Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
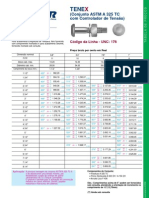
- Standards Table Tabla de Medidas de MallasDocumento2 páginasStandards Table Tabla de Medidas de MallasAlfredo CollantesAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Eng Engineering Standards Manual ISD 341-2Documento4 páginasEng Engineering Standards Manual ISD 341-2toru101Ainda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Fix Construcao CivilDocumento32 páginasFix Construcao CivilCrismkAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- KydexDocumento2 páginasKydexCrismkAinda não há avaliações
- Oh Holy Night Solo Key Is BBDocumento6 páginasOh Holy Night Solo Key Is BBBrittnee Talley100% (4)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Healing School Magazine - November 2019Documento16 páginasThe Healing School Magazine - November 2019Healing School NewsAinda não há avaliações
- Vernacular Architecture of PunjabDocumento4 páginasVernacular Architecture of PunjabROHAN KUMARAinda não há avaliações
- National Geographic Traveller India - December 2014 PDFDocumento127 páginasNational Geographic Traveller India - December 2014 PDFMuhammad Faisal Khan100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- 4.top 200 Spacetoon, 5-9ab Wk1251Documento2 páginas4.top 200 Spacetoon, 5-9ab Wk1251Michel Leonard GunadharmaAinda não há avaliações
- Joker SubtitleDocumento91 páginasJoker Subtitlejohn doeAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Chad Johnson - Bass Arpeggio Finder (2004)Documento112 páginasChad Johnson - Bass Arpeggio Finder (2004)Indra PratamaAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- King Solomon's PalacesDocumento29 páginasKing Solomon's PalacesXavier100% (1)
- Eating Habits in Great BritainDocumento4 páginasEating Habits in Great Britainsherylinla86% (7)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Homosexuality in 1 Corinthians 6Documento5 páginasHomosexuality in 1 Corinthians 6dario langitAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Exercise Recount TextDocumento3 páginasExercise Recount TextAli AnwarAinda não há avaliações
- SOAL Pre-Test Genap KLS X 2019-2020Documento3 páginasSOAL Pre-Test Genap KLS X 2019-2020Akmal FahrialAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Degrees of ComparisonDocumento8 páginasDegrees of ComparisonUmaDevi Yarasu DeviAinda não há avaliações
- AnswersDocumento5 páginasAnswersKlaribelle VillaceranAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Ireland AmyDocumento7 páginasIreland Amymarcelo grosmanAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- PhilosophyDocumento29 páginasPhilosophymubesheratufailAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Staging A A Ritual DanceDocumento13 páginasStaging A A Ritual DanceRandyAinda não há avaliações
- ENTREPDocumento11 páginasENTREPGurong GalaAinda não há avaliações
- RFA 4th QuarterDocumento5 páginasRFA 4th QuarterKaisser John Pura AcuñaAinda não há avaliações
- 01 Literary Theory David CarterDocumento160 páginas01 Literary Theory David CarterRodrigo Suárez Pemjean83% (6)
- Auteur TheoryDocumento8 páginasAuteur TheoryLouise LawsAinda não há avaliações
- Saxos AltosDocumento2 páginasSaxos AltosJOSE VICENTEAinda não há avaliações
- A Concerto Is A Piece of Music Written For Orchestra and A SoloistDocumento2 páginasA Concerto Is A Piece of Music Written For Orchestra and A Soloistapi-3806854100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Waltz de Chocobo From Final FantasyDocumento4 páginasWaltz de Chocobo From Final FantasyGoRacerGoAinda não há avaliações
- The Box of TricksDocumento8 páginasThe Box of TricksKhánh LinhAinda não há avaliações
- Welcome Ramadan Activity BookDocumento20 páginasWelcome Ramadan Activity Bookapi-257922682100% (2)
- Homonyms - Lesson PlanDocumento5 páginasHomonyms - Lesson PlanJefferson McKing FlorAinda não há avaliações
- English 6 Q4 Summative Test #2Documento10 páginasEnglish 6 Q4 Summative Test #2Elc Elc ElcAinda não há avaliações
- FTII Question PapersDocumento10 páginasFTII Question PaperstimesdAinda não há avaliações
- Bodhgaya BiharDocumento8 páginasBodhgaya Bihardeepak kumarAinda não há avaliações