Escolar Documentos
Profissional Documentos
Cultura Documentos
Hydropower SPA
Enviado por
Luis Aguirre FloresDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Hydropower SPA
Enviado por
Luis Aguirre FloresDireitos autorais:
Formatos disponíveis
www.boehler-welding.
com
CONSUMIBLES DE SOLDADURA PARA CENTRALES HIDROELCTRICAS
www.boehler-welding.com
BHLER WELDING
Durante ms de 80 aos, BHLER WELDING ha sido proveedor de fabricantes de componentes para la industria de generacin de energa. Apoyado por un importante grupo de investigadores y desarrolladores de producto, BHLER WELDING es tambin un proveedor tradicional de metales de soldadura de alta calidad especialmente diseados para la construccin y reparacin de turbinas hidrulicas del tipo Francis, Kaplan y Pelton realizados en 13%Cr 4%Ni o acero inoxidable 316L. Los hilos tubulares metal cored y con flux dan lugar a soluciones de soldadura eficientes. El rango completo de productos para SMAW, GTAW, GMAW y SAW de BHLER WELDING dan lugar a soluciones seguras y libres de problemas. Tenemos referencias excelentes en la construccin de componentes para plantas hidroelctricas. La construccin de componentes de alta tecnologa como son los conductos forzados y bifurcaciones requieren una ingeniera competente y materiales de clase superior. Las combinaciones de arco sumergido hilo/flux de alta resistencia o los electrodos bsicos para vertical descendente BHLER FOX BVD dan lugar a los
requerimientos mecnicos y de seguridad adecuados para tanto la prefabricacin como las uniones de soldadura circunferenciales in-situ. Para la tecnologa de soldadura orbital de conductos y tuberas BHLER WELDING proporciona tambin mejores hilos para GTAW. Es importante remarcar que nuestro extenso rango de productos est alineado a las especificaciones industriales actuales. Como pioneros que somos, estamos actualmente trabajando en estrecha cooperacin con clientes y colaboradores de productos innovadores y soluciones para el futuro. Si este prospecto no responde a todas sus cuestiones, estamos a su disposicin para aconsejarles. Para informacin ms detallada de los consumibles de soldadura indicados y/o nuestro rango completo, por favor, consulten el manual BHLER WELDING o visiten nuestra pgina web www.boehler-welding.com.
www.boehler-welding.com
Gua de seleccin
Procesos de soldeo
Metales base AISI/UNS/ASTM SMAW FCAW GTAW GMAW SAW Pgina
Aceros para tuberas API
Re 210 MPa Re 485 MPa X42-X65 X70, X80 X80 FOX BVD 85 FOX BVD 90 FOX BVD 100 Ti 70 Pipe-FD 4 4 4
Aceros de alta resistencia
Re 485 MPa Re 620 MPa Re 690 MPa A225 Gr. C A517 Gr. A-C USS-T1 FOX EV 65 FOX EV 75 FOX EV 85 Ti 60-FD NiMo 1-IG NiCrMo 2.5-IG NiMo 1-IG X 70-IG 3NiMo 1-UP+BB 24 3NiCrMo 2.5-UP+BB 24 5, 6 5 6
Aceros inoxidables
Levemente martensticos 13Cr 4Ni CA6NM FOX CN 13/4 FOX CN 13/4 SUPRA FOX CN 16/6 M-HD FOX EAS 4 M FOX EAS 4 M-A EAS 4 M-FD EAS 4 PW-FD EAS 4 M-IG EAS 4 M-IG (Si) EAS 4 M-MC EAS 4 M-UP+BB 202 CN 13/4-IG CN 13/4-IG CN 13/4-MC CN 13/4-MC (F) CN 13/4-UP+BB 203 7 7, 8 7 8 8, 9 8, 9 9
16Cr 6Ni Mo Austenticos 19Cr 9Ni 3Mo L
316L
Aplicaciones especiales
18Cr 8Ni Mn Uniones disimilares, reparaciones y mantenimiento FOX A 7 FOX A 7-A FOX CN 23/12-A FOX CN 23/12 Mo-A A 7-FD A 7 PW-FD CN CN CN CN 23/12-FD 23/12 PW-FD 23/12 Mo-FD 23/12 Mo PW-FD A 7 CN-IG A 7-IG A 7-MC CN 23/12-IG CN 23/12-MC A 7 CN-UP+BB 203 10, 11 10, 11 11 11, 12 12 12 12
23Cr 12Ni L 23Cr 12Ni 2Mo L
CN 23/12-IG CN 23/12 Mo-IG
CN 23/12-UP+BB 202
BHLER WELDING Consumibles de soldadura para centrales hidroelctricas
www.boehler-welding.com
Aceros para tuberas API
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
FOX BVD 85
E 46 5 1Ni B 4 5 E8045-P2
SMAW
C Si Mn Ni
0.05 0.40 1.10 0.90
Re Rm A5 Av
510 N/mm2 560 N/mm2 27% 170 J 65 J-50C
3.2 4.0 4.5
TV-D, GdF, SEPROZ, CE
Electrodos bsicos para el soldeo vertical descendente de tuberas de presin y para trabajo en estructuras. Adecuado para pasadas de relleno y de recubrimiento en la construccin de lneas de tuberas. El depsito es altamente resistente a la fisuracin y ofrece una alta resiliencia y un contenido muy bajo en hidrgeno. El depsito de soldadura de BHLER FOX BVD 85 presenta una combinacin ideal de alta resistencia y resiliencia criognica hasta -50C (-58F).
