Escolar Documentos
Profissional Documentos
Cultura Documentos
p4 141588
Enviado por
liz_st_07Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
p4 141588
Enviado por
liz_st_07Direitos autorais:
Formatos disponíveis
Nombre
estudiante:
Lizeth
Ivett
Reyes
Espinosa
ID:
141588
Laboratorio
de
Materiales
para
Ingeniera
Martes
26
de
Marzo
Martes
7
de
Mayo
de
2013
a
las
15:00
horas
Prctica
No.4
Nombre
de
la
prctica:
Tratamientos
Trmicos
Correo
electrnico:
lizeth.reyesea@udlap.mx
Seccin
01
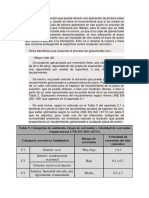
Descripcin Se conoce como tratamiento trmico al conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad, presin etc, de los metales o las aleaciones en estado slido, con el fin de mejorar sus propiedades mecnicas, especialmente la dureza, la resistencia y la elasticidad. Los aceros se dividen se acuerdo al porcentaje de carbono que contienen: .02 ------- .4 ------- .8 -------- .2.1 bajo medio alto Entre los tratamientos trmicos que podemos encontrar: 1)Temple-Revenido: Para aceros de medio y alto contenido de carbn. Consiste en calentar a temperatura de recristalizacin o austerizacin y enfriar rpidamente. Con este tratamiento se pretende aumentar la dureza y resistencia del material. Mtodos para enfriar -Agua: es el mtodo ms violento, se obtiene la mayor dureza del acero, el agua debe estar a 50oC para evitar el choque trmico. Se usa para aceros tipo 10.. -Salmuera: no causa tanto esfuerzos internos, el acero se vuelve qumicamente ms dbil, tambin debe estar a 50oC y se usa para aceros tipo 10... -Aceite: especial para tratamiento trmico (para disipar el calor) . -Aire: debe ser a presin con un compresor 4-6 kg/cm2. -Baos de sales: para piezas muy delicadas y tambin se utiliza para cromo. Se utiliza un horno principial y un horno de crisol en el cual se le ponen las sales inertes (que no atacan al acero). El tiempo de espera en el horno del Temple de 15 minutos por pulgada. Revenido: inmediatamente de que se enfra, se vuelve a calentar de 100-600 oC y se deja dentro del horno de 1 a 2 hrs. Despus se saca y se deja enfriar al aire calmado. La
finalidad del revenido es suavizar los puntos y reacomodar los granos y se puede bajar la dureza. 2)Recocido: se aplica para todos los aceros (bajo,medio, alto, aleados, no aleados). Consiste en calentar y enfriar lentamente y sirve para ablandar el material. El recocido se hace de tres maneras dependiento del horno: a)Horno Programable: Se calienta hasta cierto punto (temperatura), se deja a una temperatura consistente por cierto tiempo y al final se va enfriando poco a poco, hasta llegar a la temperatura ambiente. Tarda hasta 5 das en enfrar. Depende de la aleacin y de la calidad que se le quiera dar . Son tratamientos muy caros porque usan electricidad, tarda mucho tiempo pero se obtiene una blandura formidable (el 99.9% de material blando). b)Horno de cmara: Se deja el material 24 horas, despus se saca la pieza obtenindose 60-70% blando. Puede haber posiblidad muy remota de fisura (alrededor de 5%). c)Cal: Se calienta la pieza al rojo vivo de 6 a 8 horas, se seca y se mete en cal. Se obtiene de 40-50% blando. El problema es que mucha parte dura queda en la superficie y al quitar una capa queda esparcido lo duro y lo blando en toda la pieza. Un problema muy severo que se presenta es la presencia de oxgeno en el acero, ya que este le hace mucho dao, por lo tanto se busca proteger el material de la descarburizacin. Para evitarlo se usan 3 mtodos: -Horno de Atm controlada: tiene dos llaves, la de arriba abre y la de abajo inyecta los gases inertes, el ms comn es el Argn. Se inyecta el gas y este va subiendo, desplazando el oxgeno. La pieza entra plateada y sale plateada, lo que indica que no hubo descarburizacin. -Horno de vaco: se utiliza una bomba, la cual va sacando el oxgeno. La pieza entra plateada y sale griscea,debido a que no eciste vaco perfecto , pero sta microdecarburizacin no afecta a la pieza. Adems son muy caros estos procesos. -Papel peridico: se toma la pieza y se subre perfectamente, la desventaja de este mtodo es que lo mximo que dura en el horno son 30 minutos y es para piezas pequeas. Estos 3 mtodos se aplican en el temple, mientras que el revenido es sin quitar carbono.
