Você também pode gostar
- Management de Projets Cours CompletDocumento140 páginasManagement de Projets Cours CompletMr M98% (52)
- Cours Gestion de ProductionDocumento234 páginasCours Gestion de Productionyassoun95% (21)
- Pierre TEILHARD de CHARDIN (1881 - 1955) Le Phénomène HumainDocumento219 páginasPierre TEILHARD de CHARDIN (1881 - 1955) Le Phénomène HumainMarie- Joseph-Pierre Teilhard de Chardin100% (12)
- Guide de La Réparation Pa SoudageDocumento130 páginasGuide de La Réparation Pa Soudageaious100% (5)
- Guide de La Réparation Pa SoudageDocumento130 páginasGuide de La Réparation Pa Soudageaious100% (5)
- Michel Berçot - Coeur Et ÉnergétiqueDocumento396 páginasMichel Berçot - Coeur Et ÉnergétiqueSheepo Dé la Vega100% (3)
- Guide ESAB Sur Le Procédé de Soudage Tungsten Inert Gas (TIG)Documento175 páginasGuide ESAB Sur Le Procédé de Soudage Tungsten Inert Gas (TIG)PASTENAGUEAinda não há avaliações
- Corniche Kennedy - Doc ProfDocumento1 páginaCorniche Kennedy - Doc ProfYayah OmarAinda não há avaliações
- Pert ApplicationsDocumento4 páginasPert Applicationsevey51150% (8)
- Emmanuel Lévinas - Quelques Réflexions Sur La Philsophie de L'hitlérisme (1934)Documento33 páginasEmmanuel Lévinas - Quelques Réflexions Sur La Philsophie de L'hitlérisme (1934)gillesduteauAinda não há avaliações
- Communication de Crise (Cas D'afriquia Gaz)Documento18 páginasCommunication de Crise (Cas D'afriquia Gaz)jam67% (3)
- 2535 17 MRP - Calcul Des BesoinsDocumento6 páginas2535 17 MRP - Calcul Des BesoinsRaed DallaliAinda não há avaliações
- Cours RDM Traction CompressionDocumento2 páginasCours RDM Traction CompressionDriss SajAinda não há avaliações
- 31 05 11dessin Technique Projection OrthogonaleDocumento10 páginas31 05 11dessin Technique Projection Orthogonalecherif yahyaouiAinda não há avaliações
- Chap 1 Composants D'un Réseau Informatiques 2019Documento39 páginasChap 1 Composants D'un Réseau Informatiques 2019Lachi.RAinda não há avaliações
- La Femme Et La DanseDocumento12 páginasLa Femme Et La Dansekellana100% (1)
- Le Dessin Technique CorrigeDocumento2 páginasLe Dessin Technique Corrigemaison_d_hotes67% (6)
- Mécanique Des Sols IDocumento49 páginasMécanique Des Sols ISeydou GUINDO100% (10)
- ANTHROPOLOGIE - Frazer, James - Mythes Sur L'Origine Du FeuDocumento182 páginasANTHROPOLOGIE - Frazer, James - Mythes Sur L'Origine Du FeuGeorgian IonAinda não há avaliações
- CV WritingDocumento52 páginasCV WritingempeureurAinda não há avaliações
- CV WritingDocumento52 páginasCV WritingempeureurAinda não há avaliações
- 1032 01 01 Chap1 PDFDocumento32 páginas1032 01 01 Chap1 PDFhamid-gmAinda não há avaliações
- Metallurgie TS1 EleveDocumento45 páginasMetallurgie TS1 EleveKoffi Benjamin ToviawouAinda não há avaliações
- MRPDocumento13 páginasMRPhandsome01Ainda não há avaliações
- 51 Initiation Gestion Production 2Documento19 páginas51 Initiation Gestion Production 2Raed DallaliAinda não há avaliações
- Guide Mise en Page 2012-02-29 VFDocumento157 páginasGuide Mise en Page 2012-02-29 VFRaed DallaliAinda não há avaliações
- Gestion Production COURSDocumento58 páginasGestion Production COURSRaed DallaliAinda não há avaliações
- Soud Met ProdDocumento95 páginasSoud Met ProdphilmascioAinda não há avaliações
- Catalogue TIGDocumento24 páginasCatalogue TIGRaed DallaliAinda não há avaliações
- Materiaux 2Documento11 páginasMateriaux 2Raed DallaliAinda não há avaliações
- O2226t FreDocumento90 páginasO2226t FreRaed Dallali100% (1)