S235J2G3 - S355J2G3, L290NB - L450NB, L290MB - L450MB, P235GH - P295GH API espec. 5 L: A, B, X42, X46, X52, X56, X60, X65
FOX BVD 90
E 55 5 Z2Ni B 4 5 E9018-G
SMAW
C Si Mn Ni
0.05 0.30 1.20 2.20
Re Rm A5 Av
600 N/mm2 650 N/mm2 27% 170 J 80 J-50C
3.2 TV-D, 4.0 Statoil, CE, 4.5 GdF, NAKS, SEPROZ, VNIIST
El diseo especial y el trabajo de desarrollo hacen que este electrodo ofrezca caractersticas de encendido excepcionales y evita la formacin de porosidad al principio del soldeo de las pasadas de recubrimiento (cordn de peinado). Debido a esto y a sus buenas caractersticas de soldeo, este electrodo bsico especial permite un soldeo sencillo incluso trabajando en campo.
L485MB, L555MB API espec. 5 L: X70, X80
FOX BVD 100
E 62 5 Z2Ni B 4 5 E10018-G
SMAW
C Si Mn Ni
0.07 0.40 1.20 2.30
Re Rm A5 Av
670 N/mm2 730 N/mm2 24% 150 J 70 J-50C
4.0 4.5
TV-D, SEPROZ, CE, VNIIST
L555MB API espec. 5 L: X80
Ti 70 Pipe-FD
T 55 4 Mn1Ni P M 1 H5 E91T1-GM
FCAW
C Si Mn Ni
0.07 0.50 1.50 0.95
Re Rm A5 Av
550 N/mm2 640-820 N/mm2 18% 47 J-40C
1.2
Hilo tubular micro aleado con escoria de rutilo para la soldadura de una o varias pasadas de aceros al carbono-manganeso y alta resistencia con gas de proteccin Ar-CO2. Las propiedades mecnicas excepcionales de este hilo incluso a baja temperatura (-40C) y tambin su bajo contenido de hidrgeno difusible lo hace especialmente interesante para aplicaciones de soldadura de tuberas.
Aceros para tuberia y aceros de grano fino. S460-S500N, S460NL-S500NL, S500NC-S550NC, L450MB-L485MB (L555MB) API espec. 5 L: X65, X70, (X80)
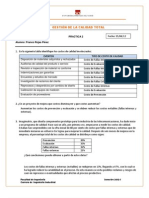
Turbina Francis fabricada con acero inoxidable 13Cr 4Ni levemente martenstico S41500, 1.4313, soldada con BHLER CN 13 4-IG por MCE Maschinen- und Apparatebau, Austria.
VA Tech Hydro
www.boehler-welding.com
Aceros de alta resistencia
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
FOX EV 65
E 55 6 1 NiMo B 4 2 H5 E8018-GH4R
SMAW
C Si Mn Ni Mo
0.06 0.30 1.20 0.80 0.35
Re Rm A5 Av
600 N/mm2 650 N/mm2 25% 180 J 80 J-60C
2.5 3.2 4.0
TV-D, SEPROZ, CE, NAKS
Electrodo bsico de alta ductilidad y resistencia a la fisura, para aceros de grano fino de alta resistencia. Dctil hasta -60C. No envejece. Fcil de manipular en todas las posiciones excepto vertical descendente. Precalentamiento y temperatura entre pasada, as como tratamiento trmico despus del soldeo segn requiera el metal base. Muy bajo contenido en hidrgeno (segn la especificacin AWS HD < 4 ml/100 g).
Aceros de construccin, acero para recipientes y tubos, aceros de grano fino criognicos y aceros especiales. E295-E360, P355NL1P460NL1. P355 NL2P460NL2, S380N-S500N, S355NH-S460NH, S380NL-S500NL, S380NL1S500NL1, 15NiCuMoNb5S (WB 36), 20MnMoNi5-5, 17MnMoV6-4 (WB 35), 22NiMoCr4-7 ASTM: A302 Gr.A-D, A225 Gr.C A572 Gr.65
NiMo 1-IG
W 55 6 (GTAW) Mn3Ni1Mo (GTAW) G 55 6 M Mn3Ni1Mo (GMAW) G 55 4 C Mn3Ni1Mo (GMAW)
GTAW
C Si Mn Ni Mo C Si Mn Ni Mo
0.08 0.60 1.80 0.90 0.30 0.08 0.60 1.80 0.90 0.30
Re Rm A5 Av Re Rm A5 Av
620 N/mm2 700 N/mm2 23% 140 J >47 J-60C
2.4
Hilo para GMAW para aceros de construccin de grano fino de alta resistencia, templados y revenidos. El hilo es adecuado para soldadura de unin en la construccin de calderas, recipientes a presin, lneas de tuberas y gras as como en estructuras.
Aceros para tuberas y aceros de grano fino, aceros de grano fino templados y revenidos. S380N-S500N, S380NL-S500NL, S500NC-S550NC, N-A-XTRA 56-70, BHV70, PAS600, HSM600, 20MnMoNi5-5 ASTM: A517 Gr.A,B,C,E,F,H,J,K,M,P A225 Gr.C A633 Gr.E A572 Gr.65
GMAW ER90S-G
620 N/mm2 700 N/mm2 23% 140 J >47 J-60C (80% Ar/20% CO2) 590 N/mm2 680 N/mm2 22% 120 J >47 J-40C (100% CO2)
1.0 1.2
TV-D, DB, BB, GL, CE, SEPROZ
Re Rm A5 Av
Debido a la adicin precisa de elementos de microaleacin, el hilo NiMo 1-IG presenta una excelente ductilidad y resistencia a la fisura a pesar de su alta resistencia. Buena energa de impacto criognica hasta -60C, bajo contenido en hidrgeno en el depsito, la mejor alimentabilidad y bajo contenido en cobre son otras ventajas de este hilo. Temperatura de precalentamiento y de entre pasada definida por el metal base.
Hilo: 3 NiMo 1-UP
S 3Ni1Mo EF3 (mod.)
