Você também pode gostar
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNota: 4.5 de 5 estrelas4.5/5 (10)
- Helical Steel StrakesDocumento2 páginasHelical Steel StrakesPRAVEENAinda não há avaliações
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- NozzlePRO 14.1NewFeatures-2019ReleaseDocumento13 páginasNozzlePRO 14.1NewFeatures-2019ReleasedelitesoftAinda não há avaliações
- Sendai: Eversendai Consulting Engineers (P) LTDDocumento6 páginasSendai: Eversendai Consulting Engineers (P) LTDFernando Humberto100% (1)
- Slide GateDocumento11 páginasSlide Gate陈淀Ainda não há avaliações
- G DavitarmsDocumento30 páginasG Davitarmsosvald97Ainda não há avaliações
- Columns DesignDocumento60 páginasColumns DesignifsrebraAinda não há avaliações
- Shop Fabricated Furnace SteelDocumento7 páginasShop Fabricated Furnace SteelswatkoolAinda não há avaliações
- Article6 - Type of RoofDocumento4 páginasArticle6 - Type of RoofSlamet WidodoAinda não há avaliações
- Roark's Formulas For Stress and Strain 507-525Documento19 páginasRoark's Formulas For Stress and Strain 507-525Pedro PiniaAinda não há avaliações
- Research Report On Single Plate Shear Connections: North Carolina State UniversityDocumento51 páginasResearch Report On Single Plate Shear Connections: North Carolina State UniversityHarshaVeeragandhamAinda não há avaliações
- Changes in ACI 318 Code Provisions For Earthquake Resistant StructuresDocumento5 páginasChanges in ACI 318 Code Provisions For Earthquake Resistant StructuresTrầmLãngAinda não há avaliações
- Aci 350.3 Standard CommentaryDocumento111 páginasAci 350.3 Standard Commentarymike wilsonAinda não há avaliações
- Buckling Analysis of Plate Element Subjectedto in Plane Loading Using Ansys PDFDocumento10 páginasBuckling Analysis of Plate Element Subjectedto in Plane Loading Using Ansys PDFMahmoudHelalAinda não há avaliações
- Texas Flange - Product Catalog PDFDocumento47 páginasTexas Flange - Product Catalog PDFFranco Saenz SolisAinda não há avaliações
- 560 000 ST S 001 - 1 PDFDocumento1 página560 000 ST S 001 - 1 PDFJohan Carranza AlvarezAinda não há avaliações
- HILTI Technology Manual PDFDocumento210 páginasHILTI Technology Manual PDFRoger Yan100% (1)
- Hilti - Seismic Brochure en W4039Documento12 páginasHilti - Seismic Brochure en W4039xpertsteelAinda não há avaliações
- Design Criteria For Bolted and Rivited JointsDocumento248 páginasDesign Criteria For Bolted and Rivited JointstahirmustafaAinda não há avaliações
- Rectangular Bin Designs - Steve AshDocumento3 páginasRectangular Bin Designs - Steve AshVictor BoderoAinda não há avaliações
- Schaeffler Diagram PDFDocumento16 páginasSchaeffler Diagram PDFrajesh_14Ainda não há avaliações
- CMAA Specification 74-2004Documento37 páginasCMAA Specification 74-2004Dasniel Salinas50% (2)
- Problem 1-015 PDFDocumento3 páginasProblem 1-015 PDFOscar SanchezAinda não há avaliações
- Pipe Schedules: This Color Must Be Filled by UserDocumento54 páginasPipe Schedules: This Color Must Be Filled by Userae711Ainda não há avaliações
- Sfa-5 18Documento28 páginasSfa-5 18Armando Lujan VelazquezAinda não há avaliações
- A793 PDFDocumento4 páginasA793 PDFJorge PizarroAinda não há avaliações
- 16542Documento7 páginas16542Cnc CamAinda não há avaliações
- Design Criteria For Concrete Foundations & Structures 2Documento24 páginasDesign Criteria For Concrete Foundations & Structures 2Chetan ToliaAinda não há avaliações
- TRAPeze Manual S7700Documento44 páginasTRAPeze Manual S7700Mohammad Kaisarul IslamAinda não há avaliações
- Bottom LugDocumento7 páginasBottom LugAjiri IvoviAinda não há avaliações
- HSS CatalogueDocumento56 páginasHSS CataloguenenmilAinda não há avaliações
- Asme App 2 PDFDocumento21 páginasAsme App 2 PDFFabio TemporiniAinda não há avaliações
- Delegated Connection Design-The BasicsDocumento49 páginasDelegated Connection Design-The BasicsJay BawanAinda não há avaliações
- Engineering Journal - 4th Quarter 2010 - Design of Structural Steel Pipe RacksDocumento8 páginasEngineering Journal - 4th Quarter 2010 - Design of Structural Steel Pipe Racksger80Ainda não há avaliações
- #160 Lifting Fixture 38tons 020807Documento14 páginas#160 Lifting Fixture 38tons 020807halder_kalyan9216Ainda não há avaliações
- Calculation For Gauge Pole SupportsDocumento7 páginasCalculation For Gauge Pole SupportsrichardchiamAinda não há avaliações
