Você também pode gostar
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreAinda não há avaliações
- Exhaust SpreadDocumento5 páginasExhaust SpreadAhmed Sohaib100% (3)
- Exhaust TemperatureDocumento53 páginasExhaust TemperatureSahariar Bin Shafique100% (3)
- Reduce Exhaust Spread with Fuel Nozzle ServicesDocumento5 páginasReduce Exhaust Spread with Fuel Nozzle Serviceschdeepak96100% (6)
- GE Gas Turbine Extendor Combustion SystemDocumento2 páginasGE Gas Turbine Extendor Combustion SystemRaden Mas100% (1)
- DLN 1.0 MS9001Documento20 páginasDLN 1.0 MS9001Atif Khan100% (9)
- MARKVE Getting A Better Understanding of Gas Turbine Control 1 2 3Documento92 páginasMARKVE Getting A Better Understanding of Gas Turbine Control 1 2 3nabil160874100% (1)
- GT 9E StartupDocumento41 páginasGT 9E StartupNaveed IrshadAinda não há avaliações
- Gas Turbine Control ParametersDocumento16 páginasGas Turbine Control Parameterstetsa zangetsuAinda não há avaliações
- T48 SpreadDocumento1 páginaT48 SpreadKarim MuhammedAinda não há avaliações
- Better Understanding of Gas Turbine ControlDocumento117 páginasBetter Understanding of Gas Turbine ControlShahzad James100% (1)
- Learn Gas Turbine by SimulationDocumento41 páginasLearn Gas Turbine by SimulationAnonymous 8RRc42G100% (1)
- GEK 106832: Understanding Gas Turbine Combustion MonitoringDocumento16 páginasGEK 106832: Understanding Gas Turbine Combustion Monitoringalaal67% (3)
- IGV, Servos and LVDT - Automation & Control Engineering ForumDocumento1 páginaIGV, Servos and LVDT - Automation & Control Engineering ForumHBNBILAinda não há avaliações
- GE Frame 7EA Loss of Trip Oil PressureDocumento6 páginasGE Frame 7EA Loss of Trip Oil Pressurenabil160874Ainda não há avaliações
- GT Trip ProtectionsDocumento2 páginasGT Trip Protectionsakeel_haq100% (7)
- GE Exhaust Temperature ControlDocumento3 páginasGE Exhaust Temperature Controlmacrespo100% (5)
- MK IV Temp Control Curve ModificationDocumento6 páginasMK IV Temp Control Curve ModificationCris RonaldAinda não há avaliações
- Combustion EnvelopDocumento19 páginasCombustion Envelopferas_elnggar100% (1)
- Dry Low NoxDocumento10 páginasDry Low NoxIvan Poma Montes100% (1)
- GT FSR Control Speed and Temperature MonitoringDocumento15 páginasGT FSR Control Speed and Temperature MonitoringNaveed Irshad50% (2)
- Alarm InterpretationDocumento52 páginasAlarm InterpretationHussam Baiee100% (4)
- GE Power Systems START-UP / SHUTDOWN FLOWCHART (MS6001B / DLN1) (GASDocumento12 páginasGE Power Systems START-UP / SHUTDOWN FLOWCHART (MS6001B / DLN1) (GASherysyamAinda não há avaliações
- M&M at DLN1Documento8 páginasM&M at DLN1Muralimohan MolabantiAinda não há avaliações
- Mark Vi Training CourseDocumento3 páginasMark Vi Training CourseMohammad Abassery75% (4)
- GEH-6126 Vol IDocumento128 páginasGEH-6126 Vol IPremkumar Vasudevan100% (2)
- GE Power Systems Fundamentals of Speedtronic Mark VI Control SystemDocumento34 páginasGE Power Systems Fundamentals of Speedtronic Mark VI Control SystemThanapaet Rittirut100% (1)
- Fact Sheet: GE Energy EX2100e Excitation Control For Gas Turbine GeneratorsDocumento2 páginasFact Sheet: GE Energy EX2100e Excitation Control For Gas Turbine Generatorsvcharles100% (1)
- Operating SequenceDocumento11 páginasOperating Sequencerakeshm31392% (13)
- 000start CDDocumento1.170 páginas000start CDEd Conrreales Arriojas100% (6)
- Gas turbine control system overviewDocumento81 páginasGas turbine control system overviewGnanaseharan ArunachalamAinda não há avaliações