SAW
C Si Mn Ni Mo
0.09 0.25 1.65 0.90 0.55
Re Rm A5 Av
630 N/mm2 690 N/mm2 21% 180 J 60 J-40C
Fundente: BB 24
SA FB 1 65 DC H5
4.0 TV-D, CE Combinacin de hilo/fundente para SAW en aplicaciones de alta resistencia y aceros resistentes a bajas temperaturas. El fundente tiene una reaccin neutral al Mn en trminos Hilo: TV-D, CE, metalrgicos. La combinacin hilo/fundente para arco sumergido tiene NAKS propiedades muy buenas de impacto a baja temperatura hasta -40C. Otra de las caractersticas importantes son su excelente desprendibilidad de la escoria, los cordones suaves, la buena humectacin y el bajo contenido en hidrgeno. ( 5 ml/100 g). La combinacin es especialmente adecuada para soldadura en varias pasadas de chapas gruesas.
FOX EV 75
E 62 6 Mn2NiCrMo B 4 2 H5 E10018-GH4R
SMAW
C Si Mn Cr Ni Mo
0.05 0.40 1.60 0.40 2.00 0.40
Re Rm A5 Av
700 N/mm2 750 N/mm2 23% 140 J >47 J-60C
3.2 4.0
SEPROZ
Electrodo bsico de aleacin Mn-Ni-Mo de alta ductilidad y resistente a la fisuracin. Adecuada para aceros de construccin de grano fino de alta resistencia, templados y revenidos. Adecuado para temperaturas de trabajo desde -60C a +400C. Rendimiento del electrodo aprox. 120%. Buena soldabilidad en todas las posiciones excepto vertical descendente. Muy bajo contenido en hidrgeno (segn la especificacin AWS HD < 4 ml/100 g). El precalentamiento, la temperatura entre pasada y el tratamiento trmico despus del soldeo segn requiera el metal base.
Aceros de grano fino templados y revenidos hasta 650 N/mm2 de lmite elstico, aceros templados y revenidos hasta 730 N/mm2 de resistencia a la traccin. UNS: S500N, S460NH, S500NL ASTM: A225 Gr.C, A514 y A517 Gr.A,B,C,E,F,H,J,K,M,P A656, A678 Gr.C
BHLER WELDING Consumibles de soldadura para centrales hidroelctricas
www.boehler-welding.com
Aceros de alta resistencia
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
FOX EV 85
E 69 6 Mn2NiCrMo B 4 2 H5 E11018-GH4R
SMAW
C Si Mn Cr Ni Mo
0.05 0.40 1.70 0.40 2.10 0.50
Re Rm A5 Av
780 N/mm2 840 N/mm2 20% 110 J 60 J-60C
2.5 3.2 4.0 5.0
TV-D, DB, BB, SEPROZ, CE
Electrodo bsico de aleacin Mn-Ni-Mo de alta ductilidad y resistencia a la fisura, para aceros de construccin de grano fino de alta resistencia. Se garantiza la ductilidad a -60C. Resistente al envejecimiento Buena soldabilidad en todas las posiciones excepto vertical descendente. Muy bajo contenido en hidrgeno (segn la especificacin AWS HD < 4 ml/100 g). El precalentamiento, la temperatura entre pasada y el tratamiento trmico despus del soldeo segn requiera el metal base.
Aceros de grano fino templados y revenidos hasta 720 N/mm2 de lmite elstico, aceros templados y revenidos de baja aleacin hasta 790 N/mm2 de resistencia a la traccin. S620QL-S690QL, S620QL1, S690QL1 N-AXTRA 56, 63, 70 USS-T1, BH 70 V, HY100 PAS700, HSM700 ASTM: A514 Gr.F
NiCrMo2.5-IG
W 69 6 Mn3Ni2.5CrMo ER110S-G
GTAW
C Si Mn Cr Ni Mo
0.08 0.60 1.40 0.30 2.50 0.40
Re Rm A5 Av
750 N/mm2 830 N/mm2 22% 160 J >47 J-60C
2.4
Varilla GTAW para el soldeo de aceros para la construccin de alta resistencia y de grano fino con requisitos de resiliencia a temperaturas bajas inferiores a -60C, por ejemplo, en ingeniera martima para la fabricacin de barcos butaneros.
X 70-IG
G 69 5 M Mn3Ni1CrMo ER110S-G
GMAW
C Si Mn Cr Ni Mo V
0.10 0.60 1.60 0.25 1.20 0.25 0.10
Re Rm A5 Av
800 N/mm2 900 N/mm2 19% 190 J >47 J-50C
1.0 TV-D, 1.2 TV-A, DB, BB, ABS, BV, DNV, GL, LR, RMR, SEPROZ, CE
Hilo para GMAW para soldar aceros de construccin de alta resistencia, con tratamiento trmico y de grano fino con un lmite elstico mnimo de 690 N/mm2. Tambin adecuado para hilos GTAW de soldeo caliente, por ejemplo, para tuberas de presin. Debido a la adicin precisa de elementos de microaleacin, el hilo X-70-IG presenta una excelente ductilidad y resistencia a la fisura a pesar de su alta resistencia. Buena energa de impacto criognica hasta -50C.
Ti 60-FD
T 50 6 1Ni P M 1 H5 E81T1-Ni1MJH4
FCAW
C Si Mn Ni
0.06 0.45 1.30 0.90
Re Rp A5 Av
>500 N/mm2 >560 N/mm2 >20% >120 J > 60 J-60C (80%Ar/20%CO2)
1.2
Hilo tubular de rutilo con sistema de escoria de solidificacin rpida que permite corrientes de hasta 250 A en soldeo en posicin. Se suelta con transferencia de arco spray sin formacin de salpicaduras. Con fcil eliminacin de la escoria, cordones suaves y buena humectacin de la pared lateral. Excelentes propiedades de impacto hasta -60C.
Hilo: 3 NiCrMo 2.5-UP
S 3Ni2.5CrMo EM4(mod.)