- Welded Steel Water Tanks: Steel Plated Structures (Lecture Notes) Fourth Year Civil 2006-2007Documento20 páginasWelded Steel Water Tanks: Steel Plated Structures (Lecture Notes) Fourth Year Civil 2006-2007MazenMowafyAinda não há avaliações
- Din 6914-10.9Documento2 páginasDin 6914-10.9vpjagannaathAinda não há avaliações
- H4L StudDocumento1 páginaH4L StudisracumaAinda não há avaliações
- Welding Standard CalculationDocumento9 páginasWelding Standard CalculationprasenjitsayantanAinda não há avaliações
- Valve Pit Wall DesignDocumento3 páginasValve Pit Wall DesignersivarajAinda não há avaliações
- Wire Rope (Trawl Rope) - Galvanized, Bright, Stainless, IWRC, Fillerwire & RDocumento6 páginasWire Rope (Trawl Rope) - Galvanized, Bright, Stainless, IWRC, Fillerwire & RralishAinda não há avaliações
- Blind ThicknessDocumento1 páginaBlind ThicknessRizwan Waheed KhanAinda não há avaliações
- Iso Astm StandardDocumento4 páginasIso Astm StandardroellyAinda não há avaliações
- Carpenteria Corsi SRL BrochureDocumento20 páginasCarpenteria Corsi SRL BrochureubagweAinda não há avaliações
- P Power S Bhar Sector Rat Hea R Proje Avy Elec Ect Eng Noida India Ctrical Ineeriin A Ls LTD NG Mana Agemen NTDocumento41 páginasP Power S Bhar Sector Rat Hea R Proje Avy Elec Ect Eng Noida India Ctrical Ineeriin A Ls LTD NG Mana Agemen NThuynhthanhtamga1981Ainda não há avaliações
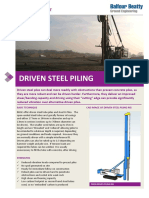
- Driven Steel Piling - BBGEDocumento2 páginasDriven Steel Piling - BBGEmasterumAinda não há avaliações
- Chemical Anchor Bolt (Resicon)Documento2 páginasChemical Anchor Bolt (Resicon)bastonspestalodeAinda não há avaliações
- Padeyes: Engineered & CertifiedDocumento4 páginasPadeyes: Engineered & CertifiedMahmoudAinda não há avaliações
- Weld Stress CalculationsDocumento9 páginasWeld Stress Calculationspurav_patel20079232Ainda não há avaliações
- W Flange Beams and Allowable Uniform LoadDocumento2 páginasW Flange Beams and Allowable Uniform LoadHorace Prophetic DavisAinda não há avaliações
- Modernization of Pressure Vessel Design Codes ASME Section VIII, Division 2, 2007 EditionDocumento5 páginasModernization of Pressure Vessel Design Codes ASME Section VIII, Division 2, 2007 Editionamirreza_eng3411Ainda não há avaliações
- ASWP Manual - Section 2 - Steel Pipe Design (6-2013)Documento21 páginasASWP Manual - Section 2 - Steel Pipe Design (6-2013)Nirav ThakkarAinda não há avaliações
- Spirax Sarco Commissioning Strainer 1Documento3 páginasSpirax Sarco Commissioning Strainer 1swaraj4uAinda não há avaliações
- Stud WeldingDocumento69 páginasStud WeldingJuan OrmacheaAinda não há avaliações
- MS 01 179Documento12 páginasMS 01 179Billy ZununAinda não há avaliações
- Energy BrochureDocumento44 páginasEnergy BrochureMohsen GdAinda não há avaliações
- Anchor Rods: ManufacturingDocumento22 páginasAnchor Rods: Manufacturingjacopap100% (1)
- Technical Catalogue: Pipes Tubes Fittings FlangesDocumento121 páginasTechnical Catalogue: Pipes Tubes Fittings FlangesDANIELVENZUELAAAinda não há avaliações
- Taper Maker, Curve Maker and Stock Maker Plugins For SketchupDocumento42 páginasTaper Maker, Curve Maker and Stock Maker Plugins For SketchupFernando BarrientosAinda não há avaliações
- (A) The Weld Could Be Hard and Brittle: Page 3 of 43Documento29 páginas(A) The Weld Could Be Hard and Brittle: Page 3 of 43Jigar PrajapatiAinda não há avaliações
- Saso Astm A615mDocumento12 páginasSaso Astm A615mMohammed Imadullah Khan100% (1)
- Blue FoxDocumento16 páginasBlue FoxpikemanserbiaAinda não há avaliações
- Design and Analysis of Riser For Sand CastingDocumento16 páginasDesign and Analysis of Riser For Sand Castingrpadhra8803Ainda não há avaliações
- Introduction To Welding - 1 GCDocumento66 páginasIntroduction To Welding - 1 GCkr_abhijeet72356587Ainda não há avaliações
- VAR Catalogue UkDocumento72 páginasVAR Catalogue Ukgeisbrian1Ainda não há avaliações
- Astm A123Documento7 páginasAstm A123toto100% (1)
- Thesis - Fatigue Behavior and Life Pridictions of Con RodDocumento263 páginasThesis - Fatigue Behavior and Life Pridictions of Con RodMallikarjun Rao PanabakaAinda não há avaliações
- New Galvanizing TechnologyDocumento4 páginasNew Galvanizing Technologywmaddoxmec100% (1)
- Nema SG6Documento26 páginasNema SG6paulc227Ainda não há avaliações
