Você também pode gostar
- Wear: Treatise on Materials Science and Technology, Vol. 13No EverandWear: Treatise on Materials Science and Technology, Vol. 13Ainda não há avaliações
- Lower cost FRP baffle panel for structural wallsDocumento2 páginasLower cost FRP baffle panel for structural wallsLoay Al-SabbaghAinda não há avaliações
- ASTM Volume 04.10, July 2016 Wood: Standard Number TitleDocumento3 páginasASTM Volume 04.10, July 2016 Wood: Standard Number TitleVila Marchant CristianAinda não há avaliações
- O Line KTS KatalogDocumento152 páginasO Line KTS KatalogJohan ConradieAinda não há avaliações
- Thermal Conductivity Test-PUDocumento2 páginasThermal Conductivity Test-PUshazeb aliAinda não há avaliações
- CompositeDocumento68 páginasCompositeSalih KaracaAinda não há avaliações
- CACRC Comittee InformationDocumento23 páginasCACRC Comittee InformationBebi VatanenAinda não há avaliações
- Astm D494Documento3 páginasAstm D494Jony Gutiérrez Abanto0% (1)
- Kevlar Cut Protection TestingDocumento6 páginasKevlar Cut Protection Testingalvares90Ainda não há avaliações
- Sist en 312 2011Documento10 páginasSist en 312 2011shiv kumarAinda não há avaliações
- The Challenge of CFRDocumento6 páginasThe Challenge of CFRAnonymous DXepPA3McAinda não há avaliações
- Downloaded Spec Details Conductive EMI GasketsDocumento22 páginasDownloaded Spec Details Conductive EMI GasketsAndra AndreAinda não há avaliações
- ASTEM D955 00 - Standard Test Method of Measuring Shrinkage From Mold Dimensions of Thermoplastics PDFDocumento5 páginasASTEM D955 00 - Standard Test Method of Measuring Shrinkage From Mold Dimensions of Thermoplastics PDFAndre Rodriguez SpirimAinda não há avaliações
- DC 781 Acetoxy SealantDocumento3 páginasDC 781 Acetoxy SealantL.S.Ainda não há avaliações
- 5.2 Verification Method ListingDocumento4 páginas5.2 Verification Method ListingAmir BorhanipourAinda não há avaliações
- Apparent Bending Modulus of Plastics by Means of A Cantilever BeamDocumento6 páginasApparent Bending Modulus of Plastics by Means of A Cantilever Beamuzzy2Ainda não há avaliações
- ASTM D 2851-98 - Liquid Optical AdhesiveDocumento3 páginasASTM D 2851-98 - Liquid Optical AdhesiveBatAinda não há avaliações
- Mechanical Tests (Batch 3)Documento82 páginasMechanical Tests (Batch 3)Myster ReilousAinda não há avaliações
- Adhesive Systems Used in The European Pa PDFDocumento14 páginasAdhesive Systems Used in The European Pa PDFRahul Rana100% (1)
- Ash in A Graphite Sample: Standard Test Method ForDocumento2 páginasAsh in A Graphite Sample: Standard Test Method Forguadalupegomezperez100% (2)
- Astm D792-20Documento6 páginasAstm D792-20Александр ЛAinda não há avaliações
- Technical Details of 24 Fibre (g652d)Documento2 páginasTechnical Details of 24 Fibre (g652d)ahmedshah512Ainda não há avaliações
- Stiffness Properties of Plastics As A Function of Temperature by Means of A Torsion TestDocumento11 páginasStiffness Properties of Plastics As A Function of Temperature by Means of A Torsion TestCristian DíazAinda não há avaliações
- Astm 4935Documento15 páginasAstm 4935AishwaryaMenonAinda não há avaliações
- Mil PRF 32440B - Amendment 1Documento17 páginasMil PRF 32440B - Amendment 1eiearjun100% (1)
- DGS 2020-003 REV 2 - Wood & PlasticsDocumento11 páginasDGS 2020-003 REV 2 - Wood & PlasticscarloAinda não há avaliações
- Fibre Reinforced Plastics 124Documento6 páginasFibre Reinforced Plastics 124RajaramAinda não há avaliações
- Aircraft and Support Equipment Polyurethane Coating SpecificationDocumento24 páginasAircraft and Support Equipment Polyurethane Coating SpecificationmurphygtAinda não há avaliações
- Flexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureDocumento5 páginasFlexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureNurul Lailatul MuzayadahAinda não há avaliações
- Carbon Fibre PDFDocumento13 páginasCarbon Fibre PDFmarianaAinda não há avaliações
- Weather Resistance of Plastics EN (1508 R3)Documento10 páginasWeather Resistance of Plastics EN (1508 R3)Raja Sekaran SajjaAinda não há avaliações
- Degree of Cure by DSC MethodDocumento1 páginaDegree of Cure by DSC MethodVishwanadhAinda não há avaliações
- D198 PDFDocumento20 páginasD198 PDFArnold RojasAinda não há avaliações
