Você também pode gostar
- OMT CD Operating & Field ServiceDocumento100 páginasOMT CD Operating & Field ServicePAUL JAMES GIBBONSAinda não há avaliações
- BOOK - Engineering Graphics & Design - 8 Sept Final 230 PMDocumento236 páginasBOOK - Engineering Graphics & Design - 8 Sept Final 230 PMmadhukeshwaraAinda não há avaliações
- Subdivision Surface ModelingDocumento0 páginaSubdivision Surface ModelingSirbu CatalinAinda não há avaliações
- DMX Operator Ii PDFDocumento48 páginasDMX Operator Ii PDFcoxc5511Ainda não há avaliações
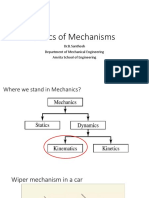
- Basics of Mechanisms: Dr.B.Santhosh Department of Mechanical Engineering Amrita School of EngineeringDocumento34 páginasBasics of Mechanisms: Dr.B.Santhosh Department of Mechanical Engineering Amrita School of Engineeringkishore sAinda não há avaliações
- Tufted Carpet Miss AtiyyahDocumento14 páginasTufted Carpet Miss Atiyyahjannah0808Ainda não há avaliações
- 3d Projection and Mapping Seminar ReportDocumento26 páginas3d Projection and Mapping Seminar ReportHimani BhatiAinda não há avaliações
- The Icon Handbook VIIDocumento66 páginasThe Icon Handbook VIIOmar Torres Reséndiz100% (1)
- 4offset Printing Technology PDFDocumento71 páginas4offset Printing Technology PDFDarko DžogazAinda não há avaliações
- B737-3 ATA 23 CommunicationsDocumento112 páginasB737-3 ATA 23 CommunicationsPaul RizlAinda não há avaliações
- ServoMagazine 01-2004 PDFDocumento77 páginasServoMagazine 01-2004 PDFJuan Carlos Pato TellezAinda não há avaliações
- Structural Design For The Stage Alys E. Holden (And Three Others) (Holden, Alys)Documento616 páginasStructural Design For The Stage Alys E. Holden (And Three Others) (Holden, Alys)Rayas AlfAinda não há avaliações
- Injection Molding From 3D Printed MoldsDocumento9 páginasInjection Molding From 3D Printed MoldshenkAinda não há avaliações
- HowSpeakersWork (Web)Documento20 páginasHowSpeakersWork (Web)pavithrasekarme100% (1)
- The Spirit Controlled Life Ebook PDF 1Documento184 páginasThe Spirit Controlled Life Ebook PDF 1Okesola AbayomiAinda não há avaliações
- Robots Part Two, The Illusion of Life (Week Three)Documento34 páginasRobots Part Two, The Illusion of Life (Week Three)Vitor MacedoAinda não há avaliações
- Introduction To The G7 Methodology PDFDocumento5 páginasIntroduction To The G7 Methodology PDFSappiETCAinda não há avaliações
- A Little Know It AllDocumento124 páginasA Little Know It AllRoman Raj Bajracharya100% (1)
- Asahi TestDocumento15 páginasAsahi TestdAinda não há avaliações
- Using The Loft Feature in SolidWorks - Exercise #4 in SolidWorks - CAD ModeDocumento22 páginasUsing The Loft Feature in SolidWorks - Exercise #4 in SolidWorks - CAD ModeSAMAinda não há avaliações
- Unit I - Introduction To Eng Drawing PDFDocumento25 páginasUnit I - Introduction To Eng Drawing PDFAPAinda não há avaliações
- AnimatronicsDocumento22 páginasAnimatronicsRanjith Kumar100% (1)
- FAQs - G7, GRACoL, ISO 12647-2 PDFDocumento5 páginasFAQs - G7, GRACoL, ISO 12647-2 PDFSappiETC50% (2)
- 10 Dollar Telescope PlansDocumento9 páginas10 Dollar Telescope Planssandhi88Ainda não há avaliações
- How To Make A Projector and TelescopeDocumento18 páginasHow To Make A Projector and TelescopeAbhishek GargAinda não há avaliações
- Release Notes Catalyst EX 4.5Documento7 páginasRelease Notes Catalyst EX 4.5shreeshail_mp6009Ainda não há avaliações
- Notes Transfer of Thermal EnergyDocumento12 páginasNotes Transfer of Thermal Energymahrosh mamoon100% (2)
- Understanding Paper Whiteness PDFDocumento2 páginasUnderstanding Paper Whiteness PDFSappiETCAinda não há avaliações
- Origami-Inspired Active StructuresDocumento29 páginasOrigami-Inspired Active StructuresSimoes JBAinda não há avaliações
