Você também pode gostar
- Syntorial NotesDocumento13 páginasSyntorial NotesdanAinda não há avaliações
- Airbus A319-A320-A321 - Quick Reference HandbookDocumento113 páginasAirbus A319-A320-A321 - Quick Reference Handbookrafaelldalpra100% (9)
- Tie-In List p1Documento1 páginaTie-In List p1Andreas Schlager100% (1)
- VEL MS 2003b PDFDocumento28 páginasVEL MS 2003b PDFCenk Yağız ÖzçelikAinda não há avaliações
- Gold Advanced Progress Test 5Documento6 páginasGold Advanced Progress Test 5BernardAinda não há avaliações
- Chevron Corporation 1CS10: Pressure - Temperature Ratings Hydrotest at Ambient ServiceDocumento1 páginaChevron Corporation 1CS10: Pressure - Temperature Ratings Hydrotest at Ambient ServiceAldeline Sungahid100% (1)
- 18 DrwingsDocumento158 páginas18 Drwingspandy1604Ainda não há avaliações
- Piping Material SpecificationDocumento36 páginasPiping Material Specificationravirawat15100% (2)
- Equipment List Including Long Lead ItemsDocumento6 páginasEquipment List Including Long Lead Itemspapilolo2008Ainda não há avaliações
- Ras Markaz Crude Oil Park Project (Phase1)Documento16 páginasRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILAinda não há avaliações
- Boq of Ball Float ValveDocumento1 páginaBoq of Ball Float Valvem 418Ainda não há avaliações
- MTO ValveDocumento2 páginasMTO ValveAgus MarpaungAinda não há avaliações
- Insulation Schedule With Mto FOR Main Process Plant: Project SpecificationDocumento18 páginasInsulation Schedule With Mto FOR Main Process Plant: Project SpecificationcakhokheAinda não há avaliações
- Material Requisition For Expansion Joint - Rev1Documento4 páginasMaterial Requisition For Expansion Joint - Rev1altipatlarAinda não há avaliações
- As-Built Valve Tagging Man HoursDocumento5 páginasAs-Built Valve Tagging Man HoursMorgan Kaycee.Ainda não há avaliações
- AB-031A Minimum Required Information Form The Submitter For Pressure Vessels Heat Exchangers and BoilersDocumento1 páginaAB-031A Minimum Required Information Form The Submitter For Pressure Vessels Heat Exchangers and BoilersTrung NguyenAinda não há avaliações
- PipeClass NG 11.08.09 PDFDocumento138 páginasPipeClass NG 11.08.09 PDFbadelitamariusAinda não há avaliações
- Tubing: Tubing Selection Tubing Handling Gas Service Tubing Installation Types of TubingDocumento16 páginasTubing: Tubing Selection Tubing Handling Gas Service Tubing Installation Types of TubingsandeshmusaleAinda não há avaliações
- H2so4 SpillDocumento4 páginasH2so4 SpilludayAinda não há avaliações
- SNO P GS 001 Rev0 EPC General RequirementDocumento160 páginasSNO P GS 001 Rev0 EPC General Requirementaike_5Ainda não há avaliações
- Mto Valve: CHKD Appd Appd Date DEC DSP/PPN REV Date Description BYDocumento4 páginasMto Valve: CHKD Appd Appd Date DEC DSP/PPN REV Date Description BYAnonymous 6S9tcbhAinda não há avaliações
- Ke01 00 000 KD P TD 0015 000 - D03Documento501 páginasKe01 00 000 KD P TD 0015 000 - D03Maffone NumerounoAinda não há avaliações
- Piping Material EquivalentsDocumento1 páginaPiping Material EquivalentspejnorozyAinda não há avaliações
- LS 164-04 - 6 Identification Traceability of Piping Material On Construction Site (EN)Documento6 páginasLS 164-04 - 6 Identification Traceability of Piping Material On Construction Site (EN)Kreshna Wisnu BrataAinda não há avaliações
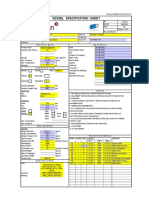
- Vessel Specification SheetDocumento2 páginasVessel Specification Sheetangel gabriel perez valdezAinda não há avaliações
- 7-12-0033 Rev 4Documento1 página7-12-0033 Rev 4cynideAinda não há avaliações
- P-193 - Pipeline Pump Station and Terminal Valves in Crude Oil Service (API 6D Valves)Documento34 páginasP-193 - Pipeline Pump Station and Terminal Valves in Crude Oil Service (API 6D Valves)MatteoAinda não há avaliações
- U00034-PL-MTO-0001 - MTO For Export PipelinesDocumento7 páginasU00034-PL-MTO-0001 - MTO For Export PipelinesThiên KhánhAinda não há avaliações
- Ep 08 030 37Documento18 páginasEp 08 030 37Muhammad AwaluddinAinda não há avaliações
- AGIP STD - Valves Specification SheetDocumento1 páginaAGIP STD - Valves Specification Sheethalim_kaAinda não há avaliações