- Santoprene Blow Molding Guide EnpdfDocumento23 páginasSantoprene Blow Molding Guide EnpdfNikhil AherAinda não há avaliações
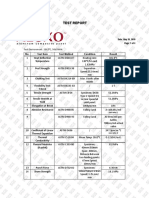
- Test Report: Page: 1 of 4 Date: May 26, 2010Documento4 páginasTest Report: Page: 1 of 4 Date: May 26, 2010rqfsiypisnvabmtusrAinda não há avaliações
- D1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and StructuresDocumento3 páginasD1828-01 (2013) Standard Practice For Atmospheric Exposure of Adhesive-Bonded Joints and Structuresjose floresAinda não há avaliações
- Coated Fab Iso ListDocumento4 páginasCoated Fab Iso ListSte BoydAinda não há avaliações
- An Introduction To PVDF Coatings: Product Data SheetDocumento3 páginasAn Introduction To PVDF Coatings: Product Data SheetAnonymous DJrec2Ainda não há avaliações
- 68 25 Haze Gard I PDFDocumento6 páginas68 25 Haze Gard I PDFshubhendra mishraaAinda não há avaliações
- FRP System0712Documento48 páginasFRP System0712Gajanan GaikwadAinda não há avaliações
- Mil HDBK 728 - 6 PDFDocumento90 páginasMil HDBK 728 - 6 PDFretrospect100050% (2)
- ASTM E132-04 - V - Poisson's Ratio at Room Temperature1Documento4 páginasASTM E132-04 - V - Poisson's Ratio at Room Temperature1Mehdi Gouader100% (1)
- Astm d3330Documento2 páginasAstm d3330Asep Achmad RamdhaniAinda não há avaliações
- Surface Vehicle StandardDocumento5 páginasSurface Vehicle StandardanupthattaAinda não há avaliações
- D 6412 - D 6412m - 99 Rdy0mtivrdy0mtjnDocumento4 páginasD 6412 - D 6412m - 99 Rdy0mtivrdy0mtjnMarceloAinda não há avaliações
- PVC-1091 General Purpose Vinyl Suspension Resin for Pipes & ExtrusionsDocumento1 páginaPVC-1091 General Purpose Vinyl Suspension Resin for Pipes & ExtrusionsGabs GabrielaAinda não há avaliações
- RCAR Bumper Barrier Model For RCAR Structural TestDocumento8 páginasRCAR Bumper Barrier Model For RCAR Structural Testtrev3rAinda não há avaliações
- Scratch Resistance Test BSENISO15182001Documento14 páginasScratch Resistance Test BSENISO15182001Jose Antonio Lucero CruzAinda não há avaliações
- Flatwise Tensile Strength of Sandwich Constructions: Standard Test Method ForDocumento8 páginasFlatwise Tensile Strength of Sandwich Constructions: Standard Test Method ForSana AshfaqueAinda não há avaliações
- Param XLW (PC) Auto Tensile Tester: ProfessionalDocumento3 páginasParam XLW (PC) Auto Tensile Tester: ProfessionalAamirMalik100% (1)
- Test Report: No.: XMCCM150600575A Date: Jun.19, 2015 1 of 3Documento3 páginasTest Report: No.: XMCCM150600575A Date: Jun.19, 2015 1 of 3Phạm MiềuAinda não há avaliações
- Astm D732 Testing Fixture PDFDocumento4 páginasAstm D732 Testing Fixture PDFFajar MapleiAinda não há avaliações
- Guidelines For Analysis, Testing, and Nondestructive Inspection of Impact-Damaged Composite Sandwich StructuresDocumento94 páginasGuidelines For Analysis, Testing, and Nondestructive Inspection of Impact-Damaged Composite Sandwich StructuresMahdiAinda não há avaliações
- D518-99 Standard Test Method For Rubber Deterioration-Surface Cracking PDFDocumento5 páginasD518-99 Standard Test Method For Rubber Deterioration-Surface Cracking PDFรอคนบนฟ้า ส่งใครมาให้ สักคนAinda não há avaliações
- Molybdate and Borate Complexes For Enhanced Cable Compound Fire Performance Technical PaperDocumento7 páginasMolybdate and Borate Complexes For Enhanced Cable Compound Fire Performance Technical PapernilayAinda não há avaliações
- ASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamDocumento29 páginasASTM-3574-11 Flexible Cellular Materials-Slab, Bonded, and Molded Urethane FoamheobukonAinda não há avaliações
- Non-Oriented Fully Process Electrical Steel - ASTMDocumento28 páginasNon-Oriented Fully Process Electrical Steel - ASTMhpham2005Ainda não há avaliações
- ASTM C272 Water Absorption of Core Materials For Sandwich PDFDocumento4 páginasASTM C272 Water Absorption of Core Materials For Sandwich PDFSílvio Xavier SantosAinda não há avaliações
- Mechanism of Crack Growth in Lubricated Rolling - Sliding ContactDocumento9 páginasMechanism of Crack Growth in Lubricated Rolling - Sliding ContactXu WeixingAinda não há avaliações
- SpindleDocumento1 páginaSpindleXu WeixingAinda não há avaliações