- CNC 3018 InstructionsDocumento11 páginasCNC 3018 InstructionsSoeAyeAinda não há avaliações
- Selecting A Paper For G7 Calibration PDFDocumento3 páginasSelecting A Paper For G7 Calibration PDFSappiETCAinda não há avaliações
- Fundamental Course: Fourier Optics: Lecture NotesDocumento42 páginasFundamental Course: Fourier Optics: Lecture NotesJorge GuerreroAinda não há avaliações
- Japanese Stab Binding: Preparing To BindDocumento5 páginasJapanese Stab Binding: Preparing To BindJessica Goodman100% (1)
- Practical Paint.NET: The Powerful No-Cost Image Editor for Microsoft WindowsNo EverandPractical Paint.NET: The Powerful No-Cost Image Editor for Microsoft WindowsNota: 4 de 5 estrelas4/5 (1)
- Autodesk Maya 2017 Basic GuideDocumento39 páginasAutodesk Maya 2017 Basic GuideLike MoveAinda não há avaliações
- Introduction To Screen Printing: Creating Your StencilDocumento4 páginasIntroduction To Screen Printing: Creating Your Stencilmona shamsAinda não há avaliações
- Vacuum Forming GuideDocumento53 páginasVacuum Forming GuidejamesstaylorAinda não há avaliações
- Iodide and Bromide Ions in Brackish Water, Seawater, and Brines D 3869 - 04Documento12 páginasIodide and Bromide Ions in Brackish Water, Seawater, and Brines D 3869 - 04stevgonAinda não há avaliações
- Underground Equipment SelectionDocumento44 páginasUnderground Equipment SelectionCherotich Silas cheboseiAinda não há avaliações
- OnPress 63Documento22 páginasOnPress 63Carlos GrajalesAinda não há avaliações
- Effective Art Study GuideDocumento4 páginasEffective Art Study GuideDaniel100% (1)
- Electric Unicycle (EUC)Documento15 páginasElectric Unicycle (EUC)HimanshuAinda não há avaliações
- Unicycle DecisionDocumento10 páginasUnicycle DecisionGarth JohnstonAinda não há avaliações
- Knot Tying ManualDocumento42 páginasKnot Tying ManualRanjan G HegdeAinda não há avaliações
- Offset Machine DetailsDocumento26 páginasOffset Machine DetailsPavan SamudralaAinda não há avaliações
- Effect of Taper Tension Profile On The Telescoping in A Winding Process of High Speed Roll To Roll Printing SystemsDocumento13 páginasEffect of Taper Tension Profile On The Telescoping in A Winding Process of High Speed Roll To Roll Printing SystemskeesenpietAinda não há avaliações
- Which Airbrush Kit Should I Buy? ABS DVD Series: Copic Markers Are The Original Line of HighDocumento2 páginasWhich Airbrush Kit Should I Buy? ABS DVD Series: Copic Markers Are The Original Line of HighCosmin TibyAinda não há avaliações
- 3d Printing-With-Biomaterials Web PDFDocumento89 páginas3d Printing-With-Biomaterials Web PDFAlexi WiedemannAinda não há avaliações
- Mastering Autodesk Inventor 2015 and Autodesk Inventor LT 2015: Autodesk Official PressNo EverandMastering Autodesk Inventor 2015 and Autodesk Inventor LT 2015: Autodesk Official PressAinda não há avaliações
- Press Dies TutorialDocumento13 páginasPress Dies TutorialRaj SatoskerAinda não há avaliações
- M Vac100 (E15)Documento115 páginasM Vac100 (E15)omar tlebAinda não há avaliações
- TN5602 HalfToningDocumento36 páginasTN5602 HalfToningSudhagarSubbiyanAinda não há avaliações
- Toward A Conscious Architecture:: An Attempt Through FoldsDocumento21 páginasToward A Conscious Architecture:: An Attempt Through FoldslazeprojectAinda não há avaliações
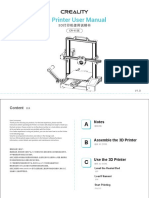
- Creality CR-6 SE User Manual English - Chinese PDFDocumento24 páginasCreality CR-6 SE User Manual English - Chinese PDFstryzackAinda não há avaliações
- Mental Ray TutorialDocumento20 páginasMental Ray TutorialAnim8erAinda não há avaliações
- Polaroid 545 Users ManualDocumento14 páginasPolaroid 545 Users Manualhotta1961Ainda não há avaliações
- Designing For Board Level EMC AN2321Documento36 páginasDesigning For Board Level EMC AN2321Dodge WorthingtonAinda não há avaliações
