Você também pode gostar
- RSW WOPQ REV. 2010a Interactive FormDocumento1 páginaRSW WOPQ REV. 2010a Interactive FormcosmicbunnyAinda não há avaliações
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocumento120 páginasWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueAinda não há avaliações
- The ASME Impact Test RequirementDocumento7 páginasThe ASME Impact Test Requirementrosli2503Ainda não há avaliações
- Gtaw NC Ii TR PDFDocumento62 páginasGtaw NC Ii TR PDFRocz RocoAinda não há avaliações
- Brazing BPS 107-1 PDocumento5 páginasBrazing BPS 107-1 Pmbe josephAinda não há avaliações
- GMAWDocumento12 páginasGMAWsushant47Ainda não há avaliações
- Part 02 - Review of PWPS and WPSDocumento9 páginasPart 02 - Review of PWPS and WPSYan FerizalAinda não há avaliações
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocumento50 páginasASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANAinda não há avaliações
- Welding Technology Steelconstr - EngDocumento32 páginasWelding Technology Steelconstr - EngLukman Tarigan SumatraAinda não há avaliações
- Uponor Montazni Manual EN FIN PDFDocumento72 páginasUponor Montazni Manual EN FIN PDFAmar BayasgalanAinda não há avaliações
- Interpretations: ASME Boiler and Pressure Vessel Code Section IxDocumento48 páginasInterpretations: ASME Boiler and Pressure Vessel Code Section Ixjuan ninaAinda não há avaliações
- Strip CladingDocumento26 páginasStrip Cladingviswamanoj100% (1)
- Shielded Metal Arc WeldingDocumento39 páginasShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Overlay (Required Tests)Documento1 páginaOverlay (Required Tests)laz_k100% (1)
- ASME Impact Test RequirementDocumento6 páginasASME Impact Test RequirementgaurangAinda não há avaliações
- Category of RadiographyDocumento9 páginasCategory of RadiographySAGARAinda não há avaliações
- Saes W 013Documento8 páginasSaes W 013Dhaval Patel100% (1)
- Acceptable Grade of Plate Material (API 650)Documento1 páginaAcceptable Grade of Plate Material (API 650)juantamad02Ainda não há avaliações
- Heat Input CalculatorDocumento2 páginasHeat Input Calculatormahi1437Ainda não há avaliações
- Copper Tube For HVACR ApplicationsDocumento4 páginasCopper Tube For HVACR ApplicationskabeerdossAinda não há avaliações
- 0301e - Guidebook For Inspectors - 2018-3Documento6 páginas0301e - Guidebook For Inspectors - 2018-3FranciscoAinda não há avaliações
- SMAW Electrode IdentificationDocumento2 páginasSMAW Electrode IdentificationAsim AliAinda não há avaliações
- QCF312 WPQRDocumento2 páginasQCF312 WPQRminhnnAinda não há avaliações
- Ingenieria de La Soldadura PDFDocumento11 páginasIngenieria de La Soldadura PDFedscesc10100% (1)
- Add02 1060.1Documento14 páginasAdd02 1060.1Diego Calderón AlvaradoAinda não há avaliações
- CSM-QR-02-2, Medical Gas BPS TablesDocumento8 páginasCSM-QR-02-2, Medical Gas BPS TablesaadmaadmAinda não há avaliações
- Comp SA36, IS 2062, SA516 GR 60Documento2 páginasComp SA36, IS 2062, SA516 GR 60RajendraAinda não há avaliações
- Alstom IRDocumento4 páginasAlstom IRkasi reddyAinda não há avaliações
- Definition of Girth WeldDocumento2 páginasDefinition of Girth WeldHung ChengAinda não há avaliações
- Norma CWB Cambios en W47.1-2009Documento6 páginasNorma CWB Cambios en W47.1-2009Jose ManuelAinda não há avaliações
- WPS FormatDocumento7 páginasWPS FormatPradip SalunkheAinda não há avaliações
- WPS Vs PQRDocumento3 páginasWPS Vs PQRIbrahim BashaAinda não há avaliações
- Submerged Arc WeldingDocumento5 páginasSubmerged Arc Weldingmanikandan.vAinda não há avaliações
- WPS List For Piping: (Asme Section Ix)Documento2 páginasWPS List For Piping: (Asme Section Ix)Ali MoosaviAinda não há avaliações
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Documento68 páginasTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistAinda não há avaliações
- Duplex Ss in API, NSF and AwwaDocumento16 páginasDuplex Ss in API, NSF and AwwajoseritoAinda não há avaliações
- Fabrication of Components at Dillinger Huette Heavy FabricationDocumento82 páginasFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenAinda não há avaliações
- 5 - Section 14 - Arc Welding ConsumablesDocumento11 páginas5 - Section 14 - Arc Welding Consumablesrizkialia12Ainda não há avaliações