- Fundamentals of Speedtronic CopieDocumento21 páginasFundamentals of Speedtronic CopieHassanSaidiAinda não há avaliações
- Gas Turbine Questions and AnswersDocumento10 páginasGas Turbine Questions and AnswersJêmš Navik100% (1)
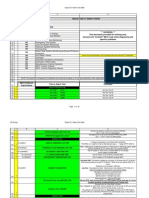
- C7 5-16-2010 Rev-01 Commented Trips, Alarms, Events, HoldsDocumento34 páginasC7 5-16-2010 Rev-01 Commented Trips, Alarms, Events, HoldsbalumuriashokAinda não há avaliações
- DLN Combustion Systems ExplainedDocumento49 páginasDLN Combustion Systems ExplainedSahariar Bin Shafique100% (1)
- Control Gas Turbine Power Output in Conjuction With Grid FrequencyDocumento32 páginasControl Gas Turbine Power Output in Conjuction With Grid Frequencysmart_eng2009100% (3)
- CPD When Operating at Base LoadDocumento1 páginaCPD When Operating at Base Loadvankayalasurya100% (1)
- Ms9001E Starting System: GeneralDocumento2 páginasMs9001E Starting System: Generalferas_elnggarAinda não há avaliações
- Gas Turbine ControlDocumento81 páginasGas Turbine ControlMubarak Kirkusawi78% (9)
- Gas Turbine ControlDocumento8 páginasGas Turbine ControlDAHRAOUI Mohamed Riad100% (1)
- 1 - CONTROL SYSTEM CONCEPTS Rev2Documento38 páginas1 - CONTROL SYSTEM CONCEPTS Rev2Mohamed Bin IerousAinda não há avaliações
- DLN Controls Code Development 9fa+ EnhancedDocumento28 páginasDLN Controls Code Development 9fa+ Enhancednabil160874Ainda não há avaliações
- GE Power Systems Gas Turbine Speed Control Constant Settable DroopDocumento9 páginasGE Power Systems Gas Turbine Speed Control Constant Settable DroopZaki nouiAinda não há avaliações
- Frame 9e Gas Turbine PresentationDocumento98 páginasFrame 9e Gas Turbine PresentationSONU100% (1)
- Gas Turbine ControlDocumento9 páginasGas Turbine ControlHBNBILAinda não há avaliações
- Til 1213 R1Documento6 páginasTil 1213 R1Hernan GirautAinda não há avaliações
- 000start CDDocumento1.166 páginas000start CDruben100% (3)
- Controls - GasDocumento35 páginasControls - Gasaustintan100% (1)
- 9fa ProbsDocumento12 páginas9fa ProbsMarbz Al MonteAinda não há avaliações
- GT6B FoundamentalDocumento53 páginasGT6B FoundamentalThanapaet RittirutAinda não há avaliações
- GFA - GT Exhaust Spread ProblemDocumento5 páginasGFA - GT Exhaust Spread Problemأمير معروف100% (1)
- Ge GT Tag NameDocumento6 páginasGe GT Tag NameHBNBILAinda não há avaliações
- MS5002E NewDocumento8 páginasMS5002E Newecs71100% (2)
- Fuel NozzlesDocumento3 páginasFuel Nozzlesfrancisco_navas4479100% (1)
- GT Fuel Nozzle RefurbishmentDocumento3 páginasGT Fuel Nozzle Refurbishmentnabil160874Ainda não há avaliações
- Combustion Turbine TipsDocumento4 páginasCombustion Turbine Tipssevero97100% (1)
- Test de RadiadorDocumento10 páginasTest de RadiadorOmar Reinoso TigreAinda não há avaliações
- StallDocumento16 páginasStallbhalchandrak1867100% (1)
- Spark PlugsDocumento6 páginasSpark PlugsJC PinoAinda não há avaliações
- Heat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020Documento4 páginasHeat Recovery Steam Generators: by TMI Staff & Contributors On February 16, 2020li xianAinda não há avaliações
- Margin Details & Position LimitsDocumento2 páginasMargin Details & Position LimitsNIGEREAinda não há avaliações
- Average range and approach CT comparison before and after fill replacementDocumento1 páginaAverage range and approach CT comparison before and after fill replacementNIGEREAinda não há avaliações
- Toung ExerciseDocumento1 páginaToung ExerciseNIGEREAinda não há avaliações
