Você também pode gostar
- Above Ground TanksDocumento2 páginasAbove Ground TanksMaria Louis ArputharajAinda não há avaliações
- CSWIP Welding Inspection Notes and QuestionsDocumento133 páginasCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Tank Acceptankce Criteria API and DEP - RETFDocumento2 páginasTank Acceptankce Criteria API and DEP - RETFMaria Louis ArputharajAinda não há avaliações
- Alternative Acceptance CriteriaDocumento1 páginaAlternative Acceptance CriteriaMaria Louis ArputharajAinda não há avaliações
- Visual Inspection ReportDocumento1 páginaVisual Inspection ReportMaria Louis ArputharajAinda não há avaliações
- UntitledDocumento2 páginasUntitledMaria Louis ArputharajAinda não há avaliações
- Anne Today Morningi Had A Small Problem With My Sister So Pls Say Her To Talk With MeDocumento1 páginaAnne Today Morningi Had A Small Problem With My Sister So Pls Say Her To Talk With MeMaria Louis ArputharajAinda não há avaliações
- Pipe ScheduleDocumento1 páginaPipe ScheduleMaria Louis ArputharajAinda não há avaliações
- WPQ Form English US1Documento2 páginasWPQ Form English US1Maria Louis ArputharajAinda não há avaliações
- IQI DinDocumento14 páginasIQI DinMaria Louis ArputharajAinda não há avaliações
- RTDocumento30 páginasRTMaria Louis ArputharajAinda não há avaliações
- UntitledDocumento1 páginaUntitledMaria Louis ArputharajAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- C5356 PDFDocumento6 páginasC5356 PDFEdwin UruetaAinda não há avaliações
- 07D002 PDFDocumento4 páginas07D002 PDFRasha AbdullahAinda não há avaliações
- ME 328.3 E5 - Welding MetallurgyDocumento41 páginasME 328.3 E5 - Welding Metallurgytbmari100% (1)
- AL Wps PDFDocumento4 páginasAL Wps PDFprem nautiyalAinda não há avaliações
- 19 149Documento44 páginas19 149UbanAirlanggaAinda não há avaliações
- WPQ Sample PrintoutDocumento1 páginaWPQ Sample PrintoutKannan VelAinda não há avaliações
- RTJ (Ring Type Joint) GasketsDocumento6 páginasRTJ (Ring Type Joint) GasketsMaximiliano Vandee C. MitakdaAinda não há avaliações
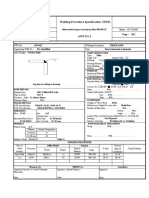
- Welding Procedure Specification (WPS) : Date: 2017/04/09Documento1 páginaWelding Procedure Specification (WPS) : Date: 2017/04/09akalAinda não há avaliações
- Nuts Bolts KeyDocumento2 páginasNuts Bolts KeysudhirggAinda não há avaliações
- Mild Steel 490mpa High Tensile Strength SteelDocumento38 páginasMild Steel 490mpa High Tensile Strength SteelCarlos PadillaAinda não há avaliações
- STD 1104 Welding of Pipelines and Related FacilitiesDocumento1 páginaSTD 1104 Welding of Pipelines and Related FacilitiesJuan CarlosAinda não há avaliações
- Ultratech Cement: Particulars Test Results Requirements ofDocumento1 páginaUltratech Cement: Particulars Test Results Requirements ofRabish A75% (4)
- GP Toolkit List TESDADocumento28 páginasGP Toolkit List TESDAMcel PadiernosAinda não há avaliações
- Bolted Connection ProblemsDocumento35 páginasBolted Connection ProblemsSandgrouse Raj75% (4)
- Webs WeldingDocumento8 páginasWebs WeldingAnonymous Wab64BNCAinda não há avaliações
- Wps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationDocumento5 páginasWps No. 0 Rev. No. 19: Asme Section Ix Welding Procedure SpecificationAmit ChapagainAinda não há avaliações
- Lista de Materiales 6KDocumento3 páginasLista de Materiales 6KRoyer SanchezAinda não há avaliações
- Wel Sym Engineering Drawings Welding SymbolsDocumento22 páginasWel Sym Engineering Drawings Welding SymbolsksAinda não há avaliações
- Gs - Bolt Catalogue - Eng Bolt DerrickDocumento8 páginasGs - Bolt Catalogue - Eng Bolt DerrickArif HakimAinda não há avaliações
- Juk - DDL 5550 7Documento32 páginasJuk - DDL 5550 7RHoskaAinda não há avaliações
- 74 00 (Ignition Current)Documento20 páginas74 00 (Ignition Current)GPAinda não há avaliações
- Arc Welding ReadingDocumento16 páginasArc Welding ReadingJessica S. MellAinda não há avaliações
- Tech Data 835Documento1 páginaTech Data 835Tibor KeményAinda não há avaliações
- Is 15582 2005Documento17 páginasIs 15582 2005sarath6725Ainda não há avaliações
- BMET GROUP 3 Welding-2Documento4 páginasBMET GROUP 3 Welding-2Alhaj MassoudAinda não há avaliações
- Flux Cored ARC Welding (FCAW)Documento26 páginasFlux Cored ARC Welding (FCAW)Ad Man GeTigAinda não há avaliações
- Name: Ogunkanmbi Samuel Olanrewaju Programme: Chemical Engineering LEVEL: 200 MATRIC. NO.: 13CF015155 Course: Gec 218Documento5 páginasName: Ogunkanmbi Samuel Olanrewaju Programme: Chemical Engineering LEVEL: 200 MATRIC. NO.: 13CF015155 Course: Gec 218RizzleAinda não há avaliações
- Asignar Ubicacion - 6Documento53 páginasAsignar Ubicacion - 6Recepción Pesquera diamanteAinda não há avaliações
- Tabela de Peso Parafusos Sextavados A325Documento5 páginasTabela de Peso Parafusos Sextavados A325w.araujo.xxxxAinda não há avaliações
- Inventario de Repuestos para Compresores RCB RBBDocumento12 páginasInventario de Repuestos para Compresores RCB RBBJavier BastardoAinda não há avaliações