- Torches Tig MigDocumento52 páginasTorches Tig MigRaed DallaliAinda não há avaliações
- Cataloge Série 67+Documento44 páginasCataloge Série 67+Raed DallaliAinda não há avaliações
- Béton ArméDocumento3 páginasBéton ArméRaed DallaliAinda não há avaliações
- PertDocumento36 páginasPertRaed DallaliAinda não há avaliações
- Freinage Hydraulique CitroenDocumento8 páginasFreinage Hydraulique CitroenJoão DantasAinda não há avaliações
- TP1 GanttDocumento10 páginasTP1 GanttRaed DallaliAinda não há avaliações
- L'expérience Malienne en Matière D'inventaire Et de Conservation Du Patrimoine Culturel ImmatérielDocumento26 páginasL'expérience Malienne en Matière D'inventaire Et de Conservation Du Patrimoine Culturel Immatérielkensa261Ainda não há avaliações
- Presentation-PowerPoint Com Modele 16Documento18 páginasPresentation-PowerPoint Com Modele 16Caroline GuiriecAinda não há avaliações
- ClottyDocumento2 páginasClottyapi-30960494Ainda não há avaliações
- C02 TP Refraction CorrDocumento2 páginasC02 TP Refraction Corrc_landelAinda não há avaliações
- Grille Dévaluation Commentée DELF A1 PODocumento2 páginasGrille Dévaluation Commentée DELF A1 POMohamed Farouk Ahmed FRAinda não há avaliações
- Chapitre 1. Cours Gestion BudgetaireDocumento3 páginasChapitre 1. Cours Gestion BudgetaireCricri AduAinda não há avaliações
- Geometrie de L'outil Doc-Prof MOUKHTARI - 2Documento9 páginasGeometrie de L'outil Doc-Prof MOUKHTARI - 2ELMustaphaELMoukhtariAinda não há avaliações
- DL 6Documento2 páginasDL 6All ClearAinda não há avaliações
- Horarios Saenz Gonzalez Catan Marcos Paz Marineros Del Crucero Gral BelgranoDocumento6 páginasHorarios Saenz Gonzalez Catan Marcos Paz Marineros Del Crucero Gral BelgranoFede MillamanAinda não há avaliações
- 3am DC1Documento10 páginas3am DC1Ahmed benabdelkaderAinda não há avaliações
- Méthode RUP - Phase de ConceptionDocumento47 páginasMéthode RUP - Phase de ConceptionzhadraouiAinda não há avaliações
- Techno ThrillersDocumento42 páginasTechno ThrillersNorbert Spehner100% (1)
- Cours Topographie ErreurDocumento19 páginasCours Topographie ErreurIsmail DendaneAinda não há avaliações
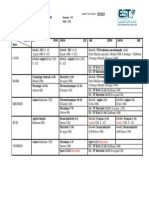
- Ecole Superieure de Technologie - Fes Semestre: S1 Filière: Génie Mécanique Et Productique Salle: C02 Année: 1Documento1 páginaEcole Superieure de Technologie - Fes Semestre: S1 Filière: Génie Mécanique Et Productique Salle: C02 Année: 1Abderrahmane AzAinda não há avaliações
- Ceremonie D'investiture Juddo 2018Documento7 páginasCeremonie D'investiture Juddo 2018cabeaureyAinda não há avaliações
- Le Congo en Bref Livre Fa2okDocumento29 páginasLe Congo en Bref Livre Fa2okfs7964nxzxAinda não há avaliações
- Exercice Optique G4-05Documento1 páginaExercice Optique G4-05Oussama ZnAinda não há avaliações
- Diffusion of NaOH and HCLDocumento5 páginasDiffusion of NaOH and HCLtpqnd90gmailcomAinda não há avaliações
- Glossaire Unite 8Documento2 páginasGlossaire Unite 8Sam UnangenoirAinda não há avaliações
- Communication en EntrepriseDocumento36 páginasCommunication en EntrepriseloicbockformationAinda não há avaliações
- Le Morcellement Politique de L'afrique de L'ouest - 4e - SunudaaraDocumento3 páginasLe Morcellement Politique de L'afrique de L'ouest - 4e - SunudaaraAhmadou Gueule SallAinda não há avaliações
- Impacts D'une Démarche Stratégique D'enseignement de La LittératureDocumento8 páginasImpacts D'une Démarche Stratégique D'enseignement de La LittératureJacques LecavalierAinda não há avaliações