Você também pode gostar
- Id FanDocumento3 páginasId FanKarthi KeyanAinda não há avaliações
- RWPL TG LP Rotor Replacement Scope of JobDocumento5 páginasRWPL TG LP Rotor Replacement Scope of JobSreekanthMylavarapuAinda não há avaliações
- 2.1.1.1 Boiler-General InspectionDocumento46 páginas2.1.1.1 Boiler-General InspectionSulistyo PujionoAinda não há avaliações
- Shaft Alignment MathDocumento8 páginasShaft Alignment MathJose RattiaAinda não há avaliações
- U#2 Oh Report 2003Documento45 páginasU#2 Oh Report 2003Sony RamaAinda não há avaliações
- Thermal expansion of boilers explainedDocumento5 páginasThermal expansion of boilers explainedThusitha DalpathaduAinda não há avaliações
- BIRKOSIT - Sealing Compound Application ProcedureDocumento1 páginaBIRKOSIT - Sealing Compound Application ProcedureProject Sales CorpAinda não há avaliações
- GE Frame 9E Turbine Stator and Rotor ConstructionDocumento14 páginasGE Frame 9E Turbine Stator and Rotor ConstructionArashAinda não há avaliações
- Turning Gear OperationDocumento9 páginasTurning Gear Operationjavier100% (1)
- Steam Jet EjectorDocumento9 páginasSteam Jet Ejectoraravind100% (1)
- Presentation of Turbine Erection 1Documento42 páginasPresentation of Turbine Erection 1Trung Quan Vo100% (1)
- Commissioning Air PreheaterDocumento14 páginasCommissioning Air Preheaterarvidkumar87060Ainda não há avaliações
- Aux Steam SystemDocumento14 páginasAux Steam Systemsanjeevchhabra100% (1)
- Feed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam AccumulatorsDocumento74 páginasFeed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam Accumulatorsbanukiran sambojuAinda não há avaliações
- OM0401 Overview of Turbine Version GDocumento41 páginasOM0401 Overview of Turbine Version Gمحمد خالدAinda não há avaliações
- O & M Manual Common PagesDocumento34 páginasO & M Manual Common PagesVaibhav Chauhan100% (1)
- Basics of Industrial Heat TransferDocumento12 páginasBasics of Industrial Heat TransferPinaiAinda não há avaliações
- Electrical Lockout Tagout Procedures Mining SafetyDocumento3 páginasElectrical Lockout Tagout Procedures Mining SafetyHakim MiswanAinda não há avaliações
- Number of Units 1. HRSG System SummaryDocumento2 páginasNumber of Units 1. HRSG System SummaryShameer Majeed. AAinda não há avaliações
- Abc SealDocumento8 páginasAbc SealcuraajAinda não há avaliações
- Fans and BlowersDocumento51 páginasFans and BlowersMin ZayarAinda não há avaliações
- Steam TurbineDocumento5 páginasSteam Turbinerashm006ranjanAinda não há avaliações
- TDBFP Manul PDFDocumento266 páginasTDBFP Manul PDFsantoshAinda não há avaliações
- Preventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."Documento7 páginasPreventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."mrinal mandalAinda não há avaliações
- February 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsDocumento4 páginasFebruary 2003 Subject: Troubleshooting Hydraulic Ratchet ProblemsKarim MuhammedAinda não há avaliações
- New Moment WeightDocumento16 páginasNew Moment WeightRaj KiranAinda não há avaliações
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocumento51 páginas2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaAinda não há avaliações
- Alignment of Shaft For Pump and Motor Using DTIDocumento2 páginasAlignment of Shaft For Pump and Motor Using DTIRAMALINGUM BRIAN RUNGEN100% (1)
- Parameter Boiler Drum HRSGDocumento7 páginasParameter Boiler Drum HRSGDwi Mulyanti DwimulyantishopAinda não há avaliações