3)Cementado o Carburizado : sirve para endurecer aceros de bajo % de C, es superficial. La mxima profundidad de cementar es de 2 mm y la dureza que se puede alcanzar es de 65 RHC La forma puede ser : *Slido.- Se utiliza horno de cmara y pellets (pedacitos de material con formas conocidas). Va de los 900-1100 oC por periodos de 1 a 2 horas. El carbono penetra dentro del acero mximo 2 mm. *Lquido.- Se usa horno de crisol, que es una cubeta a la que se le hechan las sales NaCl, SiCO2, CaCO y al calentarse a 800-850 oC, las sales se vuelve lquidas. Se deja colgando con un hilito la pieza, se requiere de 1 hora para obtener de .4 a .5 mm de profundidad de cementado. Sacamos, enfriamos y se manda a revenido. Todos alcanzan la dureza 67 RHC. *Gaseoso.- Se usa horno de flance directa, se pueden utilizar los gases metano, etano, propano y butano. Se requiere un periodo de 6 horas a 900 o C para obtener de 1 mm de profundidad de cementado. 4)Nitrurado: Se mete un gas (N2) y hace una superficie altamente dura. Caractersticas de los aceros 1. El material debe estar previamente Templado-Revenido (duro) por que el N2 no se agarra a materiales blandos. 2. Debe soportar la temperatura de 500-520oC sin perder la dureza. Se usa el horno de nitrurado, se le agrega el amoniaco (lquido), empieza a caer y se vuelve gas. Se debe dejar 24 horas para obtener .3mm de profundidad de nitrurado 48 horas para .4 mm de profundidad y una dureza 67 RHC. La razn de usar un material nitrurado, es para aumentar la resistencia a la corrosin. El trabajo en el laboratorio consisti en pruebas de dureza, prueba de tensin y por ltimo metalografa. Se usaron 3 probetas: una sin tratamiento trmico, una probeta recocida 24 horas, y una probeta templada, a la cual se le aplic el mtodo del peridico para evitar la descarburizacin, fue metida al horno de 15-20 minutos. Se les tom las medidad iniciales de dimetro y longitud en la zona de prueba . Prueba de Dureza. A las 3 probetas se les hizo la pequea prueba con la lima para determinar que escala se iba a usar; la probeta sin tratamiento trmico y la recocida fueron escala B, y la templada result escala C. Posteriormente se colocaron las pesas correspondientes a la escala RHB en el durmetro (hasta tener 100 kg de carga total), se coloc el penetrador ball y se ajust sobre el soporte rgido la base que contendra a la probeta. Se calibr el durmetro en la escala
roja y en nmero 30, apretndose despus el gatillo y jalando la palanca de regreso para poder leer la cantidad obtenida. Este mismo procedimiento se realiz para la probeta sin tratamiento trmico y la probeta recocida. En el caso de la probeta templada, se colocaron los 150 kg de carga total (por ser escala RHC), se coloc el penetrador diamante realizndose el procedimiento antes mencionado. Calibrndose el durmetro en la escala negra y en el nmero 0. Despus de apretar el gatillo y regresar la palanca, se ley la cantidad. A cada probeta se le hicieron 3 huellas. Prueba de Tensin En una mquina universal electrnica se colocaron las probetas para que a cada una se le hiciera la prueba de tensin. La probeta se coloc en las mordazas en la zona de agarre y con el control se ajustan las palancas de apertura y cierre de las mordazas para que sujeten bien a la probeta. En la computadora se registran los datos de cada probeta (longitud y dimetro iniciales), se debe colocar una precarga para tratar de eliminar las diferentes irregularidades de sujecin y se procede a poner todos los dems valores en 0, para que empieza con la prueba. Se puso el valor de 200kN en velocidad de carga. Al darle start en la computadora, las mordazas empiezan a jalar con determinada fuerza la probeta, hasta que llegan a romperse. Al finalizar se imprime el diagrama de esfuerzo vs deformacin para observar el esfuerzo de fractura o ruptura. Se quita la probeta de las mordazas para despus medir la longitud final y el dimetro final en el cuello de botella que se form. El mismo procedimiento se sigue para todas las probetas. Solo se cambian los datos iniciales de cada probeta, tambin los diagramas sern diferentes, porque el comportamiento cambiar debido al tratamiento trmico al que fue sometido cada probeta. La probeta sin tratamiento trmico y la recocida s presentaron cuello de botella, mientras que la probeta templada ni siquiera se rompi ni form cuellos de botella, solo tuvo una pequea ruptura en la zona de agarre, esto debido a que se trata de un acero muy duro; martensita. Metalografa Para hacer la metalografas, de cada probeta se cort un pedazo de probeta para que fuera ms fcil su manipulacin. Posteriormente se coloca dentro del cilindro de la prensa de montar manual, junto con las cantidades correctas de baquelita. La cara a observar se pone boca abajo. La temperatura y presin aplicada producen una fuerte adhesin de la baquelita a la muestra, proporcionando un tamao uniforme, convenientes para manipular las muestras en operaciones posteriores.