- 1.1.14 Damage and Failure of A Laminated Composite PlateDocumento9 páginas1.1.14 Damage and Failure of A Laminated Composite PlateXu WeixingAinda não há avaliações
- An Analytical Model of A Longitudinal-Torsional Ultrasonic TransducerDocumento7 páginasAn Analytical Model of A Longitudinal-Torsional Ultrasonic TransducerXu WeixingAinda não há avaliações
- 235 136Documento4 páginas235 136Xu WeixingAinda não há avaliações
- Analysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessDocumento33 páginasAnalysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessXu WeixingAinda não há avaliações
- AirbusDocumento20 páginasAirbusXu WeixingAinda não há avaliações
- SantopreneT TPV Extrusion Guide and Technical SolutionsDocumento28 páginasSantopreneT TPV Extrusion Guide and Technical SolutionsAristo OnanAinda não há avaliações
- Itmk3 RDocumento4 páginasItmk3 RVc ShekharAinda não há avaliações
- OSTP Product Catalogue All Fitings 2014 Rev0818Documento88 páginasOSTP Product Catalogue All Fitings 2014 Rev0818rock starAinda não há avaliações
- Welder Qualification Test Certificate for Mohan ReddyDocumento2 páginasWelder Qualification Test Certificate for Mohan Reddyvijay100% (1)
- Course Module - Part 3 of 3Documento56 páginasCourse Module - Part 3 of 3utsho das0% (1)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocumento3 páginasWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaAinda não há avaliações
- Stanley Electric Tools Catalog 589 - 22871 PDFDocumento40 páginasStanley Electric Tools Catalog 589 - 22871 PDFRob ZelAinda não há avaliações
- Geosynthetic Institute: GRI Test Method GM19Documento12 páginasGeosynthetic Institute: GRI Test Method GM19HeiderHuertaAinda não há avaliações
- Introduction to Digital Textile PrintingDocumento43 páginasIntroduction to Digital Textile PrintingFranklyn NetoAinda não há avaliações
- SI vs CI Engine ComparisonDocumento2 páginasSI vs CI Engine ComparisonPravin PatilAinda não há avaliações
- Vdma 15390Documento1 páginaVdma 15390Mohammad Sulistiawan100% (1)
- Reinforced Branch Connection Set-On TypeDocumento3 páginasReinforced Branch Connection Set-On Typeedgar paglinawanAinda não há avaliações
- WCL8 (Assembly)Documento1 páginaWCL8 (Assembly)Md.Bellal HossainAinda não há avaliações
- Sae Split Flange s1fs-32 - DWG - 1Documento1 páginaSae Split Flange s1fs-32 - DWG - 1kaliya12Ainda não há avaliações
- INGERSOLL Montagem THB - Fraesen - EN PDFDocumento90 páginasINGERSOLL Montagem THB - Fraesen - EN PDFAlexandre SouzaAinda não há avaliações
- Flue Gas Cooler Brochure - 0 PDFDocumento1 páginaFlue Gas Cooler Brochure - 0 PDFSriram RamanujamAinda não há avaliações
- Improving Die Casting Melt QualityDocumento12 páginasImproving Die Casting Melt QualityCsaba WalczerAinda não há avaliações
- Material Selection For Swimming PoolsDocumento3 páginasMaterial Selection For Swimming PoolsMandar KadamAinda não há avaliações
- Deckdrain S1200NW8 Data SheetDocumento1 páginaDeckdrain S1200NW8 Data SheetsdvsdvdsaAinda não há avaliações
- European Steel and Alloy Grades: 16Mncr5 (1.7131)Documento3 páginasEuropean Steel and Alloy Grades: 16Mncr5 (1.7131)farshid KarpasandAinda não há avaliações
- Ws MetalworkDocumento4 páginasWs MetalworkNicolae James Patre SanchezAinda não há avaliações
- Fccu PDFDocumento2 páginasFccu PDFSumit KaushikAinda não há avaliações
- Spot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesDocumento9 páginasSpot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesAmin MojiriAinda não há avaliações
- Me2207 Manufacturing Technology I Lab ManualDocumento71 páginasMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- 3056-Article Text-9055-1-10-20230119Documento15 páginas3056-Article Text-9055-1-10-20230119Agum GumelarAinda não há avaliações
- Astm E716-94 PDFDocumento5 páginasAstm E716-94 PDFRaúl100% (1)
- TN7-Galvanic Corrosion Rev Aug 2010Documento4 páginasTN7-Galvanic Corrosion Rev Aug 2010Poncho RmzAinda não há avaliações
- Dismantling ProcedureDocumento23 páginasDismantling ProcedureNeil FerrerAinda não há avaliações
- Diseño de Tuberías C-10 Y C-40Documento1 páginaDiseño de Tuberías C-10 Y C-40samuelcordova36Ainda não há avaliações
- Conversion of TimberDocumento3 páginasConversion of TimberHimanshu AgrawalAinda não há avaliações