- Notes On The FIRO-B (Fundamental Interpersonal Relations OrientationDocumento2 páginasNotes On The FIRO-B (Fundamental Interpersonal Relations OrientationNIGEREAinda não há avaliações
- HandbookCausticSoda OFICIALDocumento52 páginasHandbookCausticSoda OFICIALNIGEREAinda não há avaliações
- BE IC Scheme Spg1Documento5 páginasBE IC Scheme Spg1NIGEREAinda não há avaliações
- Trains Between Stations (BVI-ST) Type ALLDocumento4 páginasTrains Between Stations (BVI-ST) Type ALLNIGEREAinda não há avaliações
- Henry's Law O2 DeaeratorDocumento2 páginasHenry's Law O2 DeaeratorNIGERE50% (2)
- Checklist Business VisaDocumento3 páginasChecklist Business VisaNIGERE0% (1)
- India holiday calendar 2022Documento10 páginasIndia holiday calendar 2022NIGEREAinda não há avaliações
- MPPGCL Advertisement 1920 23-05-2014Documento4 páginasMPPGCL Advertisement 1920 23-05-2014pimpampum111Ainda não há avaliações
- Cooling Tower ArticleDocumento7 páginasCooling Tower ArticleAudrey Patrick KallaAinda não há avaliações
- Emirates Terminal 3Documento5 páginasEmirates Terminal 3Ananya VastavAinda não há avaliações
- aIESEC in AhmedabadDocumento6 páginasaIESEC in AhmedabadNIGEREAinda não há avaliações
- Dubai International Airport T2 T3: Al Quds ST Nad Al Hammar RDDocumento2 páginasDubai International Airport T2 T3: Al Quds ST Nad Al Hammar RDNIGEREAinda não há avaliações
- Adh Yayan BooksDocumento33 páginasAdh Yayan BooksNIGEREAinda não há avaliações
- Visa Requirements and Fees by Country: From 5 To 20 3Documento8 páginasVisa Requirements and Fees by Country: From 5 To 20 3NIGEREAinda não há avaliações
- Visa Requirements and Fees by Country: From 5 To 20 3Documento8 páginasVisa Requirements and Fees by Country: From 5 To 20 3NIGEREAinda não há avaliações
- Autobiog of BenfranklinDocumento30 páginasAutobiog of Benfranklinalexos2012Ainda não há avaliações
- Chapter 15Documento2 páginasChapter 15NIGEREAinda não há avaliações
- VimanaDocumento15 páginasVimanaNIGEREAinda não há avaliações
- Refining of MindDocumento7 páginasRefining of MindNIGEREAinda não há avaliações
- Kundali Reading in HindiDocumento154 páginasKundali Reading in HindirajeevAinda não há avaliações
- Bhagavad Gita Knowledge Divine IncarnationsDocumento64 páginasBhagavad Gita Knowledge Divine IncarnationsNIGERE33% (3)
- Speed of LightDocumento2 páginasSpeed of LightNIGEREAinda não há avaliações
- Presentations 01Documento23 páginasPresentations 01NIGEREAinda não há avaliações
- Candidate List R3.2 PDFDocumento38 páginasCandidate List R3.2 PDFNIGEREAinda não há avaliações
- Bhagvan Naam Mahima Evam Param SewaDocumento105 páginasBhagvan Naam Mahima Evam Param Sewaheynaath100% (5)
- Series B Journal 2 PG 55-61 PDFDocumento7 páginasSeries B Journal 2 PG 55-61 PDFNIGEREAinda não há avaliações
- 2012 TrialDocumento9 páginas2012 TrialCin D NgAinda não há avaliações
- Sircal Instruments (UK) LTD: MP-2000 Rare Gas Purifier Operating & Servicing ManualDocumento31 páginasSircal Instruments (UK) LTD: MP-2000 Rare Gas Purifier Operating & Servicing ManualPavel Vancu57% (7)
- Lecture12 P2Documento12 páginasLecture12 P2Phạm Thiên LongAinda não há avaliações
- University of Tennessee - ChattanoogaDocumento49 páginasUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARAinda não há avaliações
- The Kinetic Molecular Theory PostulatesDocumento1 páginaThe Kinetic Molecular Theory PostulatesRomell Abian DumilagAinda não há avaliações