- Pmal 320 HD D 100 - BDocumento4 páginasPmal 320 HD D 100 - BraulgaldoAinda não há avaliações
- CCFM U 00 TP430 010 R5 Field QC ProcedureDocumento258 páginasCCFM U 00 TP430 010 R5 Field QC ProcedureCARLOS OLIVEROSAinda não há avaliações
- 2017 03436 01 002 - Bom 320Documento8 páginas2017 03436 01 002 - Bom 320sundyaAinda não há avaliações
- 50B10 Standard Assembly LibraryDocumento78 páginas50B10 Standard Assembly Libraryishu vohraAinda não há avaliações
- 6 44 0005 A2Documento25 páginas6 44 0005 A2S.selvakumarAinda não há avaliações
- 6.1 Data Sheet For Pipeline Ball ValveDocumento3 páginas6.1 Data Sheet For Pipeline Ball ValveDeepak PalAinda não há avaliações
- SNBP-EPC-00-INS-RFQ-012 - RFQ For Flow Transmitter DP TypeDocumento20 páginasSNBP-EPC-00-INS-RFQ-012 - RFQ For Flow Transmitter DP Typesugeng wahyudiAinda não há avaliações
- LPG Blending Facilities - List of Documents For TenderDocumento235 páginasLPG Blending Facilities - List of Documents For TenderManish MehtaAinda não há avaliações
- PIP - Piping Material Specifications Collection - IHSDocumento3 páginasPIP - Piping Material Specifications Collection - IHSmontanovillarroelfabiolalourdeAinda não há avaliações
- Spec Report - 20150922Documento1.507 páginasSpec Report - 20150922Midhun K ChandraboseAinda não há avaliações
- Tank Lining Chart 1-26-10Documento2 páginasTank Lining Chart 1-26-10Guatemalan1979Ainda não há avaliações
- VV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFDocumento253 páginasVV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFLê Phước PhúAinda não há avaliações
- List Prioritas DokumenDocumento6 páginasList Prioritas Dokumenmochamad iwanAinda não há avaliações
- P1064-00-M05-126-R1-Plug ValveDocumento7 páginasP1064-00-M05-126-R1-Plug ValveNarayana MugalurAinda não há avaliações
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Documento64 páginasPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- R0607-Cm-Itr-08-606 321a PDFDocumento13 páginasR0607-Cm-Itr-08-606 321a PDFShelton S S SheltonAinda não há avaliações
- Class M1C2Documento10 páginasClass M1C2SalimAinda não há avaliações
- Consultant: Engineers India Limited Contractor: Onshore Construction FzeDocumento6 páginasConsultant: Engineers India Limited Contractor: Onshore Construction Fzecrm 2Ainda não há avaliações
- Bill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Documento5 páginasBill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Vu TranAinda não há avaliações
- Procedure For Preparation of Dry Chemical Wheeled Extinguishers Data SheetDocumento5 páginasProcedure For Preparation of Dry Chemical Wheeled Extinguishers Data SheetmAinda não há avaliações
- 26071-203-V66A-MTFR-20044 - Rev00D - Welding Map and NDE Map (D-320-06AB)Documento11 páginas26071-203-V66A-MTFR-20044 - Rev00D - Welding Map and NDE Map (D-320-06AB)Jeroan AyamAinda não há avaliações
- 1.0 Scope: Welding of Carbon Steel PipingDocumento3 páginas1.0 Scope: Welding of Carbon Steel PipingandhucaosAinda não há avaliações
- Mto ProcedureDocumento3 páginasMto ProcedureakilasrivatsavAinda não há avaliações
- Specifications of LR BendDocumento11 páginasSpecifications of LR BendPrafulla PatilAinda não há avaliações
- No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDocumento38 páginasNo.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDarshan PanchalAinda não há avaliações
- Itb Part I - Instruction To BiddersDocumento16 páginasItb Part I - Instruction To BiddersilsaAinda não há avaliações
- Piping Material Classes REV .4ADocumento20 páginasPiping Material Classes REV .4AMohamed RaafatAinda não há avaliações
- Especificaciones de Construcción de Trabajo para La Gestión de Las Actividades de SoldaduraDocumento14 páginasEspecificaciones de Construcción de Trabajo para La Gestión de Las Actividades de SoldaduraMartin Morales RodriguezAinda não há avaliações
- Indicative Inspection & Test Plan : Project: - Iocl PanipatDocumento2 páginasIndicative Inspection & Test Plan : Project: - Iocl PanipatAshish DhokAinda não há avaliações
- 3 Way and 4 Way Plug Valves PTWPFW Technical 20-00-2Documento16 páginas3 Way and 4 Way Plug Valves PTWPFW Technical 20-00-2zampacaanasAinda não há avaliações