- Power PlantDocumento14 páginasPower PlantKanna B CoolAinda não há avaliações
- Alignment 1 PDFDocumento2 páginasAlignment 1 PDFmayureshrmahajanAinda não há avaliações
- EPRI TranslateDocumento41 páginasEPRI TranslateMuhammad Reza FahlevyAinda não há avaliações
- Steam Turbine RevampDocumento38 páginasSteam Turbine RevampVILLANUEVA_DANIEL2064100% (1)
- SCH 3A.12 Special Tools &tacklesDocumento3 páginasSCH 3A.12 Special Tools &tacklessrigirisetty208Ainda não há avaliações
- Boiler Notes 2Documento42 páginasBoiler Notes 2Balakrishnan KannanAinda não há avaliações
- Turbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01Documento75 páginasTurbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01elrajilAinda não há avaliações
- SMP - Boiler Prs Part-R02Documento41 páginasSMP - Boiler Prs Part-R02Kathir Siva100% (1)
- STEAM TURBINE Project Training ReportDocumento25 páginasSTEAM TURBINE Project Training ReportShams TabrezAinda não há avaliações
- PSG 02 Issue 01 Dated 20 03 00Documento29 páginasPSG 02 Issue 01 Dated 20 03 00uriiiAinda não há avaliações
- Types of Air Compressors ExplainedDocumento29 páginasTypes of Air Compressors Explainedchdi0% (1)
- 11.SOP Condensate PumpDocumento7 páginas11.SOP Condensate PumpDodik NugrohoAinda não há avaliações
- CompressorsDocumento30 páginasCompressorssabhari_ramAinda não há avaliações
- GE Heavy-Duty Gas Turbine Combustion Inspection GuideDocumento36 páginasGE Heavy-Duty Gas Turbine Combustion Inspection GuideArabyAbdel Hamed SadekAinda não há avaliações
- MM M05 4Documento221 páginasMM M05 4SamuelTrinandoAinda não há avaliações
- Gas Turbine FundamentalsDocumento30 páginasGas Turbine Fundamentalsnaga_raj_19Ainda não há avaliações
- Mechanical MaintenanceDocumento12 páginasMechanical MaintenanceJoniAinda não há avaliações
- Steam TurbineDocumento77 páginasSteam Turbine94gauravAinda não há avaliações
- WHRB Interlocks: S. No Boiler Equipment Logic For InterlocksDocumento2 páginasWHRB Interlocks: S. No Boiler Equipment Logic For InterlocksAmeer MeerAinda não há avaliações
- BFBP Maintenance Instruction For HZB200-430 PDFDocumento30 páginasBFBP Maintenance Instruction For HZB200-430 PDFJuan Jose Mendez GarciaAinda não há avaliações
- Guide To General Purpose Steam TurbinesDocumento7 páginasGuide To General Purpose Steam TurbinessppramAinda não há avaliações
- Gas Turbine - PDFDocumento214 páginasGas Turbine - PDFSreepriodas RoyAinda não há avaliações
- Pipe Strain Check ProcedureDocumento1 páginaPipe Strain Check Procedurekamal arabAinda não há avaliações
- Manual for Induction Motors and Generators Alignment GuideDocumento2 páginasManual for Induction Motors and Generators Alignment GuideMuhammed SulfeekAinda não há avaliações
- 57-62 1m809 - Eng72dpiDocumento6 páginas57-62 1m809 - Eng72dpiAbhinav TewariAinda não há avaliações
- Boiler TrainingDocumento21 páginasBoiler TrainingYadav GaneshAinda não há avaliações
- Uk-Standard Asme Bladder AccumulatorDocumento3 páginasUk-Standard Asme Bladder AccumulatorRamin SoadAinda não há avaliações
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreAinda não há avaliações
- Flushing Air Conditioner ProcedureDocumento3 páginasFlushing Air Conditioner Proceduredimchien100% (1)
- Standard Erection Manual (Boiler Auxiliaries) PDFDocumento222 páginasStandard Erection Manual (Boiler Auxiliaries) PDFharpreetresearchAinda não há avaliações
- Install and operate Series 4280 motor mounted pumpDocumento4 páginasInstall and operate Series 4280 motor mounted pumpLokesh ModemzAinda não há avaliações