SAW
C Si Mn Cr Ni Mo
0.06 0.30 1.50 0.50 2.20 0.50
Re Rm A5 Av
740 N/mm2 850 N/mm2 20% 120 J >47 J-60C
3.0 4.0
Combinacin de hilo/fundente para SAW para soldaduras de unin de aceros de alta resistencia con un lmite elstico mnimo de 690 N/mm2. Dependiendo de la temperatura de recocido, se puede alcanzar un lmite elstico de aprox. 470-600 N/mm2. El fundente tiene una reaccin neutral al Mn en trminos metalrgicos. La combinacin hilo/fundente para arco sumergido tiene propiedades muy buenas de impacto a baja temperatura hasta -60C. Otras de sus caractersticas importantes son la excelente desprendibilidad de la escoria, los cordones suaves, la buena humectacin y el bajo contenido en hidrgeno. ( 5 ml/100 g). La combinacin es especialmente adecuada para soldadura en varias pasadas de chapas gruesas.
Fundente: BB 24
SA FB 1 65 DC H5
www.boehler-welding.com
Aceros inoxidables levemente martensticos
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
FOX CN 13/4
E 13 4 B 6 2 E410NiMo-15
SMAW
C 0.035 Si 0.30 Mn 0.50 Cr 12.20 Mo 0.50 Ni 4.50
PWHT 600C/2 h Re 680 N/mm2 Rm 910 N/mm2 A5 17% Av 66 J 50 J-60C
2.5 3.2 4.0 5.0
TV-D, LTSS, SEPROZ, CE
Electrodo bsico de bajo contenido en hidrgeno adecuado para aceros laminados, forjados y colados martensticosferrticos y levemente martensticos. Muy usado en la construccin de turbinas hidrulicas y compresores. Resistente a la corrosin por agua, vapor y atmsferas de agua salina. Gracias al ptimo equilibrio de los componentes de la aleacin, el depsito de soldadura se caracteriza por una alta ductilidad, resiliencia y resistencia a la fisuracin a pesar de su alta resistencia. Caractersticas de soldeo excelentes, fcil eliminacin de la escoria y cordn de apariencia suave. Rendimiento del metal de 130% aprox. Soldeo en posicin posible con electrodos hasta 3,2 mm. Temperaturas de precalentamiento y entre pasada en componentes de pared gruesa 100-160C.
1.4317 GX4CrNi13-4, 1.4313 X3CrNiMo13-4, 1.4351 X3CrNi13-4, 1.4414 GX4CrNiMo13-4 AISI: ACI Gr. CA6NM UNS: S41500
FOX CN 13/4 SUPRA
E 13 4 B 4 2 E410NiMo-15
SMAW
C 0.03 Si 0.30 Mn 0.60 Cr 12.20 Mo 0.50 Ni 4.50
PWHT 600C/2 h Re 680 N/mm2 Rm 930 N/mm2 A5 18% Av 70 J 55 J-60C
3.2 4.0
TV-D, SEPROZ, CE
Electrodo bsico de varilla aleada para soldar aceros levemente martensticos de aleacin similar. Gracias a su ptimo equilibrio de la aleacin, el depsito de soldadura se caracteriza por una alta ductilidad y resistencia a la fisuracin a pesar de su alta resistencia. Soldable en todas las posiciones menos vertical descendente. Temperaturas de precalentamiento y entre pasada de componentes de pared gruesa 100-160C. Mximo aporte trmico 15 kJ/cm. Tratamiento trmico despus del soldeo a 580-620C.
CN 13/4-IG
W 13 4 (GTAW) G 13 4 (GMAW) ER410NiMo (mod.)
GTAW
C 0.01 Si 0.70 Mn 0.70 Cr 12.30 Mo 0.50 Ni 4.70 C 0.01 Si 0.65 Mn 0.70 Cr 12.20 Mo 0.50 Ni 4.80
PWHT 600C/8h Re 750 N/mm2 Rm 830 N/mm2 A5 21% Av 150 J >32 J-60C PWHT 580C/8 h Re 760 N/mm2 Rm 890 N/mm2 A5 17% Av 80 J 47 J-20C
2.0 2.4
TV-D, SEPROZ, CE
Varilla GTAW e hilo GMAW para soldar aceros de aleacin similar levemente martensticos, con una composicin de la aleacin exacta para obtener un material depositado dctil con la mejor resiliencia CVN y resistencia a la fisura. El gas preferente para el soldeo MAG es argn + 8-10% CO2.
GMAW
1.2
SEPROZ, TV-D, CE
CN 13/4-MC
T 13 4 MM 2 EC410NiMo (mod.)
GMAW
C <0.025 Si 0.70 Mn 0.90 Cr 12.00 Ni 4.60 Mo 0.60
PWHT 580C/8h Re 760 N/mm2 Rm 900 N/mm2 A5 16% Av 65 J 47 J-20C Gas de proteccin: Ar + 2.5% CO2
1.2 1.6
SEPROZ
Hilo metal cored para soldar aceros colados y aceros levemente martensticos de aleacin similar. CN 13/4-MC ofrece una ptima transferencia tipo arco pulsado o arco spray, mnima formacin de salpicaduras, perfiles de cordn planos y suaves, excelentes propiedades de humectacin y penetracin segura, as como un gran rendimiento. Los mejores valores de impacto y contenido extra bajo en hidrgeno (< 4 ml/100 g segn AWS 4.3-93). Las temperaturas de calentamiento y de entrepasada recomendadas en caso de grandes espesores de pared son 100-160C. Mximo aporte trmico 15 kJ/cm. Revenido a 580-620C.
CN 13/4-MC (F)
T 13 4 MM 2 EC410NiMo (mod.)