- Mastering 3D Printing in the Classroom, Library, and LabNo EverandMastering 3D Printing in the Classroom, Library, and LabAinda não há avaliações
- Tracing The Dynabook (Schematic)Documento1 páginaTracing The Dynabook (Schematic)Anonymous LpB1gbAinda não há avaliações
- Autodesk Composite 2013 Tutorial enDocumento51 páginasAutodesk Composite 2013 Tutorial enbensossi_441944896Ainda não há avaliações
- Handbook of Thin-FilmDocumento12 páginasHandbook of Thin-Filmdhook_mmmAinda não há avaliações
- CrisDocumento49 páginasCrisElvio Junges100% (1)
- TYPE EDIT LASER TYPE V13 Build E Release Info USDocumento8 páginasTYPE EDIT LASER TYPE V13 Build E Release Info USnanodocl5099Ainda não há avaliações
- GDTW 2008 SP6 - Dynamic Interactive Storytelling For Computer Games Using AI TechniquesDocumento6 páginasGDTW 2008 SP6 - Dynamic Interactive Storytelling For Computer Games Using AI Techniquesircoops100% (1)
- Understanding Paper Brightness PDFDocumento7 páginasUnderstanding Paper Brightness PDFSappiETCAinda não há avaliações
- TRW 1915 Promotion Printone Demobook PDFDocumento10 páginasTRW 1915 Promotion Printone Demobook PDFSappiETCAinda não há avaliações
- TRW 1917 Promotion Suggestion PDFDocumento69 páginasTRW 1917 Promotion Suggestion PDFSappiETCAinda não há avaliações
- TRW 1915 Promotion Lustro CTD Demobook PDFDocumento11 páginasTRW 1915 Promotion Lustro CTD Demobook PDFSappiETCAinda não há avaliações
- TRW 1951 Education Printingaid PDFDocumento29 páginasTRW 1951 Education Printingaid PDFSappiETCAinda não há avaliações
- TRW 1925 Education Standardno3 PDFDocumento32 páginasTRW 1925 Education Standardno3 PDFSappiETCAinda não há avaliações
- TRW 1915 Promotion Cameo PLT Demobook PDFDocumento11 páginasTRW 1915 Promotion Cameo PLT Demobook PDFSappiETCAinda não há avaliações
- TRW 1927 Education Standardno5 PDFDocumento44 páginasTRW 1927 Education Standardno5 PDFSappiETCAinda não há avaliações
- TRW 1910 Promotion Newideas PDFDocumento11 páginasTRW 1910 Promotion Newideas PDFSappiETCAinda não há avaliações
- TRW 1924 Education Standardno2 PDFDocumento43 páginasTRW 1924 Education Standardno2 PDFSappiETCAinda não há avaliações
- TRW 1962-1964 Advertising Sdwarren PDFDocumento18 páginasTRW 1962-1964 Advertising Sdwarren PDFSappiETCAinda não há avaliações
- TRW 1925 Education Letsbemisers PDFDocumento63 páginasTRW 1925 Education Letsbemisers PDFSappiETCAinda não há avaliações
- TRW 1923 Education Warren Monthly Junejuly PDFDocumento45 páginasTRW 1923 Education Warren Monthly Junejuly PDFSappiETCAinda não há avaliações
- TRW 1923 Education Warren Monthly Febmarch PDFDocumento35 páginasTRW 1923 Education Warren Monthly Febmarch PDFSappiETCAinda não há avaliações
- TRW 1957-1964 Advertising Yearbook PDFDocumento22 páginasTRW 1957-1964 Advertising Yearbook PDFSappiETCAinda não há avaliações
- TRW 1924 Education Standardno1 PDFDocumento43 páginasTRW 1924 Education Standardno1 PDFSappiETCAinda não há avaliações
- TRW 1923 Education Chemistry PDFDocumento12 páginasTRW 1923 Education Chemistry PDFSappiETCAinda não há avaliações
- TRW 1961-1962 Advertising Bookpaper PDFDocumento8 páginasTRW 1961-1962 Advertising Bookpaper PDFSappiETCAinda não há avaliações
- TRW 1922 Education Warren Monthly Jan PDFDocumento21 páginasTRW 1922 Education Warren Monthly Jan PDFSappiETCAinda não há avaliações
- TRW 1959-1961 Advertising Sdwarren PDFDocumento29 páginasTRW 1959-1961 Advertising Sdwarren PDFSappiETCAinda não há avaliações
- TRW 1943-1945 Advertising Sdwarren PDFDocumento25 páginasTRW 1943-1945 Advertising Sdwarren PDFSappiETCAinda não há avaliações
- TRW 1940-1956 Advertising Yearbook PDFDocumento23 páginasTRW 1940-1956 Advertising Yearbook PDFSappiETCAinda não há avaliações
