Você também pode gostar
- Plastic Molding DefectsDocumento17 páginasPlastic Molding DefectsNavya GowdaAinda não há avaliações
- 3408C & 3412C Electrical System Marine Auxillary Generator SetDocumento2 páginas3408C & 3412C Electrical System Marine Auxillary Generator SetHamid Essarbouti100% (1)
- 11 - Electrical Layout PDFDocumento70 páginas11 - Electrical Layout PDFJhoanna Dacatimbang100% (1)
- Trouble Shooting For Injection Molding ProcessDocumento11 páginasTrouble Shooting For Injection Molding ProcessFoolchand Alain WesleyAinda não há avaliações
- Molding TroubleshootingDocumento18 páginasMolding TroubleshootingFocouAinda não há avaliações
- Trouble Shooting For Injection Moulding 2014 PDFDocumento24 páginasTrouble Shooting For Injection Moulding 2014 PDFchemikas8389Ainda não há avaliações
- Injection Molding Process & Machine SelectionDocumento72 páginasInjection Molding Process & Machine SelectionShubham ChaudharyAinda não há avaliações
- Ejector PinsDocumento21 páginasEjector PinssyazwanmahadzirAinda não há avaliações
- Moulding Technology: by Balraj TanwarDocumento37 páginasMoulding Technology: by Balraj TanwarVinod KumarAinda não há avaliações
- 4plas Troubleshooting GuideDocumento12 páginas4plas Troubleshooting GuidelolycanoAinda não há avaliações
- 6 Plastic Part Defect - 0Documento27 páginas6 Plastic Part Defect - 0allrounder_mannAinda não há avaliações
- 501 Die Maintenance BookDocumento32 páginas501 Die Maintenance BookMurat TerziAinda não há avaliações
- MAGMA How To UseDocumento113 páginasMAGMA How To Usepurushothaman1234566Ainda não há avaliações
- Troubleshooting Injection Moulding Process ProblemsDocumento24 páginasTroubleshooting Injection Moulding Process ProblemsKaixin Go50% (2)
- 825E Series Brochure-1Documento32 páginas825E Series Brochure-1ЕвгенийAinda não há avaliações
- Introduction to Thermforming and Injection MouldingDocumento7 páginasIntroduction to Thermforming and Injection MouldingAzizol WahabAinda não há avaliações
- Injection Molding SchematicDocumento15 páginasInjection Molding SchematicSourav DipAinda não há avaliações
- PIM 101 Ebook-1Documento33 páginasPIM 101 Ebook-1agniflameAinda não há avaliações
- Optimization of Plastics Injection Molding Process using RSMDocumento11 páginasOptimization of Plastics Injection Molding Process using RSMfaishal hafizhAinda não há avaliações
- Electrical Installation and MaintenanceDocumento27 páginasElectrical Installation and Maintenanceelaine jane carreonAinda não há avaliações
- Injection Molding Defect OzDocumento12 páginasInjection Molding Defect Oztopkaya100% (1)
- How Plastic Bottles Are Made Through Blow Moulding ProcessesDocumento3 páginasHow Plastic Bottles Are Made Through Blow Moulding ProcesseslumineurAinda não há avaliações
- About Rotational MoldingDocumento7 páginasAbout Rotational MoldingPatel DarshanAinda não há avaliações
- Mde Injection Molding Troubleshooting GuideDocumento11 páginasMde Injection Molding Troubleshooting GuideNader ElenanyAinda não há avaliações
- Transformers SpecificationDocumento57 páginasTransformers SpecificationGardell100% (2)
- Injection Molding Troubleshooting Flash BurnmarksDocumento60 páginasInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Chapter 2 Material Selection ProcessDocumento38 páginasChapter 2 Material Selection ProcessYousab CreatorAinda não há avaliações
- Injection Molding MethodsDocumento23 páginasInjection Molding MethodsKi SeyAinda não há avaliações
- Thermoform Design GuideDocumento74 páginasThermoform Design Guideviorelu99100% (1)
- Injection Molding Defects Causes RemediesDocumento60 páginasInjection Molding Defects Causes Remediesfriedman2013100% (1)
- Injection Molding Explained: The Essential Process for Plastic ManufacturingDocumento23 páginasInjection Molding Explained: The Essential Process for Plastic ManufacturingAditya DhikaAinda não há avaliações