GMAW
C <0.03 Si 0.70 Mn 0.90 Cr 12.20 Ni 4.60 Mo 0.60
PWHT 580C/8h Re 745 N/mm2 Rm 900 N/mm2 A5 16% Av 55 J 47 J-20C Gas de proteccin: Ar + 2.5% CO2
1.2
Hilo metal cored para el soldeo de componentes de turbinas hidrulicas de aceros colados levemente martenstico de aleacin 13% Cr 4% Ni. BHLER CN 13/4-MC (F) tiene una transferencia tipo arco spray o arco pulsado muy favorable, mnima formacin de salpicaduras, perfiles de cordn planos y suaves, excelentes propiedades de humectacin y penetracin segura. El contenido de hidrgeno es bajo (mximo 5 ml/100 g segn AWS A 4.3-93). Se puede rentabilizar notablemente la produccin gracias a las altas tasas de deposicin y el mnimo esmerilado despus del soldeo en comparacin con GMAW con hilos macizos. Soldeo con fuentes de energa convencionales o por pulsacin (es preferible la posicin de la pistola levemente desplazada, a un ngulo aprox. de 80). Se recomienda que sobresalga 18-20 mm y una longitud del arco de 3-5 mm. Las temperaturas de calentamiento y de entrepasada recomendadas en caso de grandes espesores de pared son 100-160C. Mximo aporte trmico 15 kJ/cm. Revenido a 580-620C.
BHLER WELDING Consumibles de soldadura para centrales hidroelctricas
www.boehler-welding.com
Aceros inoxidables levemente martensticos
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
Hilo: CN 13/4-UP
S 13 4 ER410NiMo (mod.)
SAW
C Si Mn Cr Ni Mo
0.015 0.65 0.70 11.80 4.70 0.50
PWHT 600C/2h Re 600 N/mm2 Rm 800 N/mm2 A5 15% Av 50 J
3.0
Fundente: BB 203
SA FB 2 DC
Combinacin hilo/fundente para SAW para soldar aceros levemente martensticos similares. El depsito de soldadura Fundente: se caracteriza por una ductilidad muy buena y resiliencia CVN, as como resistencia a la fisura. BHLER BB 203 es CE un fundente aglomerado de tipo fluoruro bsico que ofrece buenas caractersticas de soldeo, cordones suaves y metal de soldadura depositado de bajo contenido en hidrgeno (HD > 5 ml/100 g). Las temperaturas de precalentamiento y entre pasada recomendadas en caso de grandes grosores de la pared son 100-160C. Mximo aporte trmico 15 kJ/cm. Revenido a 580-620C. SEPROZ
FOX CN 16/6 M-HD SMAW
E Z16 6 Mo B 6 2 H5
C 0.03 Si 0.30 Mn 0.60 Cr 15.50 Ni 5.80 Mo 1.20
PWHT 580C/4h/air Re 650 N/mm2 Rm 920 N/mm2 A5 15% Av 42 J HB 340 PWHT 590C/8h Re 640 N/mm2 Rm 920 N/mm2 A5 16% Av 48 J HB 330
2.5 3.2 4.0 5.0
SEPROZ
Electrodo bsico de alto rendimiento para el soldeo de aceros colados y forjados levemente martensticos. El alto contenido en cromo aumenta la resistencia a la corrosin por agua, vapor y atmsferas de agua salina. Se usa mucho en la construccin de turbinas, bombas y calderas de combustin. Muy apreciado en la tcnica de construccin de turbinas hidrulicas. El electrodo tiene buenas propiedades en lo referente a la estabilidad del arco, el control del bao de fusin, la desprendibilidad de la escoria y la limpieza del cordn. Adecuado para todas las posiciones menos vertical descendente (soldeo en posicin hasta 3,2 mm). Rendimiento del metal de 135% aprox. El bajo contenido en hidrgeno (HD > 5 ml/100 g) es un requisito previo esencial y necesario de este producto. La mxima temperatura de entre pasada no debe superar los 120C.
Aceros colados y forjados levemente martensticos de igual aleacin. 1.4505 GX5CrNiMo16-5-1 1.4418 X4CrNiMo16-5-1
Aceros inoxidables austenticos
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
FOX EAS 4 M
E 19 12 3 L B 2 2 E316L-15
SMAW
C 0.03 Si 0.40 Mn 1.20 Cr 18.80 Mo 2.70 Ni 11.80
Re Rm A5 Av
460 N/mm2 600 N/mm2 38% 90 J 32 J-120C 27 J-196C
2.5 TV-D, 3.2 TV-A, 4.0 BB, DNV, Statoil, SEPROZ, CE
Electrodo bsico de acero inoxidable. Fabricado para soldeo de primera calidad. Ofrece 100% de seguridad radiogrfica con muy buenas caractersticas de pasada de raz y de soldeo en posicin. Buena unin entre separacin de raz, un fcil control del bao de fusin y de la escoria. Un producto excelente para el soldeo en campo. Alma completamente aleada y envasado en latas cerradas hermticamente. Resistente a la corrosin intergranular hasta +400C.
1.4583 X10CrNiMoNb18-12 1.4435 X2CrNiMo18-14-3 1.4436 X3CrNiMo17-13-3 1.4404 X2CrNiMo17-12-2 1.4401 X5CrNiMo17-12-2 1.4571 X6CrNiMoTi17-12-2 1.4580 X6CrNiMoNb17-12-2 1.4409 GX2CrNiMo19-11-2 AISI: 316 Cb 316 L 316 316 Ti UNS: S31653
FOX EAS 4 M-A
E 19 12 3 L R 3 2 E316L-17
SMAW
C 0.03 Si 0.80 Mn 0.80 Cr 18.80 Mo 2.70 Ni 11.50
Re Rm A5 Av
460 N/mm2 600 N/mm2 36% 70 J 32 J-120C
1.5 2.0 2.5 3.2 4.0 5.0
TV-D, TV-A, BB, DB, DNV, GL, ABS, LR, Statoil, SEPROZ, VUZ, CE, NAKS
Electrodo rutilo de acero inoxidable. Reconocido mundialmente, caracterizado por sus superiores caractersticas de soldadura. El alma completamente aleada garantiza la resistencia ms segura a la corrosin. Entre otras ventajas, es de alta conductibilidad, la formacin de salpicaduras es mnima, la escoria es autoeliminable, el perfil de soldadura es suave y limpio, es seguro contra la formacin de porosidad gracias al revestimiento resistente a la humedad y el envasado en latas cerradas hermticamente y envases al vaco. Resistente a la corrosin intergranular hasta +400C.
www.boehler-welding.com
Aceros inoxidables austenticos
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
EAS 4 M-IG
W 19 12 3 L ER316L
GTAW
C 0.02 Si 0.50 Mn 1.80 Cr 18.50 Mo 2.80 Ni 12.30
Re Rm A5 Av
470 N/mm2 650 N/mm2 38% 140 J 32 J-196C
1.6 2.0 2.4 3.0
TV-D, TV-A, DNV, GL, DB, BB, SEPROZ, CE
Varilla GTAW fabricada bajo control preciso de la composicin para garantizar un depsito de soldadura de gran pureza y resistencia superior a la fisuracin en caliente y la corrosin. Resiliencia CVN hasta -196C. Resistente a la corrosin intergranular hasta +400C.