- Effects of Reduced Bed TemperatureDocumento67 páginasEffects of Reduced Bed TemperatureKarthi KeyanAinda não há avaliações
- CLDocumento13 páginasCLspicycartoonAinda não há avaliações
- Characterization of Ash DepostionDocumento11 páginasCharacterization of Ash DepostionKarthi KeyanAinda não há avaliações
- Cs 31411414Documento4 páginasCs 31411414IJMERAinda não há avaliações
- Bhel EsvDocumento4 páginasBhel EsvKarthi Keyan100% (1)
- Grindability Index (HGI)Documento16 páginasGrindability Index (HGI)harishkumar.ravichandranAinda não há avaliações
- A World Leader in Boiler Technology PDFDocumento16 páginasA World Leader in Boiler Technology PDFKarthi KeyanAinda não há avaliações
- Brochure Air Cooled CondenserDocumento8 páginasBrochure Air Cooled CondenserFathur Rahman Handoko100% (1)
- PDFDocumento31 páginasPDFKarthi KeyanAinda não há avaliações
- Part C: Energy Units and Conversions: Energy Conversion Table HeatDocumento1 páginaPart C: Energy Units and Conversions: Energy Conversion Table HeatKarthi KeyanAinda não há avaliações
- Boiler Operation and ControlDocumento99 páginasBoiler Operation and Controlwassli100% (1)
- Turbine Speed CalculationsDocumento4 páginasTurbine Speed CalculationsNoha HassanAinda não há avaliações
- 2012年3月汽轮机油TSA32、alstom standard获得阿尔斯通(ALSTOM)认证Documento20 páginas2012年3月汽轮机油TSA32、alstom standard获得阿尔斯通(ALSTOM)认证Karthi KeyanAinda não há avaliações
- GeneratorDocumento95 páginasGeneratorKarthi KeyanAinda não há avaliações
- Water Analysis Report For 06.05.2012Documento1 páginaWater Analysis Report For 06.05.2012Karthi KeyanAinda não há avaliações
- 2009-2010 Annual ReportDocumento17 páginas2009-2010 Annual ReportKarthi KeyanAinda não há avaliações
- Plant Heat Rate at Ibpl 63mw On 1.7.13Documento5 páginasPlant Heat Rate at Ibpl 63mw On 1.7.13Karthi KeyanAinda não há avaliações
- Appreciation LetterDocumento1 páginaAppreciation LetterKarthi KeyanAinda não há avaliações
- 2011-2012 Annual ReportDocumento24 páginas2011-2012 Annual ReportKarthi KeyanAinda não há avaliações
- PumpDocumento161 páginasPumpbharatonkarAinda não há avaliações
- Fire Load CalculationDocumento6 páginasFire Load CalculationNizar Mohamed75% (8)
- Measure Airfoil Lift & PressureDocumento11 páginasMeasure Airfoil Lift & PressureDiego MaresAinda não há avaliações
- Field ParameterDocumento2 páginasField ParameterKarthi KeyanAinda não há avaliações
- 2010-2011 Annual ReportDocumento28 páginas2010-2011 Annual ReportKarthi KeyanAinda não há avaliações
- New Annual Report 222Documento18 páginasNew Annual Report 222Karthi KeyanAinda não há avaliações
- Pump Gland PackingDocumento2 páginasPump Gland PackingKarthi KeyanAinda não há avaliações
- 2011-2013 ReportDocumento8 páginas2011-2013 ReportKarthi KeyanAinda não há avaliações
- Maintaining Vibrating Screens at Thermal Power PlantDocumento1 páginaMaintaining Vibrating Screens at Thermal Power PlantKarthi KeyanAinda não há avaliações
- Air Leakage Arrest Planning at Unit-3Documento2 páginasAir Leakage Arrest Planning at Unit-3Karthi KeyanAinda não há avaliações
- Bag Filter CHPDocumento1 páginaBag Filter CHPKarthi KeyanAinda não há avaliações
- Plain Bearings Made From Engineering PlasticsDocumento44 páginasPlain Bearings Made From Engineering PlasticsJani LahdelmaAinda não há avaliações
- Lab 8 - LP Modeling and Simplex MethodDocumento8 páginasLab 8 - LP Modeling and Simplex MethodHemil ShahAinda não há avaliações