Se realizan los cuatro pasos de la metalografa: -Lijado: donde se lija la cara a observar (ya en la baquelita), pasando por las cuatro lijas; la de 240, 320, 400 y 600 m -Pulido: se pasa por la pulidora a la que se le agrega .3 m de almina, y posteriormente a la de .05 m para un pulido fino. -Ataque: como se trata de aceros, el ataque se realiza con nital al 5% (5% cido ntrico , 95% alcohol etlico) de 3 a 6 segundos. -Observacin: una vez que la pieza est seca se procede a colocarla en el metaloscopio, para observar las fronteras o lmites de grano y las microestructuras que componen a cada probeta. Lo que se espera observar en la de sin tratamiento trmico son las fibras de cementita, en la recocida es el sandwich de cementita/ferrita/cementita/ferrita/cementita y en la templada la martensita (lo claro) y la austenita De igual forma, se realizaron las metalografas para cada probeta. Tabla de Datos y Resultados Tabla1: Probetas Probeta Pruebas de Dimetro Dimetro Longitud Longitud Dureza Inicial Final Inicial Final Sin T.T 74 RHB 11.75 mm 7.8 mm 50 mm 67.1 mm 73+1 RHB 74+1 RHB Recocida 67 RHB 12.5 mm 8.36 mm 50 mm 67.15 mm 66+1 RHB 63+1 RHB Templada 45+1 RHC 13.05mm ------------ 50 mm ------------ 47+1 RHC No hubo dimetro ni longitud final, debido a que no se rompi la probeta, no sucedi nada en la zona de prueba 50+1 RHC
Fotos/Diagramas La mquina para la prueba de tensin y la forma cmo trabajan se muestran en las siguientes imgenes
Las probetas despus de las pruebas de dureza
Sin Tratamiento trmico Recocida Templada
Las probetas despes de la prueba de tensin
Sin tratamiento trmico Recocida
Templada (no se rompi)
Metalografas
Sin tratamiento trmico Recocida
Templada
Microestructuras Sin tratamiento Trmico
Vista longitudinal de probeta sin tratamiento trmico.
Vista frontal de probeta sin tratamiento trmico. Donde lo blanco es ferrita y lo negro perlita (la cual se conforma por perlita y cementita). Recocido
Vista longitudinal de probeta recocida
Templada
Vista frontal de probeta recocida.
Vista longitudinal de probeta templada.
Diagramas
Acero Sin Tratamiento Trmico
Acero Recocido
Acero Templado
Conclusiones El empleo de tratamientos trmicos permita lograr las ms diversas caractersticas del acero y sus aleaciones. En consecuencia dichos tratamientos tiene una importancia primordial en la distintas fases de fabricacin de la industria moderna. Con el tratamiento trmico adecuado se puede reducir los esfuerzos internos, el tamao del grano, incrementar la tenacidad o producir una superficie dura con un interior dctil De los tratamiento trmicos vistos: El temple endurece aceros de medio y alto porcentaje de carbono y se aumenta la dureza y resistencia de un material, mientras que el revenido suaviza los picos de la martensita y reacomoda los granos pero puede bajar la dureza de la pieza o material adems no requiere descarburizar. El recocido ablanda materiales, dependiendo del horno que se use, ser el porcentaje de ablandamiento; el horno programable da un ablandamiento de 99.9 % y sirve para todos los aceros. El cementado endurece los aceros y no se necesita evitar la descarburizacin. El mejor cementado para piezas muy grandes es del tipo gaseoso. Por ltimo el nitrurado aumenta la dureza , la resistencia a la corrosin y la resistencia a la friccin dado que se satura la superficie de nitrgeno. Los procedimientos en los tratamientos trmicos son muy numerosos y variados segn el fin que se pretende conseguir. La gran cantidad de tratamientos trmicos, las distintas aleaciones y sus reacciones y las diferentes exigencias tcnicas requieren soluciones y conocimientos profundos de la materia. El tratamiento trmico pretende endurecer o ablandar, eliminar las consecuencias de un mecanizado, modificar la estructura cristalina o modificar total o parcialmente las caractersticas mecnicas del material. Como se mencion anteriormente, stos tratamientos han adquirido gran importancia en la industria en general, ya que con las constantes innovaciones se van requiriendo materiales con mayores resistencias tanto al desgaste como a la tensin. El tiempo y la temperatura son los factores principales y hay que fijarlos de antemano de acuerdo con la composicin del acero, la forma y el tamao de las piezas y las caractersticas y propiedades que se desean obtener.