- Nonoriented Electrical Steel, Semiprocessed Types: Standard Specification ForDocumento6 páginasNonoriented Electrical Steel, Semiprocessed Types: Standard Specification Formasoud132Ainda não há avaliações
- Surface Treatments and CoatingsDocumento4 páginasSurface Treatments and Coatingsmightym85Ainda não há avaliações
- Angus MonitorsDocumento16 páginasAngus Monitorsmuhammadtayyab_87Ainda não há avaliações
- 7-701 Construction Manual IntroDocumento18 páginas7-701 Construction Manual Intro69x4100% (3)
- AL 6XN General PropertiesDocumento1 páginaAL 6XN General Propertiesah1525Ainda não há avaliações
- Reliability Failure Analysis of A Electric Arc Furnace Ladle U LugDocumento15 páginasReliability Failure Analysis of A Electric Arc Furnace Ladle U LugMuhammad FazriansyahAinda não há avaliações
- Technical Data 3CR12Documento15 páginasTechnical Data 3CR12rudiskw456Ainda não há avaliações
- wg950 - 2021 04 20Documento5 páginaswg950 - 2021 04 20'Lampa'Ainda não há avaliações
- SOP-Piping Fabrication & InstallationDocumento27 páginasSOP-Piping Fabrication & InstallationImtiaz Nusrat100% (5)
- Astm A48-A48m-03Documento6 páginasAstm A48-A48m-03kimolocknarAinda não há avaliações
- 3704Documento19 páginas3704fdcarazoAinda não há avaliações
- Uddeholm Pocket Book E2 PDFDocumento76 páginasUddeholm Pocket Book E2 PDFwulfgang66Ainda não há avaliações
- Friction Stir Welding of SteelDocumento4 páginasFriction Stir Welding of SteelInternational Journal of Research in Engineering and TechnologyAinda não há avaliações
- MILLER - PlasmarezaciDocumento28 páginasMILLER - PlasmarezaciIvan DulicAinda não há avaliações
- Aisi 5160 Alloy Steel (Uns g51600)Documento4 páginasAisi 5160 Alloy Steel (Uns g51600)Rizki RiantoniAinda não há avaliações
- Staircase: Submitted byDocumento10 páginasStaircase: Submitted byYogesh AryaAinda não há avaliações
- Sheffiel Wear Plate 400 BHNDocumento2 páginasSheffiel Wear Plate 400 BHNRobert MacatulaAinda não há avaliações
- XXXDocumento1 páginaXXXkvmurugan1976Ainda não há avaliações
- Topic Page Topic: All Sizes Shown in This Catalog Are ODDocumento28 páginasTopic Page Topic: All Sizes Shown in This Catalog Are ODsbalan6949Ainda não há avaliações
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsAinda não há avaliações
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchNo EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchNota: 4 de 5 estrelas4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsNo EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsNota: 4 de 5 estrelas4/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceNo EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceNota: 4 de 5 estrelas4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesNo EverandLaws of UX: Using Psychology to Design Better Products & ServicesNota: 5 de 5 estrelas5/5 (9)
- Analog Design and Simulation Using OrCAD Capture and PSpiceNo EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceAinda não há avaliações
- Understanding Automotive Electronics: An Engineering PerspectiveNo EverandUnderstanding Automotive Electronics: An Engineering PerspectiveNota: 3.5 de 5 estrelas3.5/5 (16)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsNo EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsNota: 5 de 5 estrelas5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsAinda não há avaliações
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNo EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNota: 4.5 de 5 estrelas4.5/5 (27)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersNo EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersNota: 4 de 5 estrelas4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsNo EverandDesign for How People Think: Using Brain Science to Build Better ProductsNota: 4 de 5 estrelas4/5 (8)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureNo EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureNota: 4.5 de 5 estrelas4.5/5 (2)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableNo EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableAinda não há avaliações
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationAinda não há avaliações
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesNo EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesNota: 3 de 5 estrelas3/5 (1)