- MOLD PLASTIC SETDocumento98 páginasMOLD PLASTIC SETSenthil KumarAinda não há avaliações
- Ultradur PDFDocumento44 páginasUltradur PDFkfaravAinda não há avaliações
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingAinda não há avaliações
- Mold Machining Methods, Part 1Documento22 páginasMold Machining Methods, Part 1Edenilson FadekAinda não há avaliações
- Approach To Troubleshooting: Quality Control IssuesDocumento7 páginasApproach To Troubleshooting: Quality Control Issuesjsandeep1Ainda não há avaliações
- MASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Documento44 páginasMASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Sree RajAinda não há avaliações
- Design and Analysis of Injection Mould with Hot Runner SystemDocumento17 páginasDesign and Analysis of Injection Mould with Hot Runner SystemKiran KumarAinda não há avaliações
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocumento3 páginasGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- CastingDocumento74 páginasCastingParth Maldhure100% (1)
- Hot Runner System: Training ManualDocumento21 páginasHot Runner System: Training ManualHồng HoàngAinda não há avaliações
- 塑模保養維修講義 mold maintenance handbook: By PimDocumento33 páginas塑模保養維修講義 mold maintenance handbook: By PimHồng Hoàng100% (1)
- Pneumatic Sprue Picker Robot Automates Plastic Injection MoldingDocumento37 páginasPneumatic Sprue Picker Robot Automates Plastic Injection MoldingAlfandel VillamartinAinda não há avaliações
- Tooling Standards Manual: MouldsDocumento36 páginasTooling Standards Manual: Mouldsandre boniniAinda não há avaliações
- Sigmasoft LSRDocumento6 páginasSigmasoft LSRMarta PalenzonaAinda não há avaliações
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDocumento23 páginasC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekAinda não há avaliações
- LSR Injection Moulding Machine TechnologyDocumento8 páginasLSR Injection Moulding Machine TechnologyMed AliAinda não há avaliações
- Moldeo Por Inyeccion PDFDocumento60 páginasMoldeo Por Inyeccion PDFJhojan Muñoz100% (2)
- Moldeo Por Inyeccion PDFDocumento60 páginasMoldeo Por Inyeccion PDFJhojan Muñoz100% (2)
- Moldeo Por Inyeccion PDFDocumento60 páginasMoldeo Por Inyeccion PDFJhojan Muñoz100% (2)
- System Messages ControlunitDocumento148 páginasSystem Messages ControlunitKumar RajAinda não há avaliações
- m1 - 8 Version 6.0x IntegratedDocumento104 páginasm1 - 8 Version 6.0x Integratednianyounian50% (2)
- Curso Moldes InglesDocumento153 páginasCurso Moldes Inglesandres Villarreal100% (1)
- Allrounder 420 C: Golden EditionDocumento6 páginasAllrounder 420 C: Golden EditionEdwinQuintiAinda não há avaliações
- Reduce Dairy Container Weight While Maintaining QualityDocumento4 páginasReduce Dairy Container Weight While Maintaining Qualityjesrcontreras1976Ainda não há avaliações
- Packaging Technology: Complete Solutions For High PerformanceDocumento12 páginasPackaging Technology: Complete Solutions For High Performancelolobidus100% (1)
- ENGEL E-Mac enDocumento13 páginasENGEL E-Mac enTim SawtellAinda não há avaliações
- CV Cipet Production NewDocumento4 páginasCV Cipet Production NewKamlesh KumarAinda não há avaliações
- Uddeholm Pocket Book E2Documento76 páginasUddeholm Pocket Book E2sunilAinda não há avaliações
- Setting Process ConditionDocumento11 páginasSetting Process Conditioneitan-dalia4971Ainda não há avaliações
- Injection Molded Part Problems & Solutions With: SkillbuilderDocumento2 páginasInjection Molded Part Problems & Solutions With: SkillbuilderradzAinda não há avaliações
- Theory of Moulds - ContentsDocumento9 páginasTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Transfer MoldingDocumento2 páginasTransfer MoldingAnuj ReddyAinda não há avaliações
- Model Lien Yu G SeriesDocumento5 páginasModel Lien Yu G SeriesOmar LeonAinda não há avaliações
- FERRY RotoCure 7.0 ControlDocumento2 páginasFERRY RotoCure 7.0 ControlGabriel N Gonzalez100% (1)