- 61502YDocumento9 páginas61502YbalajivangaruAinda não há avaliações
- BTC Gate ValvesDocumento26 páginasBTC Gate ValvesCamilo Sanchez VanegasAinda não há avaliações
- Cast Steel Gate Valve - VS01 (ASME 150)Documento4 páginasCast Steel Gate Valve - VS01 (ASME 150)sghinausAinda não há avaliações
- Tariff1 60Documento334 páginasTariff1 60irawan_epAinda não há avaliações
- Asme B36 10M 2004 PDFDocumento26 páginasAsme B36 10M 2004 PDFirawan_epAinda não há avaliações
- Ansi b36.10 Pipe SizeDocumento9 páginasAnsi b36.10 Pipe SizeSpoonful BurnsideAinda não há avaliações
- Studi Analisis Inversi Extended Elastic Impedance Untuk Memprediksi Property Fisis Batuan J2D005198Documento5 páginasStudi Analisis Inversi Extended Elastic Impedance Untuk Memprediksi Property Fisis Batuan J2D005198irawan_epAinda não há avaliações
- AdPoe The Hunting of The HareDocumento2 páginasAdPoe The Hunting of The HarePI CubingAinda não há avaliações
- DiodeDocumento3 páginasDiodeManishAinda não há avaliações
- IMS Institute BelgradeDocumento10 páginasIMS Institute BelgradeBoško JanjuševićAinda não há avaliações
- Amies A 114 - 3Documento17 páginasAmies A 114 - 3Syed Umar Farooq100% (1)
- DHT, VGOHT - Catloading Diagram - Oct2005Documento3 páginasDHT, VGOHT - Catloading Diagram - Oct2005Bikas SahaAinda não há avaliações
- Microscope MaintenanceDocumento2 páginasMicroscope MaintenanceCharlyn KeithAinda não há avaliações
- Glacial Lakes of Himachal PradeshDocumento4 páginasGlacial Lakes of Himachal PradeshMonidipa DeyAinda não há avaliações
- BLANCHARD-The Debate Over Laissez Faire, 1880-1914Documento304 páginasBLANCHARD-The Debate Over Laissez Faire, 1880-1914fantasmaAinda não há avaliações
- Ansible Automation SA Technical Deck Q2FY19Documento43 páginasAnsible Automation SA Technical Deck Q2FY19daniel_vp21Ainda não há avaliações
- CDM816DSpare Parts Manual (Pilot Control) 2Documento55 páginasCDM816DSpare Parts Manual (Pilot Control) 2Mohammadazmy Sobursyakur100% (1)
- Column c4 From 3rd FloorDocumento1 páginaColumn c4 From 3rd Floor1man1bookAinda não há avaliações
- 10 Q - Switching & Mode LockingDocumento21 páginas10 Q - Switching & Mode Lockingkaushik42080% (1)
- Your Heart: Build Arms Like ThisDocumento157 páginasYour Heart: Build Arms Like ThisNightAinda não há avaliações
- NURS1108 Lecture 10 - Nervous System ENHANCEDDocumento40 páginasNURS1108 Lecture 10 - Nervous System ENHANCEDJacia’s SpaceshipAinda não há avaliações
- Production Technology of Dragon FruitDocumento6 páginasProduction Technology of Dragon FruitAbhinash MoirangthemAinda não há avaliações
- Lec 8-10Documento5 páginasLec 8-10osamamahmood333Ainda não há avaliações
- Aplikasi Sistem Penuaian Air Hujan (Spah) Di Kawasan PerumahanDocumento18 páginasAplikasi Sistem Penuaian Air Hujan (Spah) Di Kawasan PerumahanFarid Che DeramanAinda não há avaliações
- Logistics Operation PlanningDocumento25 páginasLogistics Operation PlanningLeonard AntoniusAinda não há avaliações
- Recetario TransistoresDocumento23 páginasRecetario TransistoresTitán SotoAinda não há avaliações
- University of Engineering and Technology TaxilaDocumento5 páginasUniversity of Engineering and Technology TaxilagndfgAinda não há avaliações
- XC24M MG DatasheetDocumento3 páginasXC24M MG DatasheetAbdulJawad Ibrahim ElmezoghiAinda não há avaliações
- CFD - Basement Car ParkDocumento43 páginasCFD - Basement Car ParkTanveer HasanAinda não há avaliações
- AVR Brosure Basler Decs 100Documento2 páginasAVR Brosure Basler Decs 100NikolayAinda não há avaliações
- Laporan Pelayanan Rawat Jalan Tingkat Pertama (RJTP)Documento10 páginasLaporan Pelayanan Rawat Jalan Tingkat Pertama (RJTP)dede komalasariAinda não há avaliações
- HBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris PavlidisDocumento4 páginasHBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris Pavlidissagacious.ali2219Ainda não há avaliações
- Wilson FR & Power Cable CatalogDocumento56 páginasWilson FR & Power Cable CatalogRohim SuhadiAinda não há avaliações
- Bluforest, Inc. (OTC: BLUF) InvestigationDocumento5 páginasBluforest, Inc. (OTC: BLUF) Investigationfraudinstitute100% (1)