Você também pode gostar
- Case Study-1 SHEENADocumento2 páginasCase Study-1 SHEENARushikesh Dandagwhal100% (1)
- Simulation of Flows in Complex Geometries: New Meshing and SolutionDocumento10 páginasSimulation of Flows in Complex Geometries: New Meshing and SolutionsangsharmaAinda não há avaliações
- Parametric Finite Element Model of AIRBUS Engine Pylon With MSC - PatranDocumento9 páginasParametric Finite Element Model of AIRBUS Engine Pylon With MSC - Patranventus45Ainda não há avaliações
- Strength of MaterialsDocumento480 páginasStrength of MaterialsShivang ChaurasiaAinda não há avaliações
- 254464.1 Car Mikac VezaDocumento6 páginas254464.1 Car Mikac VezaengrodeAinda não há avaliações
- Mtech. Precision EngineeringDocumento5 páginasMtech. Precision Engineeringsimalaravi100% (1)
- Unit 2Documento34 páginasUnit 2sai venkatsharmaAinda não há avaliações
- A Digital and Structure-Adaptive Geometric Error Definition and Modeling Method of Reconfigurable Machine ToolDocumento13 páginasA Digital and Structure-Adaptive Geometric Error Definition and Modeling Method of Reconfigurable Machine ToolTommy GaoAinda não há avaliações
- Cad Cam CaeDocumento30 páginasCad Cam CaeAneeket BhadaneAinda não há avaliações
- Guerrero Vela ETSIDocumento11 páginasGuerrero Vela ETSIKarthik KrAinda não há avaliações
- 06mel77 - Cim - AutoDocumento79 páginas06mel77 - Cim - AutoPraveen KumarAinda não há avaliações
- Rbtic ArmDocumento18 páginasRbtic ArmmnervadesuAinda não há avaliações
- Visualized Simulation and Design Method of Mechanical System Dynamics Based On Transfer Matrix Method For Multibody SystemsDocumento12 páginasVisualized Simulation and Design Method of Mechanical System Dynamics Based On Transfer Matrix Method For Multibody SystemsMilkiAinda não há avaliações
- Development of An Integrated Laser-Based Reverse Engineering and Machining SystemDocumento6 páginasDevelopment of An Integrated Laser-Based Reverse Engineering and Machining SystemAmrik SinghAinda não há avaliações
- The Development of Computational Model Through Reverse Engineering - Side Mirror Case StudyDocumento18 páginasThe Development of Computational Model Through Reverse Engineering - Side Mirror Case StudywanameiAinda não há avaliações
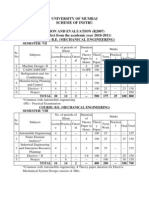
- BE Mechanical-Mumbai UniversityDocumento82 páginasBE Mechanical-Mumbai UniversityJayesh NavareAinda não há avaliações
- 18me4105 - Additive Manufacturing Key & Scheme of Evaluation Dec-2022Documento13 páginas18me4105 - Additive Manufacturing Key & Scheme of Evaluation Dec-2022srinivas kanakalaAinda não há avaliações
- Applied Mathematical Modelling: Mohammad Mohammadi, Kamran ForghaniDocumento17 páginasApplied Mathematical Modelling: Mohammad Mohammadi, Kamran Forghaniletthereberock448Ainda não há avaliações
- Sheet Metal Forming Simulation in IndustryDocumento8 páginasSheet Metal Forming Simulation in IndustrysscamdAinda não há avaliações
- XXXXXXXXXXXX Proof XXXXXXXXXXXXXXXDocumento16 páginasXXXXXXXXXXXX Proof XXXXXXXXXXXXXXXficuniAinda não há avaliações
- Using Geometry Sketchers and CAD Tools For Mechanism SynthesisDocumento11 páginasUsing Geometry Sketchers and CAD Tools For Mechanism SynthesisSandro Alberto Constantino SáenzAinda não há avaliações
- Comp Applic in Engineering - 2019 - Yahya - A LabVIEW Module To Promote Undergraduate Research in Control of AC ServoDocumento15 páginasComp Applic in Engineering - 2019 - Yahya - A LabVIEW Module To Promote Undergraduate Research in Control of AC Servo2019-EE-35 Hafiz NoumanAinda não há avaliações