EAS 4 M-IG (Si)
G 19 12 3 L Si ER316LSi
GMAW
C 0.02 Si 0.80 Mn 1.70 Cr 18.40 Mo 2.80 Ni 12.40
Re Rm A5 Av
450 N/mm2 630 N/mm2 38% 120 J 32 J-196C
0.8 1.0 1.2
TV-D, TV-A, Statoil, GL, DB, BB, DNV, SEPROZ, CE
Hilo GMAW fabricado para soldeo de primera calidad, caractersticas de humectacin y alimentacin, as como resistencia a la corrosin hasta +400C y baja temperatura de trabajo hasta -196C.
EAS 4 M-MC
T 19 12 3 L MM 1 EC316L
GMAW
C <0.03 Si 0.60 Mn 1.40 Cr 18.80 Mo 2.70 Ni 12.20
Re Rm A5 Av
410 N/mm2 560 N/mm2 34% 75 J 32 J-196C
1.2
TV-D, CE
Gas de proteccin: Ar + 2.5% CO2
Hilo metal cored para GMAW adecuado para los mismos aceros CrNiMo o aceros de aleacin similar, estabilizados o no, resistentes a la corrosin. Adecuado para temperaturas de trabajo desde -196C a +400C. Este producto tiene un alto rendimiento y es fcil de manipular. Ofrece excelentes caractersticas de soldadura, acabado de soldadura suave prcticamente sin salpicaduras. El arco ms amplio, en comparacin con el hilo macizo, reduce el riesgo de falta de fusin y es menos sensible a la falta de preparacin de los bordes y a las diferencias de anchura de separacin.
EAS 4 M-FD
T 19 12 3 L R M(C) 3 E316LT0-4(1) 0.9 mm T 19 12 3 L P M (C) 1 E316LT1-4(1)
FCAW
C 0.03 Si 0.70 Mn 1.50 Cr 19.00 Mo 2.70 Ni 12.00
Re Rm A5 Av
400 N/mm2 560 N/mm2 38% 55 J 32 J-120C
0.9 TV-D, 1.2 TV-A, GL, 1.6 DB, CWB, BB, LR, SEPROZ, CE, DNV
Hilo tubular con fundente de rutilo para la soldadura horizontal. Este producto alcanza un alto rendimiento y es fcil de manipular. Escoria autoeliminable, prcticamente sin formacin de salpicaduras ni decoloracin por temperatura. Acabado de soldadura suave y penetracin segura. Adecuado para temperaturas de trabajo desde -120C a +400C.
EAS 4 PW-FD
T 19 12 3 L P M (C) 1 E316LT1-4(1)
FCAW
C 0.03 Si 0.70 Mn 1.50 Cr 19.00 Mo 2.70 Ni 12.00
Re Rm A5 Av
400 N/mm2 560 N/mm2 38% 65 J 32 J-120C
1.2 TV-D, GL, EAS 4 PW-FD es un hilo tubular de rutilo con escoria de solidificacin rpida con excelentes caractersticas de soldeo 1.6 CWB, SEPROZ, en posicin. DB, BB, LR, CE, DNV
Hilo: EAS 4 M-UP
S 19 12 3 L ER316L
SAW
C 0.02 Si 0.60 Mn 1.20 Cr 18.00 Mo 2.80 Ni 12.20
Re Rm A5 Av
350 N/mm2 560 N/mm2 35% 80 J 32 J-120C
3.0
Fundente: BB 202
SA FB 2 DC
Hilo: TV-D, KTA 1408.1 DB, BB, TV-A, CE, SEPROZ
Combinacin de hilo/fundente SAW del tipo 316L para soldadura en varias pasadas. Los soldadores la prefieren por los cordones suaves, la fcil eliminacin de la escoria sin dejar residuos y las buenas caractersticas de soldadura.
BB 202 es un fundente bsico, aglomerado y con baja tasa de consumo de fundente. Fundente: Basicidad 2.3 segn Boniczewski. TV-D, CE
BHLER WELDING Consumibles de soldadura para centrales hidroelctricas
www.boehler-welding.com
Aplicaciones especiales
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
FOX A 7
E 18 8 Mn B 2 2 E307-15 (mod.)
SMAW
C Si Mn Cr Ni
0.10 0.70 6.50 18.80 8.80
Re Rm A5 Av
460 N/mm2 660 N/mm2 38% 90 J 32 J-110C
2.5 3.2 4.0 5.0 6.0
TV-D, DNV, GL, LTSS, PRS, VUZ, SEPROZ, CE
Electrodos bsico o rutilo-bsico, respectivamente, de acero inoxidable. Muy apreciado para mltiples aplicaciones. El metal de soldadura depositado tiene ductilidad y alargamiento excepcionalmente altos, as como resistencia a la fisura. No hay peligro de fragilidad al manipularlo entre -110C y +850C y se puede tratar trmicamente despus del soldeo sin problemas. El depsito se endurece y presenta una gran resistencia a la cavitacin. Tiene una buena ductilidad incluso despus de una alta dilucin al soldar aceros de difcil soldabilidad o cuando est sometido a un shock trmico o descamacin. Una aleacin con excelente rendimiento econmico. BHLER FOX A 7-A es adecuado para CA y CC.
