ManualDocumento72 páginasFA5A Winch Part List ManualMohamed AliAinda não há avaliações
- Instruction Manual Project OverviewDocumento603 páginasInstruction Manual Project Overviewtrizzmercado100% (1)
- Manriding Tirfor O-MDocumento16 páginasManriding Tirfor O-MPhillip FrencilloAinda não há avaliações
- Installation and Parts Manual: FOR D8R Series Ii TractorsDocumento11 páginasInstallation and Parts Manual: FOR D8R Series Ii TractorsAbdalla gibrilAinda não há avaliações
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Documento47 páginasInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768eshopmanual lima100% (2)
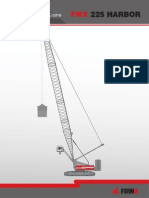
- ERKE Group, FUWA FWX225 Harbour Crane CatalogDocumento8 páginasERKE Group, FUWA FWX225 Harbour Crane CatalogerkegroupAinda não há avaliações
- ANSI Inspection Form Boom Truck Cranes Fillable Template Loadking UPDATEDDocumento4 páginasANSI Inspection Form Boom Truck Cranes Fillable Template Loadking UPDATEDDaiver Lopez PadillaAinda não há avaliações
- Brosur Kato SR 700 L - 2Documento8 páginasBrosur Kato SR 700 L - 2Agus PriyonoAinda não há avaliações
- SMS W 1013 Instructions For Braking Capacity Test of Mooring WinchDocumento2 páginasSMS W 1013 Instructions For Braking Capacity Test of Mooring Winchyandong liAinda não há avaliações
- Ensure Safe Mooring with Proper Winch Brake Render TestsDocumento14 páginasEnsure Safe Mooring with Proper Winch Brake Render TestsAbhilashAinda não há avaliações
- CD120 SpecificationsDocumento8 páginasCD120 SpecificationsmechsrinuAinda não há avaliações
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherNo EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherAinda não há avaliações
- The Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolNo EverandThe Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolNota: 4 de 5 estrelas4/5 (14)
- The Importance of Being Earnest: Classic Tales EditionNo EverandThe Importance of Being Earnest: Classic Tales EditionNota: 4.5 de 5 estrelas4.5/5 (42)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticNo EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticNota: 3.5 de 5 estrelas3.5/5 (10)
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedNo EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedNota: 4.5 de 5 estrelas4.5/5 (5)
- The Asshole Survival Guide: How to Deal with People Who Treat You Like DirtNo EverandThe Asshole Survival Guide: How to Deal with People Who Treat You Like DirtNota: 4 de 5 estrelas4/5 (60)
- Lessons from Tara: Life Advice from the World's Most Brilliant DogNo EverandLessons from Tara: Life Advice from the World's Most Brilliant DogNota: 4.5 de 5 estrelas4.5/5 (42)
- Other People's Dirt: A Housecleaner's Curious AdventuresNo EverandOther People's Dirt: A Housecleaner's Curious AdventuresNota: 3.5 de 5 estrelas3.5/5 (104)
- Sexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesNo EverandSexual Bloopers: An Outrageous, Uncensored Collection of People's Most Embarrassing X-Rated FumblesNota: 3.5 de 5 estrelas3.5/5 (7)
- Humorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreNo EverandHumorous American Short Stories: Selections from Mark Twain, O. Henry, James Thurber, Kurt Vonnegut, Jr. and moreAinda não há avaliações
- Si-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleNo EverandSi-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleNota: 4.5 de 5 estrelas4.5/5 (16)
- The Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverNo EverandThe Best Joke Book (Period): Hundreds of the Funniest, Silliest, Most Ridiculous Jokes EverNota: 3.5 de 5 estrelas3.5/5 (4)