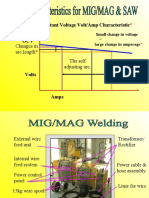
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocumento35 páginasConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanAinda não há avaliações
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocumento12 páginasDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaAinda não há avaliações
- BS en 50504 Validation of Arc Welding Equipment Specifies Validation Methods For Arc Welding Equipment Constructed and Used To The Accuracy Specified inDocumento1 páginaBS en 50504 Validation of Arc Welding Equipment Specifies Validation Methods For Arc Welding Equipment Constructed and Used To The Accuracy Specified inBézier DominatoricAinda não há avaliações
- Hidden Defects in FittingsDocumento3 páginasHidden Defects in FittingsFerlie IndrapatiAinda não há avaliações
- ASME AcceptanceDocumento46 páginasASME AcceptanceSteelera EngineersAinda não há avaliações
- Asme CCase 1987-2Documento2 páginasAsme CCase 1987-2ADAMJSRAOAinda não há avaliações
- What Is The Difference Between A Weldolet and A SockoletDocumento3 páginasWhat Is The Difference Between A Weldolet and A SockoletWaqas Waqas100% (3)
- Toaz - Info Lifting Lug Calculation On Dish End PRDocumento156 páginasToaz - Info Lifting Lug Calculation On Dish End PRandry4jcAinda não há avaliações
- ASTM A131 Steel, Grade DDocumento1 páginaASTM A131 Steel, Grade DjulianmorantesAinda não há avaliações
- 8 WeldingDocumento43 páginas8 WeldingLopez BetoAinda não há avaliações
- Astm 890Documento3 páginasAstm 890bsnegi111Ainda não há avaliações
- Welding Inspection Ass 1Documento154 páginasWelding Inspection Ass 1mohd as shahiddin jafriAinda não há avaliações
- Weld GaugesDocumento15 páginasWeld GaugessojeckAinda não há avaliações
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocumento5 páginasQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Ainda não há avaliações
- Pipingpresentationmaster 170219125347Documento61 páginasPipingpresentationmaster 170219125347Vignesh Nadimuthu100% (1)
- BPVC Ix Qw-484aDocumento1 páginaBPVC Ix Qw-484aTC Capulcu Mustafa MAinda não há avaliações
- (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record of The Actual Conditions Used To Weld Test CouponDocumento3 páginas(See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record of The Actual Conditions Used To Weld Test CouponRaul Fernando GalarzaAinda não há avaliações
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Documento2 páginasQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonAinda não há avaliações
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Documento5 páginasWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Suggested Wps Forms ASME - IX 2010Documento5 páginasSuggested Wps Forms ASME - IX 2010Ajay ChodankarAinda não há avaliações
- 5 Whys TrainingDocumento14 páginas5 Whys TrainingMd Majharul Islam100% (2)
- Corrective Action Process ModelDocumento1 páginaCorrective Action Process ModelcosmicbunnyAinda não há avaliações
- Externally Provided Products and Services ChecklistDocumento3 páginasExternally Provided Products and Services Checklistcosmicbunny100% (1)
- All Processes ChecklistDocumento8 páginasAll Processes ChecklistcosmicbunnyAinda não há avaliações
- Design and Development Process ChecklistDocumento4 páginasDesign and Development Process ChecklistcosmicbunnyAinda não há avaliações
- ACME Process MapDocumento1 páginaACME Process MapcosmicbunnyAinda não há avaliações
- Corrective Action Process ModelDocumento1 páginaCorrective Action Process ModelcosmicbunnyAinda não há avaliações
- Process Chart in Word FormatDocumento1 páginaProcess Chart in Word FormatcosmicbunnyAinda não há avaliações
- WPQ REV. 2010a Interactive FormDocumento2 páginasWPQ REV. 2010a Interactive FormcosmicbunnyAinda não há avaliações
- PQR REV. 2010a Interactive FormDocumento2 páginasPQR REV. 2010a Interactive FormcosmicbunnyAinda não há avaliações
- PQR & WPQ Standard Testing Parameter WorksheetDocumento4 páginasPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyAinda não há avaliações