Você também pode gostar
- AfiladoDocumento14 páginasAfiladorywer luna choqueAinda não há avaliações
- 4Documento5 páginas4Angel BuendiaAinda não há avaliações
- Investigación NitalDocumento3 páginasInvestigación NitalAnnia ChávezAinda não há avaliações
- Aleaciones y AmalgamasDocumento2 páginasAleaciones y AmalgamasKaty VásconezAinda não há avaliações
- Propiedades de MineralesDocumento25 páginasPropiedades de MineralesEver Clinton Carbajal TafurAinda não há avaliações
- Procesamiento de MineralesDocumento9 páginasProcesamiento de MineralesannaAinda não há avaliações
- Solucionario Anexo II - 2Documento13 páginasSolucionario Anexo II - 2aleph314Ainda não há avaliações
- Uso de ZincDocumento7 páginasUso de ZincSandra Jara CcoaAinda não há avaliações
- F. T. Dureza MC 114Documento44 páginasF. T. Dureza MC 114JOSE LUIS SEGUNDO MANAYAYAinda não há avaliações
- Designación Aceros Normas Aisi - DinDocumento9 páginasDesignación Aceros Normas Aisi - DinRaúl EduardoAinda não há avaliações
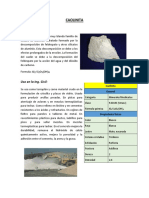
- CAOLINITADocumento3 páginasCAOLINITAThony Rodriguez UrbanoAinda não há avaliações
- SkarnDocumento21 páginasSkarnJhair SRAinda não há avaliações
- Cuestionario de MaterialesDocumento6 páginasCuestionario de MaterialesSebastian SimbañaAinda não há avaliações
- Procesos Tecnológicos para La Obtención de AceroDocumento15 páginasProcesos Tecnológicos para La Obtención de AceroJesús Andany Zepeda GarcíaAinda não há avaliações
- Muestreo Por Astillas - Willian Dominguez - InG. MINAS - UNASAMDocumento26 páginasMuestreo Por Astillas - Willian Dominguez - InG. MINAS - UNASAMWill DominguezAinda não há avaliações
- Cuerpo Tesis Realidad ProblematicaDocumento27 páginasCuerpo Tesis Realidad Problematicaedcarchv100% (1)
- CorteDocumento40 páginasCorteJose Andres Jimenez CasallasAinda não há avaliações
- Ariel Homero Chavez Aguilar Elm - 4Documento3 páginasAriel Homero Chavez Aguilar Elm - 4Ariel ChavezAinda não há avaliações
- Aplicacion de Metales en El Diseño IndustrialDocumento13 páginasAplicacion de Metales en El Diseño IndustrialmarianaAinda não há avaliações
- Tarea Semana 5 Geologia y MineralogiaDocumento4 páginasTarea Semana 5 Geologia y MineralogiamauricioAinda não há avaliações
- Monografia de Pachaconas 1Documento12 páginasMonografia de Pachaconas 1Aideli VargasAinda não há avaliações
- Mina Tambomayo-BuenaventuraDocumento4 páginasMina Tambomayo-BuenaventuraManuel Salomon MTAinda não há avaliações
- P-001-LAB-Procedimiento de Analisis de CarbonDocumento5 páginasP-001-LAB-Procedimiento de Analisis de CarbonCarlos DiazAinda não há avaliações
- Evaluación Parcial 1 EnfierraduraDocumento3 páginasEvaluación Parcial 1 EnfierraduraAndrés Liberona Díaz67% (3)
- Exposicion Materiales CeramicosDocumento45 páginasExposicion Materiales CeramicosinsanedragoAinda não há avaliações
- Depósitos de Tipo SkarnDocumento8 páginasDepósitos de Tipo SkarnArturo Valenzuela YquisiAinda não há avaliações
- Semana 8 - AleacionesDocumento4 páginasSemana 8 - AleacionesFrank Chavez LinaresAinda não há avaliações
- ACTIVIDAD 7 Transformación de La MateriaDocumento4 páginasACTIVIDAD 7 Transformación de La MateriaDghazeAinda não há avaliações
- Cuestionario Unidad 3 Procesos de FabricacionDocumento5 páginasCuestionario Unidad 3 Procesos de FabricacionIsrael MataAinda não há avaliações
- Unidad 2Documento22 páginasUnidad 2DX LancerAinda não há avaliações