- Hashemian 2020Documento12 páginasHashemian 2020lzq8306Ainda não há avaliações
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocumento7 páginasTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupAinda não há avaliações
- Geometric Modelin: Cad/Cam Iv B. Tech I Sem (R15)Documento24 páginasGeometric Modelin: Cad/Cam Iv B. Tech I Sem (R15)Subbu SuniAinda não há avaliações
- Yang 2009Documento11 páginasYang 2009Yoya LoyaAinda não há avaliações
- Micha Los 2015Documento19 páginasMicha Los 2015Avinash KumarAinda não há avaliações
- Iowtc2022 98217Documento10 páginasIowtc2022 98217Quién SabeAinda não há avaliações
- 15AE308J - Design Lab Manual New 2020Documento43 páginas15AE308J - Design Lab Manual New 2020rushan ahmedAinda não há avaliações
- شبیه سازی 3Documento6 páginasشبیه سازی 3muhammadaliAinda não há avaliações
- Article 1Documento8 páginasArticle 1Kay WhiteAinda não há avaliações
- Computer-Aided Engineering (CAE) Is The Broad Usage of Computer Software To Aid inDocumento6 páginasComputer-Aided Engineering (CAE) Is The Broad Usage of Computer Software To Aid inamazon webserviceAinda não há avaliações
- An Evolutionary Approach For VLSI Standard Cell Design: 0-7803-7282-4/02/$10.00 ©2002 IEEEDocumento6 páginasAn Evolutionary Approach For VLSI Standard Cell Design: 0-7803-7282-4/02/$10.00 ©2002 IEEEdattuh4Ainda não há avaliações
- Expert Systems With Applications: Said Aqil, Karam AllaliDocumento17 páginasExpert Systems With Applications: Said Aqil, Karam AllaliRumah WayangAinda não há avaliações
- INTEGRATED PROBLEM CFP CSP Rahimi2020Documento12 páginasINTEGRATED PROBLEM CFP CSP Rahimi2020khemakhem MohamedAliAinda não há avaliações
- Applied Mathematical Modelling: Majid Rafiee, Vahid Kayvanfar, Atieh Mohammadi, Frank WernerDocumento19 páginasApplied Mathematical Modelling: Majid Rafiee, Vahid Kayvanfar, Atieh Mohammadi, Frank WernerVahidAinda não há avaliações
- Recent Advances in Avl'S CFD Mesh Generation Software - Ese-ToolsDocumento6 páginasRecent Advances in Avl'S CFD Mesh Generation Software - Ese-ToolsNhựt KhôiAinda não há avaliações
- CMM Research PaperDocumento6 páginasCMM Research Papergtnntxwgf100% (1)
- 3 VI June 2015Documento11 páginas3 VI June 2015sitam_nitj4202Ainda não há avaliações
- PDF 163423 89729Documento13 páginasPDF 163423 89729teddygg468Ainda não há avaliações
- 71 Multi-Objective Optimization For Models SequencingDocumento6 páginas71 Multi-Objective Optimization For Models SequencingbilalkhurshidAinda não há avaliações
- Determination of Buffer Size in Single and Multi Row Flexible Manufacturing Systems Through SimulationDocumento11 páginasDetermination of Buffer Size in Single and Multi Row Flexible Manufacturing Systems Through SimulationAmrik SinghAinda não há avaliações
- A Decomposition-Based Approach To Layered ManufacturingDocumento35 páginasA Decomposition-Based Approach To Layered Manufacturingdangquang_k46Ainda não há avaliações
- Assembly Systems and Assembly Line BalancingDocumento37 páginasAssembly Systems and Assembly Line BalancingTafesse100% (1)
- Final Exam CADCAMFinal 2016FinalAnswersDocumento10 páginasFinal Exam CADCAMFinal 2016FinalAnswerskhalil alhatabAinda não há avaliações
- Material Handling Institute - Balancing For Material FlowDocumento13 páginasMaterial Handling Institute - Balancing For Material FlowFranklin RodríguezAinda não há avaliações