- LBW WOPQ REV. 2010a Interactive FormDocumento1 páginaLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- Weld Fit-Up Inspection Employee TrainingDocumento10 páginasWeld Fit-Up Inspection Employee Trainingcosmicbunny100% (22)
- 2.1 WDHT-CN100.1 Chiller ClivetDocumento6 páginas2.1 WDHT-CN100.1 Chiller ClivetTony NguyenAinda não há avaliações
- Jamson Flotation CellsDocumento10 páginasJamson Flotation CellsErland Yennfred Zegarra MezaAinda não há avaliações
- رزومه تورج اشرفیانDocumento3 páginasرزومه تورج اشرفیانTou AshAinda não há avaliações
- Finit Element Analysis MatlabDocumento3 páginasFinit Element Analysis MatlabAntehun MekonnenAinda não há avaliações
- 2011 Trs SowDocumento56 páginas2011 Trs SowmaniAinda não há avaliações
- Tensarity by PedrettiDocumento9 páginasTensarity by PedrettiTensegrity WikiAinda não há avaliações
- Air Conditioning and Vehtilation SystemDocumento10 páginasAir Conditioning and Vehtilation SystemAtzu YuAinda não há avaliações
- Mass Timber Construction ManualDocumento81 páginasMass Timber Construction ManualA WebAinda não há avaliações
- 4.1 Catalogue Hang SangjinDocumento77 páginas4.1 Catalogue Hang SangjinKiến Huy LưuAinda não há avaliações
- 1 - C.J. Carter, C.J. Duncan - Recent Changes in U.S. Connection Design PracticeDocumento8 páginas1 - C.J. Carter, C.J. Duncan - Recent Changes in U.S. Connection Design Practiceb52raleighAinda não há avaliações
- Alloy Steelasdfsdfsa Precision Casting ZG35CrMo, Alloy Steel Precision Casting ZG35CrMo Supplier - SEBONCHINADocumento2 páginasAlloy Steelasdfsdfsa Precision Casting ZG35CrMo, Alloy Steel Precision Casting ZG35CrMo Supplier - SEBONCHINAhornet1210% (1)
- Design Analysis and Estimation of G+1 BuildingDocumento22 páginasDesign Analysis and Estimation of G+1 BuildingpandiyanAinda não há avaliações
- Thermostatic Expansion Valve TroubleshootingDocumento3 páginasThermostatic Expansion Valve TroubleshootingAbdullah HamidAinda não há avaliações
- Manual Midea Ac MPN1 08CR.10CR EN Version1 PDFDocumento24 páginasManual Midea Ac MPN1 08CR.10CR EN Version1 PDFwayne dinhAinda não há avaliações
- Stop LogsDocumento8 páginasStop LogsLakshmiWijayasiriAinda não há avaliações
- Test-IV (Spring, 2015) ME 308 (Heat and Mass Transfer) : o o o o o 2 oDocumento2 páginasTest-IV (Spring, 2015) ME 308 (Heat and Mass Transfer) : o o o o o 2 oKrishnaJaiswal0% (1)
- Cost Estimate DormDocumento84 páginasCost Estimate DormJonniel De GuzmanAinda não há avaliações
- Chap 27 No 1Documento2 páginasChap 27 No 1api-2638309040% (4)
- Developed Laminar Flow in Pipe Using Computational Fluid DynamicsDocumento10 páginasDeveloped Laminar Flow in Pipe Using Computational Fluid Dynamicsyashsaini020Ainda não há avaliações
- Yashida Nadir Et Al. 2016Documento9 páginasYashida Nadir Et Al. 2016Arif AnsariAinda não há avaliações
- Cad DrawingDocumento53 páginasCad DrawingAvish Gunnuck100% (3)
- Atlas Copco Weda Small Range Pumps: Fast and Effective Dewatering in Small Packages 50HzDocumento2 páginasAtlas Copco Weda Small Range Pumps: Fast and Effective Dewatering in Small Packages 50HzGuptaAinda não há avaliações
- B.O.Q For Lobby Dining Puja FinalDocumento4 páginasB.O.Q For Lobby Dining Puja FinalVaibhav BabbarAinda não há avaliações
- Places of Assembly: Indoor Air ConditionsDocumento8 páginasPlaces of Assembly: Indoor Air ConditionsPraveenRavinAinda não há avaliações
- Stress block parameter: By Dc ε = 0.87fy/Es +0.002 ε = 0.0035Documento3 páginasStress block parameter: By Dc ε = 0.87fy/Es +0.002 ε = 0.0035Suraj PandeyAinda não há avaliações
- Design of Steel Structures Vol2.Kumar, KumarDocumento553 páginasDesign of Steel Structures Vol2.Kumar, Kumarj-balderas100% (2)
- Powder Coating Made Easy - Powder Coating 101 PDFDocumento0 páginaPowder Coating Made Easy - Powder Coating 101 PDFGary Repesh100% (4)
- Technical Specifications: Proposed Two Storey Residential BuildingDocumento10 páginasTechnical Specifications: Proposed Two Storey Residential BuildingAeron AcioAinda não há avaliações
- Royale Play Ironic: Product FeaturesDocumento2 páginasRoyale Play Ironic: Product FeaturesAcro PaintsAinda não há avaliações
- RCD Design Dibelopmin LingDocumento10 páginasRCD Design Dibelopmin LingDAN MARK OPONDAAinda não há avaliações