Para la construccin, la reparacin y el mantenimiento. Uniones disimilares, capas duras de relleno e intermedias antes del recrecimiento, aceros de 14% de manganeso, aceros de 13-17% Cr resistentes al calor, placas armadas, aceros de alto contenido en carbono y templados y revenidos, recargue superficial de engranajes, vlvulas, turbinas, hlices de turbinas, etc.
FOX A 7-A
E Z18 9 Mn Mo R 3 2 E307-16 (mod.)
SMAW
C 0.10 Si 1.50 Mn 4.00 Cr 19.50 Ni 8.50 Mo 0.70
Re Rm A5 Av
520 N/mm2 720 N/mm2 35% 75 J 32 J-100C
2.5 3.2 4.0 5.0
TV-D, SEPROZ, CE, NAKS
A 7 CN-IG
W 18 8 Mn ER307 (mod.)
GTAW
C Si Mn Cr Ni
0.08 0.80 7.00 19.20 9.00
Re Rm A5 Av
460 N/mm2 660 N/mm2 38% 120 J 32 J-110C
1.6 2.0 2.4 3.0
TV-D, DNV, GL, DB, CE, NAKS
A 7-IG
G 18 8 Mn ER307 (mod.)
GMAW
C Si Mn Cr Ni
0.08 0.90 7.00 19.20 9.00
Re Rm A5 Av
430 N/mm2 640 N/mm2 36% 110 J 32 J-110C
0.8 1.0 1.2 1.6
TV-D, DB, BB, SEPROZ, CE
Varilla GTAW e hilo GMAW. Hilos de acero inoxidable muy apreciados para mltiples aplicaciones. El metal de soldadura depositado tiene ductilidad y alargamiento excepcionalmente altos, as como resistencia a la fisura. No hay peligro de fragilidad al manipularlo entre -110C y +850C y se puede tratar trmicamente despus del soldeo sin problemas. El depsito se endurece y presenta una gran resistencia a la cavitacin. Tiene una buena ductilidad incluso despus de una alta dilucin al soldar aceros de difcil soldabilidad o cuando est sometido a un shock trmico o descamacin. Una aleacin con un excelente rendimiento econmico.
A 7-MC
T 18 8 Mn MM 1 EC307 (mod.)
GMAW
C Si Mn Cr Ni
0.10 0.60 6.30 18.80 9.20
Re Rm A5 Av
400 N/mm2 600 N/mm2 42% 70 J 30 J-110C
1.2
TV-D, DB, CE
Hilo metal cored del tipo T 18 8 Mn/ EC307 para mltiples aplicaciones. El metal de soldadura depositado tiene una ductilidad y alargamiento altos y una excepcional resistencia a la fisura. No hay peligro de fragilidad al trabajar con temperaturas hasta -110C o por encima de +500C. La resistencia a la descamacin sube hasta +850C. Pngase en contacto con su distribuidor si lo va a manipular a temperaturas de trabajo por encima de +650C. El metal de soldadura depositado se puede tratar trmicamente despus del soldeo sin problemas. El depsito se endurece y presenta una gran resistencia a la cavitacin. Tiene una buena ductilidad incluso despus de una alta dilucin al soldar aceros de difcil soldabilidad o cuando est sometido a un shock trmico o descamacin. Una aleacin con un excelente rendimiento econmico, excelentes caractersticas de soldadura, acabado de soldadura suave y prcticamente sin salpicaduras. El arco ms amplio, en comparacin con el hilo macizo, reduce el riesgo de falta de fusin y es menos sensible a la falta de preparacin de los bordes y a las diferencias de anchura de separacin.
Gas de proteccin: Ar +2.5% CO2
10
www.boehler-welding.com
Aplicaciones especiales
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
A 7-FD
T 18 8 Mn R M (C) 3 E307T0-G
FCAW
C Si Mn Cr Ni
0.10 0.70 6.50 18.50 8.80
Re Rm A5 Av
420 N/mm2 630 N/mm2 39% 60 J 32 J-100C
1.2 1.6
TV-D, CE
A 7 PW-FD
T 18 8 Mn P M (C) 2 E307T1-G
FCAW
C Si Mn Cr Ni
0.10 0.80 6.80 18.80 9.00
Re Rm A5 Av
420 N/mm2 630 N/mm2 39% 65 J 32 J-100C
1.2
TV-D, CE, NAKS
Hilo tubular con fundente de rutilo. Estos productos alcanzan un alto rendimiento y son sencillos de manipular alcanzando excelentes caractersticas de soldadura, escoria autoeliminable, prcticamente sin formacin de salpicaduras ni decoloracin por temperatura, Acabado suave y penetracin segura. El metal depositado tiene ductilidad y alargamiento excepcionalmente altos, as como resistencia a la fisura. No hay peligro de fragilidad al manipularlo entre 100C y +850C y se puede tratar trmicamente despus del soldeo sin problemas. A7 PW-FD es un hilo tubular con fundente de rutilo con escoria de solidificacin rpida, que ofrece caractersticas de soldeo en posicin y velocidad de avance rpidas.
Hilo: A 7 CN-UP
S 18 8 Mn ER307 (mod.)
SAW
C Si Mn Cr Ni
0.08 0.80 6.00 18.70 9.00
Re Rm A5 Av
390 N/mm2 620 N/mm2 36% 95 J 40 J-100C
3.0
Hilo: TV-D, CE
Fundente: BB 203
SA FB 2 DC
Combinacin hilo/fundente SAW para mltiples aplicaciones. BHLER A 7 CN-UP / BB 203 genera un depsito de soldadura de una ductilidad y alargamiento excepcionalmente altos, as como una excelente resistencia a la fisura. No hay peligro de fragilidad al trabajar con temperaturas comprendidas entre -100C y 500C. La resistencia a la descamacin sube hasta 850C. Pngase en contacto con su distribuidor si lo va a manipular a temperaturas de trabajo por encima de 650C. El metal de soldadura depositado se puede tratar trmicamente despus del soldeo sin problemas. El depsito se endurece y presenta una gran resistencia a la cavitacin. Tiene una buena ductilidad incluso despus de una alta dilucin al soldar aceros de difcil soldabilidad o cuando est sometido a un shock trmico o descamacin. Aleacin con un excelente rendimiento econmico. El precalentamiento y el tratamiento trmico despus del soldeo segn requiera el metal base. BHLER BB 203 es un fundente aglomerado de tipo fluoruro bsico que ofrece buenas caractersticas de soldeo, cordones suaves y metal de soldadura depositado de bajo contenido en hidrgeno.