- CAD CAM Laboratory ManualDocumento227 páginasCAD CAM Laboratory ManualGopinath B L NaiduAinda não há avaliações
- Flux Weakening in IPMDocumento7 páginasFlux Weakening in IPMSatyam SwarupAinda não há avaliações
- 1 s2.0 S2212827122013798 MainDocumento6 páginas1 s2.0 S2212827122013798 MainTrường Đỗ ThếAinda não há avaliações
- Article MechanismMachineTheory Budinger PDFDocumento17 páginasArticle MechanismMachineTheory Budinger PDFfei312chenAinda não há avaliações
- CAD CAM ManualDocumento78 páginasCAD CAM ManualVVCET - MechAinda não há avaliações
- Teaching Model-Based Design and Rapid Prototyping To Undergraduate StudentsDocumento6 páginasTeaching Model-Based Design and Rapid Prototyping To Undergraduate StudentsMKTR_AHMETAinda não há avaliações
- Boom Bucket2Documento6 páginasBoom Bucket2Praveen KumarAinda não há avaliações
- Cad Cam Lab R17a0388 - MallarDocumento87 páginasCad Cam Lab R17a0388 - MallardeepakAinda não há avaliações
- EasyChair Preprint 6896Documento8 páginasEasyChair Preprint 6896Harris DanielAinda não há avaliações
- Isogeometric Analysis Using T-SplinesDocumento35 páginasIsogeometric Analysis Using T-SplinesLeonardoMadeira11Ainda não há avaliações
- Sciencedirect: Cutting Simulations Using A Commercially Available 2D/3D Fem Software For FormingDocumento6 páginasSciencedirect: Cutting Simulations Using A Commercially Available 2D/3D Fem Software For FormingNkengafac Armstrong menjuaAinda não há avaliações
- Computational Geometry: Exploring Geometric Insights for Computer VisionNo EverandComputational Geometry: Exploring Geometric Insights for Computer VisionAinda não há avaliações
- Question Bank 1. Define The Automation Control SystemDocumento1 páginaQuestion Bank 1. Define The Automation Control SystemRushikesh DandagwhalAinda não há avaliações
- Vapour Absorption Refrigeration SystemDocumento26 páginasVapour Absorption Refrigeration SystemRushikesh Dandagwhal100% (8)
- Extracting ElitepairwiseconstraintsforclusteringDocumento10 páginasExtracting ElitepairwiseconstraintsforclusteringRushikesh DandagwhalAinda não há avaliações
- Finite Element Analysis Instructions ManualDocumento200 páginasFinite Element Analysis Instructions ManualRushikesh DandagwhalAinda não há avaliações
- Genetic AlgorithmDocumento57 páginasGenetic AlgorithmRushikesh DandagwhalAinda não há avaliações
- Fundamentals of Machine Design-01Documento520 páginasFundamentals of Machine Design-01dindin84100% (11)
- Fault Identification and Monitoring in Rolling Element BearingDocumento234 páginasFault Identification and Monitoring in Rolling Element BearingRushikesh DandagwhalAinda não há avaliações
- Artificial Bee Colony AlgorithmDocumento14 páginasArtificial Bee Colony AlgorithmRushikesh DandagwhalAinda não há avaliações
- Knowledge Based System For DesignDocumento38 páginasKnowledge Based System For DesignRushikesh DandagwhalAinda não há avaliações
- Matlab ProgrammingDocumento290 páginasMatlab ProgrammingRushikesh Dandagwhal0% (1)
- Port and Logistics Supply ChainsDocumento21 páginasPort and Logistics Supply Chainsboi yo100% (1)
- Xla Accounting Errors-Aug-23Documento12 páginasXla Accounting Errors-Aug-23mahfuzAinda não há avaliações
- Loose Fill - : Packaging Chips For Working ComfortDocumento8 páginasLoose Fill - : Packaging Chips For Working Comforteqt slhlAinda não há avaliações
- 1609604636Documento364 páginas1609604636dejannikolovskiAinda não há avaliações