- Primary Reformer TubesDocumento10 páginasPrimary Reformer TubesAhmed ELmlahyAinda não há avaliações
- VHDL ExperimentsDocumento55 páginasVHDL Experimentssandeepsingh93Ainda não há avaliações
- Use Jinja2 To Create TemplatesDocumento44 páginasUse Jinja2 To Create TemplatesmAinda não há avaliações
- Bond Enthalpies 1 QPDocumento8 páginasBond Enthalpies 1 QPRabia RafiqueAinda não há avaliações
- Grade 4 Maths 1Documento4 páginasGrade 4 Maths 1tmunyonho18Ainda não há avaliações
- Criteria Cogni+Ve Ap+Tude Style Free Test: AssessmentdayDocumento15 páginasCriteria Cogni+Ve Ap+Tude Style Free Test: AssessmentdayRahul SharmaAinda não há avaliações
- VPRS-4300D Catalogue PDFDocumento4 páginasVPRS-4300D Catalogue PDFHoàngTrầnAinda não há avaliações
- Experiment List (FEE)Documento5 páginasExperiment List (FEE)bpkeleAinda não há avaliações
- Irfp4768Pbf: Application V 250V R 14.5M 17.5M I 93ADocumento9 páginasIrfp4768Pbf: Application V 250V R 14.5M 17.5M I 93AKrishna InamdarAinda não há avaliações
- Cot 2018-2019Documento11 páginasCot 2018-2019Crush Na Crush KitaAinda não há avaliações
- Eclipse RCPDocumento281 páginasEclipse RCPjpradeebanAinda não há avaliações
- EC424 Monetary Economics (Michaelmas Term) Additional QuestionsDocumento5 páginasEC424 Monetary Economics (Michaelmas Term) Additional QuestionsSteamPunkAinda não há avaliações
- Experiment03 PCM-DecodingDocumento10 páginasExperiment03 PCM-DecodingMary Rose P Delos SantosAinda não há avaliações
- 2 Fourier and Wavelet Transforms: 2.1. Time and Frequency Representation of SignalsDocumento25 páginas2 Fourier and Wavelet Transforms: 2.1. Time and Frequency Representation of SignalszvjpAinda não há avaliações
- Chapter 5: Work, Energy and PowerDocumento4 páginasChapter 5: Work, Energy and PowerPriyaa JayasankarAinda não há avaliações
- FO1Documento5 páginasFO1YunanAinda não há avaliações
- Lectures Chpter#4 MOSFET of Sedra Semith (Micro Electronic Circuits)Documento170 páginasLectures Chpter#4 MOSFET of Sedra Semith (Micro Electronic Circuits)Ahmar NiaziAinda não há avaliações
- EDOC-Benefits & Advantages of Applying Externally Gapped Line ArrestersDocumento20 páginasEDOC-Benefits & Advantages of Applying Externally Gapped Line ArrestersEl Comedor BenedictAinda não há avaliações
- CH 26Documento22 páginasCH 26syedumair2003Ainda não há avaliações
- Propulsion ResistanceDocumento14 páginasPropulsion ResistanceEduardo LopesAinda não há avaliações
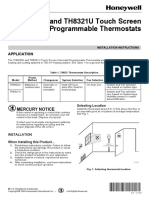
- Honeywell VisionPro 8000 Install Manual 69-1706Documento20 páginasHoneywell VisionPro 8000 Install Manual 69-1706electrician 15Ainda não há avaliações
- Basic Concepts: ProbabilityDocumento32 páginasBasic Concepts: ProbabilityJhedzle Manuel BuenaluzAinda não há avaliações
- Celda Carga - KIS-2BA - 5KNDocumento4 páginasCelda Carga - KIS-2BA - 5KNJosé TimanáAinda não há avaliações
- Report Navigation Prashanth RamadossDocumento1 páginaReport Navigation Prashanth RamadossaustinvishalAinda não há avaliações
- Deep Glow v1.4.6 ManualDocumento6 páginasDeep Glow v1.4.6 ManualWARRIOR FF100% (1)
- Blockaura Token 3.1: Serial No. 2022100500012015 Presented by Fairyproof October 5, 2022Documento17 páginasBlockaura Token 3.1: Serial No. 2022100500012015 Presented by Fairyproof October 5, 2022shrihari pravinAinda não há avaliações
- Week 2Documento11 páginasWeek 2KISHAAinda não há avaliações
- FY&ZM JofHY (ASCE) 1943-7900Documento12 páginasFY&ZM JofHY (ASCE) 1943-7900DM1988MM1Ainda não há avaliações