- TRW 1946-1956 Advertising Sdwarren PDFDocumento19 páginasTRW 1946-1956 Advertising Sdwarren PDFSappiETCAinda não há avaliações
- TRW 1955-1964 Advertising Fotoplate PDFDocumento20 páginasTRW 1955-1964 Advertising Fotoplate PDFSappiETCAinda não há avaliações
- TRW 1941 Advertising Cumberland PDFDocumento12 páginasTRW 1941 Advertising Cumberland PDFSappiETCAinda não há avaliações
- TRW 1939-1942 Advertising Sdwarren PDFDocumento32 páginasTRW 1939-1942 Advertising Sdwarren PDFSappiETCAinda não há avaliações
- Orbitol Motor TMTHWDocumento20 páginasOrbitol Motor TMTHWRodolfo ErenoAinda não há avaliações
- Bravo MRI II Operation ManualDocumento45 páginasBravo MRI II Operation ManualLuis100% (1)
- AIR Conditioner: Owner'S ManualDocumento52 páginasAIR Conditioner: Owner'S Manualashley diazAinda não há avaliações
- EDS-A-0101: Automotive Restricted Hazardous Substances For PartsDocumento14 páginasEDS-A-0101: Automotive Restricted Hazardous Substances For PartsMuthu GaneshAinda não há avaliações
- Manual of Sensorless Brushless Motor Speed Controller: Pentium SeriesDocumento4 páginasManual of Sensorless Brushless Motor Speed Controller: Pentium Seriesfosavo5839Ainda não há avaliações
- BIF-V Medium With Preload: DN Value 130000Documento2 páginasBIF-V Medium With Preload: DN Value 130000Robi FirdausAinda não há avaliações
- Statics: Vector Mechanics For EngineersDocumento39 páginasStatics: Vector Mechanics For EngineersVijay KumarAinda não há avaliações
- Diagnosis of TrypanosomiasisDocumento82 páginasDiagnosis of TrypanosomiasisDrVijayata Choudhary100% (1)
- Javanese PeopleDocumento22 páginasJavanese PeopleDenisaAinda não há avaliações
- ELS 06 Maret 223Documento16 páginasELS 06 Maret 223Tri WinarsoAinda não há avaliações
- Resume: Satyam KumarDocumento3 páginasResume: Satyam KumarEr Satyam Kumar KrantiAinda não há avaliações
- IBM BladeCenter S RedBookDocumento36 páginasIBM BladeCenter S RedBookGuillermo García GándaraAinda não há avaliações
- ETR Series: A Full Spectrum of Products To Solve Your Application NeedsDocumento106 páginasETR Series: A Full Spectrum of Products To Solve Your Application Needs周小安Ainda não há avaliações
- Esterification Oil of WintergreenDocumento8 páginasEsterification Oil of WintergreenMaria MahusayAinda não há avaliações
- Optik: Original Research ArticleDocumento6 páginasOptik: Original Research ArticlesimarpreetAinda não há avaliações
- ARK - Intel® Core™ I3-370m Processor (3M Cache, 2Documento3 páginasARK - Intel® Core™ I3-370m Processor (3M Cache, 2Delzi Guindra AdriAinda não há avaliações
- Asaali - Project Estimation - Ce155p-2 - A73Documento7 páginasAsaali - Project Estimation - Ce155p-2 - A73Kandhalvi AsaaliAinda não há avaliações
- Bulk Material/Part Ppap Process Checklist / Approval: Required?Documento32 páginasBulk Material/Part Ppap Process Checklist / Approval: Required?krds chidAinda não há avaliações
- GBJ0232 - en GLX 3101 T2Documento43 páginasGBJ0232 - en GLX 3101 T2mnbvqwert100% (2)
- Birla MEEP Op ManualDocumento43 páginasBirla MEEP Op ManualAshok ChettiyarAinda não há avaliações
- Test7 PointersDocumento16 páginasTest7 PointersPratibha DwivediAinda não há avaliações
- Case 445Documento4 páginasCase 445ForomaquinasAinda não há avaliações
- Contoh CV / Daftar Riwayat HidupDocumento2 páginasContoh CV / Daftar Riwayat HiduprusmansyahAinda não há avaliações
- Keyword 4: Keyword: Strength of The Mixture of AsphaltDocumento2 páginasKeyword 4: Keyword: Strength of The Mixture of AsphaltJohn Michael GeneralAinda não há avaliações
- Isulat Lamang Ang Titik NG Tamang Sagot Sa Inyong Papel. (Ilagay Ang Pangalan, Section atDocumento1 páginaIsulat Lamang Ang Titik NG Tamang Sagot Sa Inyong Papel. (Ilagay Ang Pangalan, Section atMysterious StudentAinda não há avaliações