- Orange Line Open House PresentationDocumento61 páginasOrange Line Open House PresentationMetro Los AngelesAinda não há avaliações
- Jump To Country: (Internal Link To Company) (External Link To Member)Documento216 páginasJump To Country: (Internal Link To Company) (External Link To Member)kevinAinda não há avaliações
- EPC RTIPalletTagging ImpGuide I2Documento21 páginasEPC RTIPalletTagging ImpGuide I2Banacu DanielAinda não há avaliações
- PP No. 61 Tahun 2009 (Kepelabuhan) English VersionDocumento54 páginasPP No. 61 Tahun 2009 (Kepelabuhan) English VersionSetyaning KartikaAinda não há avaliações
- Value Chain Slides Powerpoint TemplateDocumento20 páginasValue Chain Slides Powerpoint TemplateEng. Mohammed Moazin100% (1)
- Essay-Nguyen Minh Quang-S3687611Documento3 páginasEssay-Nguyen Minh Quang-S3687611Minh Quang NguyenAinda não há avaliações
- Lessons Learned - 5 - Logistics ManagementDocumento9 páginasLessons Learned - 5 - Logistics Managementt. ravitejaAinda não há avaliações
- KuehneDocumento5 páginasKuehneNoorul HaqueAinda não há avaliações
- Green Supply Chain Management Initiatives by WallmartDocumento13 páginasGreen Supply Chain Management Initiatives by Wallmartkamal pipersaniyaAinda não há avaliações
- Study of A Local Brand: Presented By: Tamanna M.F.TECH (2010-12)Documento35 páginasStudy of A Local Brand: Presented By: Tamanna M.F.TECH (2010-12)tamanna88Ainda não há avaliações
- OMGT2085 - Topic01 - Overview of Logistics & Supply Chain ManagementDocumento39 páginasOMGT2085 - Topic01 - Overview of Logistics & Supply Chain ManagementMelissa OrtizAinda não há avaliações
- Project DustributionDocumento82 páginasProject DustributionKhyati AnandAinda não há avaliações
- Channel Management SlideDocumento25 páginasChannel Management SlideMuhammad HarisAinda não há avaliações
- The Role of Supply Chain Management in EconomyDocumento24 páginasThe Role of Supply Chain Management in EconomySHIVANSHUAinda não há avaliações
- Warehouse Supervisor Resume SampleDocumento7 páginasWarehouse Supervisor Resume Samplesyn0wok0pym3100% (2)
- CV - B Sameera SoyfooDocumento18 páginasCV - B Sameera SoyfooSameera SoyfooAinda não há avaliações
- Supply Chain Management - MGMT614: Supplier Relationship Management Rationale and LogicDocumento11 páginasSupply Chain Management - MGMT614: Supplier Relationship Management Rationale and LogicSyed Abdul Mussaver ShahAinda não há avaliações
- 2017 Catalogue Nostrali ENDocumento118 páginas2017 Catalogue Nostrali ENThùyAinda não há avaliações
- 1 E Taniguchi Concepts of City Logistics For Sustainable and Liveable CitiesDocumento37 páginas1 E Taniguchi Concepts of City Logistics For Sustainable and Liveable CitiesSnufy AnitteAinda não há avaliações
- H&M - Case AnalysisDocumento17 páginasH&M - Case Analysiskirt diazAinda não há avaliações
- BIMDocumento9 páginasBIMNaseem KhanAinda não há avaliações
- SCD-HW4-Full Name-Student IDDocumento2 páginasSCD-HW4-Full Name-Student IDQuinn VannAinda não há avaliações
- Material Handling Air Cargo Automation: WWW - Als.aeroDocumento12 páginasMaterial Handling Air Cargo Automation: WWW - Als.aeroBudi IswahyudiAinda não há avaliações
- MDSL833D Logistic StartegyDocumento416 páginasMDSL833D Logistic StartegyShyam KumarAinda não há avaliações
- The Position of Distribution LogisticsDocumento5 páginasThe Position of Distribution LogisticsAlfira RestyAinda não há avaliações