Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Leanbody - Labrada - Calendar + ExeDocumento10 páginasLeanbody - Labrada - Calendar + ExeDivyesh Mistry0% (1)
- Leanbody - Labrada - Calendar + ExeDocumento10 páginasLeanbody - Labrada - Calendar + ExeDivyesh Mistry0% (1)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Leanbody Labrada CalendarDocumento3 páginasLeanbody Labrada CalendarJaviDiazAinda não há avaliações
- Annexure-A: Extent of WorkDocumento1 páginaAnnexure-A: Extent of WorkDivyesh MistryAinda não há avaliações
- Shear Wall 108Documento8 páginasShear Wall 108Divyesh MistryAinda não há avaliações
- 005-Interlloy Grade 4340 Hardened and Tempered BarDocumento3 páginas005-Interlloy Grade 4340 Hardened and Tempered BarDhruv MehtaAinda não há avaliações
- 3 Keys For Effective FatlossDocumento18 páginas3 Keys For Effective FatlossDivyesh MistryAinda não há avaliações
- 312319Documento6 páginas312319Divyesh MistryAinda não há avaliações
- Link Beam Calculations - DLFDocumento1 páginaLink Beam Calculations - DLFDivyesh MistryAinda não há avaliações
- How Are Column Moments Extracted at Diaphragm Locations?Documento1 páginaHow Are Column Moments Extracted at Diaphragm Locations?Divyesh MistryAinda não há avaliações
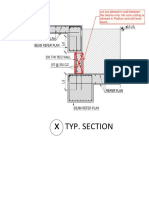
- Typ. Stilt Loby SecctionDocumento1 páginaTyp. Stilt Loby SecctionDivyesh MistryAinda não há avaliações
- Topics For Tall Buildings ConferenceDocumento3 páginasTopics For Tall Buildings ConferenceDivyesh MistryAinda não há avaliações
- CYPEDocumento2 páginasCYPEDivyesh MistryAinda não há avaliações
- 11.tax Free Incomes FinalDocumento35 páginas11.tax Free Incomes Finalpraveenr5883Ainda não há avaliações
- Nepal Hazard Risk Assessment: Progress Report July-August 2010Documento5 páginasNepal Hazard Risk Assessment: Progress Report July-August 2010Divyesh MistryAinda não há avaliações
- Slab-on-Ground DesignDocumento28 páginasSlab-on-Ground DesignvAinda não há avaliações
- List of Universities For ReDocumento3 páginasList of Universities For ReDivyesh MistryAinda não há avaliações
- Calculations Gravity Wind Point Loads With ReferencesDocumento1 páginaCalculations Gravity Wind Point Loads With ReferencesDivyesh MistryAinda não há avaliações
- Calculations Gravity Wind Point Loads With References SDFGDocumento1 páginaCalculations Gravity Wind Point Loads With References SDFGDivyesh MistryAinda não há avaliações
- Calculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDocumento1 páginaCalculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDivyesh MistryAinda não há avaliações
- Calculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDocumento2 páginasCalculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDivyesh MistryAinda não há avaliações
- Calculations Gravity Wind Point Loads With ReferencesDocumento1 páginaCalculations Gravity Wind Point Loads With ReferencesDivyesh MistryAinda não há avaliações
- Methodology For The Design of Lightweight Concrete With Expanded Clay AggregatesDocumento12 páginasMethodology For The Design of Lightweight Concrete With Expanded Clay AggregatesDivyesh MistryAinda não há avaliações
- Engineering Is The Art of Modelling Materials We Do Not Wholly UnderstandDocumento1 páginaEngineering Is The Art of Modelling Materials We Do Not Wholly UnderstandDivyesh MistryAinda não há avaliações
- Calculations Gravity Wind Point Loads With References SDFGDocumento1 páginaCalculations Gravity Wind Point Loads With References SDFGDivyesh MistryAinda não há avaliações
- Trammo Inc Interview FormDocumento1 páginaTrammo Inc Interview FormDivyesh MistryAinda não há avaliações
- Wind Gust GraphDocumento1 páginaWind Gust GraphDivyesh MistryAinda não há avaliações
- ToDocumento1 páginaToDivyesh MistryAinda não há avaliações
- Pe FreshDocumento8 páginasPe FreshJasminPamnaniAinda não há avaliações