- Micro Molding Vacuum Venting BenefitsDocumento21 páginasMicro Molding Vacuum Venting BenefitsvenkithankamAinda não há avaliações
- Metal Processes: V L C K ND of Proc H T Ca Ar HDocumento2 páginasMetal Processes: V L C K ND of Proc H T Ca Ar HTere Romero50% (2)
- Operation Manual EXTRUSION BLOW MOULDING MACHINE MP5MDocumento139 páginasOperation Manual EXTRUSION BLOW MOULDING MACHINE MP5MJoannaAinda não há avaliações
- Troubleshooting Tips For Injection Blow MoldingDocumento3 páginasTroubleshooting Tips For Injection Blow MoldingsrisumiAinda não há avaliações
- Part Ruptures During Demold PDFDocumento1 páginaPart Ruptures During Demold PDFChris BrennerAinda não há avaliações
- Deep Hole Drilling of AISI 1045 Via High-Speed Steel Twist Drills: Evaluation of Tool Wear and Hole QualityDocumento11 páginasDeep Hole Drilling of AISI 1045 Via High-Speed Steel Twist Drills: Evaluation of Tool Wear and Hole QualityJhojan MuñozAinda não há avaliações
- Specifications: VMC 4020 Table DimensionsDocumento1 páginaSpecifications: VMC 4020 Table DimensionsJhojan MuñozAinda não há avaliações
- Cutting Data Corrax EngDocumento5 páginasCutting Data Corrax Engstanalina00Ainda não há avaliações
- ST3 Standard Parts Server ConfigurationDocumento20 páginasST3 Standard Parts Server ConfigurationJhojan MuñozAinda não há avaliações
- Catalogue Nxplus C enDocumento68 páginasCatalogue Nxplus C enAnonymous 2feRXsn30Ainda não há avaliações
- Guia Usuario Dolev800vDocumento75 páginasGuia Usuario Dolev800vmininakristyAinda não há avaliações
- P50-11050 ManualDocumento46 páginasP50-11050 Manualj_a_sanAinda não há avaliações
- Tamper Switch OS&Y ULDocumento4 páginasTamper Switch OS&Y ULGiordano TuanamaAinda não há avaliações
- ACRD20x Fluid Cooled InstallationDocumento44 páginasACRD20x Fluid Cooled InstallationNelson Arturo GarciaAinda não há avaliações
- GA Continental Tire Series MS43 SystemDocumento24 páginasGA Continental Tire Series MS43 Systemsl4metAinda não há avaliações
- Optimize ACP Panel Control OverviewDocumento6 páginasOptimize ACP Panel Control OverviewRakib HasanAinda não há avaliações
- SEC 3000 Instruction ManualDocumento14 páginasSEC 3000 Instruction ManualPaulo YorgosAinda não há avaliações
- A Beam-Forming Transmit ASIC For Driving Ultrasonic Arrays: John V. Hat®eld, Kwet Seng ChaiDocumento7 páginasA Beam-Forming Transmit ASIC For Driving Ultrasonic Arrays: John V. Hat®eld, Kwet Seng ChaitoloiceAinda não há avaliações
- IFM ProgrammingDocumento258 páginasIFM ProgrammingVăn ĐạtAinda não há avaliações
- 160.73-RP1 YorkDocumento40 páginas160.73-RP1 Yorkmauricio.vidalyork6735100% (1)
- MSM BSM DB Uk 006 PDFDocumento16 páginasMSM BSM DB Uk 006 PDFioacymAinda não há avaliações
- Crouzet-Aerospace Brochure AircraftDocumento11 páginasCrouzet-Aerospace Brochure AircraftRavishankarAinda não há avaliações
- Grebenaste Sklopke GN - KatalogDocumento8 páginasGrebenaste Sklopke GN - KatalogStjepan BartolovićAinda não há avaliações
- Edp70 PDFDocumento65 páginasEdp70 PDFValentinAinda não há avaliações
- SAFETY SENSOR SOLUTIONS FROM A SINGLE SOURCEDocumento48 páginasSAFETY SENSOR SOLUTIONS FROM A SINGLE SOURCEOscar A PGAinda não há avaliações
- Switches For PV Applications: Switch-Disconnectors Otdc, Ot and OtdcpDocumento32 páginasSwitches For PV Applications: Switch-Disconnectors Otdc, Ot and OtdcpgbaludbAinda não há avaliações
- Electric Comment 26 20 00Documento9 páginasElectric Comment 26 20 00Imtiyaz KhanAinda não há avaliações
- ENGL-Thunder 50 Manual PDFDocumento6 páginasENGL-Thunder 50 Manual PDFluisAinda não há avaliações
- Logix 3800MD Positioner Manual IOMDocumento100 páginasLogix 3800MD Positioner Manual IOMMatheus SilvaAinda não há avaliações
- Ap003 PDFDocumento20 páginasAp003 PDFjefferson_argotiAinda não há avaliações
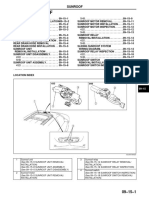
- SunroofDocumento18 páginasSunroofSebastian SirventAinda não há avaliações