Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Non Proc: ItionalDocumento6 páginasNon Proc: ItionalAdel AbdelmaboudAinda não há avaliações
- Waterjets:: AbrasiveDocumento4 páginasWaterjets:: AbrasiveAdel AbdelmaboudAinda não há avaliações
- Water JetDocumento11 páginasWater JetAdel AbdelmaboudAinda não há avaliações
- Building A Business: WaterjetDocumento3 páginasBuilding A Business: WaterjetAdel AbdelmaboudAinda não há avaliações
- New Product Notice! Course Curriculum: Maximizing CNC UtilizationDocumento67 páginasNew Product Notice! Course Curriculum: Maximizing CNC UtilizationAdel AbdelmaboudAinda não há avaliações
- Knowledge Quizbox Exercises: 1St ToolDocumento1 páginaKnowledge Quizbox Exercises: 1St ToolAdel AbdelmaboudAinda não há avaliações
- Chapter 10 - Laser Beam WeldingDocumento17 páginasChapter 10 - Laser Beam WeldingpraghedonAinda não há avaliações
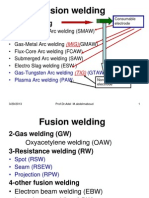
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Documento30 páginasWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudAinda não há avaliações
- Welding Lecture 5 Solid State Welding Processes ( - )Documento20 páginasWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudAinda não há avaliações
- Chapter 1 STUD An IntroductionDocumento40 páginasChapter 1 STUD An IntroductionAdel AbdelmaboudAinda não há avaliações
- Welding Lecture 1 Welding IntroductionDocumento42 páginasWelding Lecture 1 Welding IntroductionAdel AbdelmaboudAinda não há avaliações
- Welding Lecture 2 Fusion (Liquid) State Welding Processes (ARC Welding)Documento49 páginasWelding Lecture 2 Fusion (Liquid) State Welding Processes (ARC Welding)Adel Abdelmaboud100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- MSDS Colamine CdaDocumento3 páginasMSDS Colamine Cdamndmatt100% (2)
- Properties of Water WorksheetDocumento3 páginasProperties of Water WorksheetTaylor Delancey100% (1)
- GDGT PaperDocumento25 páginasGDGT PaperjackAinda não há avaliações
- Ergun Equation SphericityDocumento10 páginasErgun Equation SphericitySaurabh KumarAinda não há avaliações
- Lab Activity 1 SheetDocumento6 páginasLab Activity 1 SheetshaneeeeAinda não há avaliações
- Andritz VP CPDocumento6 páginasAndritz VP CPFirdausAinda não há avaliações
- Product Catalogue SomefluDocumento20 páginasProduct Catalogue SomefluIlkuAinda não há avaliações
- Emr439r White Mica PDFDocumento41 páginasEmr439r White Mica PDFGabriel Erazo FierroAinda não há avaliações
- Fluids Final ExamDocumento1 páginaFluids Final ExamJoshua Jay JetomoAinda não há avaliações
- Control of Flexural Cracks by Jack C. McCormacDocumento9 páginasControl of Flexural Cracks by Jack C. McCormacbig_one214Ainda não há avaliações
- IntroducctionDocumento34 páginasIntroducctionmelvin rodriguez vilchezAinda não há avaliações
- Grunenfelder 2016Documento27 páginasGrunenfelder 2016yigitilgazAinda não há avaliações
- Boliers and Pressure VesselsDocumento33 páginasBoliers and Pressure VesselsUsama IqbalAinda não há avaliações
- Ruthenium Detection by XRF in Metamorphic RocksDocumento6 páginasRuthenium Detection by XRF in Metamorphic RocksTJPRC PublicationsAinda não há avaliações
- Assignment 2Documento4 páginasAssignment 2eja70Ainda não há avaliações
- Globle WarmingDocumento87 páginasGloble WarmingVijay Maurya100% (1)
- Chemical Quantities FullDocumento85 páginasChemical Quantities FullGennelle GabrielAinda não há avaliações
- Converting Saltwater Into Drinkwater As A Solution For Global Crisis in A Fresh Water Needs Using Green TechnologyDocumento4 páginasConverting Saltwater Into Drinkwater As A Solution For Global Crisis in A Fresh Water Needs Using Green TechnologyNurrahmah AzizahAinda não há avaliações
- Section 1: Identification: Safety Data Sheet: Simple Green® All-Purpose CleanerDocumento5 páginasSection 1: Identification: Safety Data Sheet: Simple Green® All-Purpose CleanerHARIS SHAHIDAinda não há avaliações
- Using 222Rn To Identify and Quantify GW Discharge - Ortega Et Al - 2015Documento13 páginasUsing 222Rn To Identify and Quantify GW Discharge - Ortega Et Al - 2015Noreida PRIETO MILLANAinda não há avaliações
- H2 Quantum Physics - Part 1 Tutorial 2014 - StudentDocumento17 páginasH2 Quantum Physics - Part 1 Tutorial 2014 - StudentweinengxxAinda não há avaliações
- Chapter 3 Example of 2D CollisionDocumento7 páginasChapter 3 Example of 2D CollisionMohdYasir100% (1)
- Chapter 3 Alcohol & Ether1Documento24 páginasChapter 3 Alcohol & Ether1Delicz TanAinda não há avaliações
- Inorganic ChemistryDocumento7 páginasInorganic ChemistryJopie ArandaAinda não há avaliações
- Catálogo LGC StandardsDocumento988 páginasCatálogo LGC StandardsJosé Nemo Di NataleAinda não há avaliações
- Liquid-Liquid Equilibrium: Ternary SystemDocumento29 páginasLiquid-Liquid Equilibrium: Ternary SystemaaaAinda não há avaliações
- Specific Weight PDFDocumento7 páginasSpecific Weight PDFengrjeffAinda não há avaliações
- CSIR Physics Sciences Solved December 2012Documento43 páginasCSIR Physics Sciences Solved December 2012kesavavamsikrishnaAinda não há avaliações
- Deep Foundation Practice - BarrettesDocumento9 páginasDeep Foundation Practice - Barrettesssi3k100% (1)
- Ammonia Cracker PDFDocumento8 páginasAmmonia Cracker PDFpinky_y2kAinda não há avaliações