- Imm5604e PDFDocumento1 páginaImm5604e PDFEileen Perez SuarezAinda não há avaliações
- CLOUDDocumento2 páginasCLOUDSawan AgarwalAinda não há avaliações
- The Difference Between The Bible and The Qur'an - Gary MillerDocumento6 páginasThe Difference Between The Bible and The Qur'an - Gary Millersearch_truth100% (1)
- Frias Vs Atty. LozadaDocumento47 páginasFrias Vs Atty. Lozadamedalin1575Ainda não há avaliações
- Unit 1 PDFDocumento5 páginasUnit 1 PDFaadhithiyan nsAinda não há avaliações
- Lead The Competition: Latest Current AffairsDocumento12 páginasLead The Competition: Latest Current AffairsSagarias AlbusAinda não há avaliações
- Appointment Letter 17may2022Documento6 páginasAppointment Letter 17may2022Gaurav ChoudharyAinda não há avaliações
- Stabroek News Poetry of AJ Seymour Celebrated - Stabroek News - Georgetown, GuyanaDocumento1 páginaStabroek News Poetry of AJ Seymour Celebrated - Stabroek News - Georgetown, GuyanaPaulina MassayAinda não há avaliações
- Psychology Essay IntroductionDocumento3 páginasPsychology Essay Introductionfesegizipej2100% (2)
- Working Capital FinancingDocumento80 páginasWorking Capital FinancingArjun John100% (1)
- Conflict Resolution in ChinaDocumento26 páginasConflict Resolution in ChinaAurora Dekoninck-MilitaruAinda não há avaliações
- SUDAN A Country StudyDocumento483 páginasSUDAN A Country StudyAlicia Torija López Carmona Verea100% (1)
- In Christ: Romans 6:4Documento6 páginasIn Christ: Romans 6:4Bruce LyonAinda não há avaliações
- The Cult of Shakespeare (Frank E. Halliday, 1960)Documento257 páginasThe Cult of Shakespeare (Frank E. Halliday, 1960)Wascawwy WabbitAinda não há avaliações
- Agara Lake BookDocumento20 páginasAgara Lake Bookrisheek saiAinda não há avaliações
- 2020 HGDG Pimme Checklist 16Documento2 páginas2020 HGDG Pimme Checklist 16Kate MoncadaAinda não há avaliações
- Sales ProcessDocumento4 páginasSales ProcessIsaac MorokoAinda não há avaliações
- Keys For Change - Myles Munroe PDFDocumento46 páginasKeys For Change - Myles Munroe PDFAndressi Label100% (2)
- ACCT1501 MC Bank QuestionsDocumento33 páginasACCT1501 MC Bank QuestionsHad0% (2)
- Adobe Scan 04 Feb 2024Documento1 páginaAdobe Scan 04 Feb 2024biswajitrout13112003Ainda não há avaliações
- Easter in South KoreaDocumento8 páginasEaster in South KoreaДіана ГавришAinda não há avaliações
- Parent Leaflet Child Death Review v2Documento24 páginasParent Leaflet Child Death Review v2InJailOutSoonAinda não há avaliações
- Crisis Communications: Steps For Managing A Media CrisisDocumento15 páginasCrisis Communications: Steps For Managing A Media Crisismargarita BelleAinda não há avaliações
- The State of Iowa Resists Anna Richter Motion To Expunge Search Warrant and Review Evidence in ChambersDocumento259 páginasThe State of Iowa Resists Anna Richter Motion To Expunge Search Warrant and Review Evidence in ChambersthesacnewsAinda não há avaliações
- Gender View in Transitional Justice IraqDocumento21 páginasGender View in Transitional Justice IraqMohamed SamiAinda não há avaliações
- PNB V DalmacioDocumento6 páginasPNB V DalmacioRuss TuazonAinda não há avaliações
- Ada AtlantisDocumento10 páginasAda AtlantisAda MacallopAinda não há avaliações
- Decline of Mughals - Marathas and Other StatesDocumento73 páginasDecline of Mughals - Marathas and Other Statesankesh UPSCAinda não há avaliações
- Man of Spain - Francis Suarez. (Millar, M. F. X.) PDFDocumento3 páginasMan of Spain - Francis Suarez. (Millar, M. F. X.) PDFAdriel AkárioAinda não há avaliações
- Reading Comprehension: Skills Weighted Mean InterpretationDocumento10 páginasReading Comprehension: Skills Weighted Mean InterpretationAleezah Gertrude RegadoAinda não há avaliações
- Chapter 1 Basic-Concepts-Of-EconomicsDocumento30 páginasChapter 1 Basic-Concepts-Of-EconomicsNAZMULAinda não há avaliações