- Review of Condition Monitoring of Rotating Electrical MachinesDocumento33 páginasReview of Condition Monitoring of Rotating Electrical Machinestaufiqishak09Ainda não há avaliações
- Study of Gas and Study GuideDocumento6 páginasStudy of Gas and Study GuideMarc OdermattAinda não há avaliações
- A Detailed Lesson Plan in Science 3Documento3 páginasA Detailed Lesson Plan in Science 3Lauren may Villanueva75% (4)
- Advanced Chemical Reaction Engineering CBE9450 ProjectDocumento21 páginasAdvanced Chemical Reaction Engineering CBE9450 Projectdaoud saleemAinda não há avaliações
- SPE-107803-Carito Comp SimDocumento14 páginasSPE-107803-Carito Comp SimWilmer CuicasAinda não há avaliações
- Design Criteria: Internal CorrosionDocumento48 páginasDesign Criteria: Internal CorrosionMidhun K ChandraboseAinda não há avaliações
- Zone Models For EnclosuresDocumento4 páginasZone Models For EnclosuresfirevinAinda não há avaliações
- Chemical Process Principles PDFDocumento1.159 páginasChemical Process Principles PDFDeagalindo93% (14)
- Class15 Chemistry G11 Homework Dec 11-15Documento4 páginasClass15 Chemistry G11 Homework Dec 11-15ErinAinda não há avaliações
- SPM 4531 2006 Physics p1 BerjawapanDocumento12 páginasSPM 4531 2006 Physics p1 Berjawapanpss smk selandarAinda não há avaliações
- Chapter 2 (B) Convective Mass TransferDocumento56 páginasChapter 2 (B) Convective Mass TransferLa Casa JordanAinda não há avaliações
- Lecture 1 - Vapour-Liquid EquilibriumDocumento30 páginasLecture 1 - Vapour-Liquid EquilibriumIfiok UsoroAinda não há avaliações
- Major Exam SolutionsDocumento4 páginasMajor Exam Solutionssanskar soniAinda não há avaliações
- Simple Kinetic Molecular Model of Matter 2 QPDocumento11 páginasSimple Kinetic Molecular Model of Matter 2 QPDương TửAinda não há avaliações
- The Next Generation Inflow Control The Next Step To Increase Recovery On Norwegian Continental ShelfDocumento8 páginasThe Next Generation Inflow Control The Next Step To Increase Recovery On Norwegian Continental ShelfAvtar Singh100% (1)
- Ventilated supercavity observation and drag measurementDocumento53 páginasVentilated supercavity observation and drag measurementDavid NAinda não há avaliações
- CPI3011 2021 NotesDocumento250 páginasCPI3011 2021 NotesSiphoAinda não há avaliações
- Pneumatic Conveying Demo GuideDocumento32 páginasPneumatic Conveying Demo GuidemontoyazumaetaAinda não há avaliações
- 4D Seismic Case StudyDocumento14 páginas4D Seismic Case Studytheoneandonly1Ainda não há avaliações
- Aadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftDocumento167 páginasAadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftKathir SivaAinda não há avaliações
- Performance Studies of Trickle Bed Reactors: Mohan R. KhadilkarDocumento25 páginasPerformance Studies of Trickle Bed Reactors: Mohan R. KhadilkaribdudeAinda não há avaliações
- Exercise 1 Applications of Thermodynamics in Power Plant With AnswersDocumento4 páginasExercise 1 Applications of Thermodynamics in Power Plant With AnswersKamil GuillerganAinda não há avaliações
- Technical Design and Requirements Overview of Combined Cycle Power PlantDocumento13 páginasTechnical Design and Requirements Overview of Combined Cycle Power PlantJohn Louie PimentelAinda não há avaliações
- Chapter 4-Taller 4Documento56 páginasChapter 4-Taller 4Héctor F BonillaAinda não há avaliações
- IT Module - N2 Equipment & CalculationsDocumento7 páginasIT Module - N2 Equipment & CalculationsMohamedAinda não há avaliações