FOX CN 23/12-A
E 23 12 L R 3 2 E309L-17
SMAW
C 0.02 Si 0.70 Mn 0.80 Cr 23.20 Ni 12.50
Re Rm A5 Av
440 N/mm2 570 N/mm2 40% 60 J 32 J-60C
2.5 TV-D, 3.2 DB, ABS, 4.0 TV-A, GL, 5.0 DNV, SEPROZ, BV, LR, VUZ, BB, CE, CWB, NAKS
Electrodo rutilo de acero inoxidable. Caractersticas de soldadura superiores. Se puede usar con CA o CC. Entre otras ventajas, es de alta conductibilidad, la formacin de salpicaduras es mnima, la escoria es autoeliminable, el perfil de soldadura es suave y limpio, es seguro contra la formacin de porosidad gracias al revestimiento resistente a la humedad y el envasado en latas cerradas hermticamente y envases al vaco. Temperatura de trabajo hasta +300C y para recargue superficial de soldadura hasta +400C. Varilla GTAW e hilo GMAW fabricados para caractersticas muy buenas de soldadura, humectacin y alimentacin y una alta seguridad tras dilucin en el soldeo de uniones disimilares. Adecuado para temperaturas de trabajo entre -120C (GTAW) y -80C, (GMAW) hasta +300C. Para GMAW se recomienda el gas de proteccin Ar + mx. 2,5% CO2 Ar + mx. 1% O2.
Para la construccin, la reparacin y el mantenimiento
CN 23/12-IG
W 23 12 L (GTAW) G 23 12 L (GMAW) ER309L
GTAW
C 0.02 Si 0.50 Mn 1.70 Cr 24.00 Ni 13.20 C 0.02 Si 0.50 Mn 1.70 Cr 24.00 Ni 13.20
Re Rm A5 Av Re Rm A5 Av
440 N/mm2 590 N/mm2 34% 150 J 32 J-120C 420 N/mm2 570 N/mm2 32% 130 J 32 J-80C
1.6 TV-D, 2.0 TV-A, GL, 2.4 SEPROZ, DB, CE 0.8 1.0 1.2 TV-D, TV-A, BB, GL, DNV, DB, SEPROZ, CE
GMAW
Para soldar acero inoxidable a acero dulce o de baja aleacin, para el recargue superficial de aceros dulces y la soldadura de pasadas de raz de acero recargado superficialmente y la primera capa de recargues superficiales resistentes a la corrosin de aceros dulces y de baja aleacin.
CN 23/12-MC
T 23 12 L MM 1 EC309L
GMAW
C 0.03 Si 0.60 Mn 1.40 Cr 23.00 Ni 12.50
Re Rm A5 Av
400 N/mm2 540 N/mm2 32% 90 J 32 J-120C
1.2
Gas de proteccin: Ar + 2.5% CO2
Hilo metal cored del tipo T 23 12 L / ER309L para soldar uniones disimilares entre aceros de alta aleacin Cr y CrNi(Mo) y aceros dulces o de aleacin baja. Bhler CN 23/12-MC est diseado para obtener unas muy buenas caractersticas de soldadura, humectacin y alimentacin y una alta seguridad tras dilucin en el soldeo de uniones disimilares. Adecuado para temperaturas de trabajo entre -120C y +300C. El arco ms amplio, en comparacin con el hilo macizo, reduce el riesgo de falta de fusin y es menos sensible a la falta de preparacin de los bordes y a las diferencias de anchura de separacin. Temperatura de precalentamiento y entre pasada definida por el metal base. Soldeo con fuentes de energa convencionales o por pulsacin (es preferible la posicin de la pistola levemente hacia delante, a un ngulo aprox. de 80). Se recomienda que sobresalga 15-20 mm y una longitud del arco de 3-5 mm.
BHLER WELDING Consumibles de soldadura para centrales hidroelctricas
11
www.boehler-welding.com
Aplicaciones especiales
BHLER Norma EN AWS
Proceso de soldeo
Anlisis tpico %
Propiedades mecnicas tpicas
Homologa- Caractersticas y aplicaciones ciones
Metales base
mm
CN 23/12-FD
T 23 12 L R M (C) 3 E309LT0-4(1) 0.9 mm T 23 12 L P M (C) 1 E309LT1-4(1)
FCAW
C 0.03 Si 0.70 Mn 1.40 Cr 23.00 Ni 12.50
Re Rm A5 Av
400 N/mm2 540 N/mm2 35% 60 J 32 J-60C
0.9 TV-D, 1.2 TV-A, GL, 1.6 DB, CWB, BB, LR, SEPROZ, CE, RINA, DNV
Hilos tubulares con fundente de rutilo. Estos productos alcanzan un alto rendimiento y son sencillos de manipular alcanzando excelentes caractersticas de soldadura, escoria autoeliminable, prcticamente sin formacin de salpicaduras ni decoloracin por temperatura, acabado de soldadura suave y penetracin segura. Las mayores velocidades de avance y la menor necesidad de limpieza y decapado se traducen en importantes ahorros de tiempo y dinero. Adecuado para temperaturas de trabajo desde -60C a +300C. CN 23/12 PW-FD es un hilo tubular con fundente de rutilo con escoria de solidificacin rpida, que ofrece excelentes caractersticas de soldeo en posicin y rpidas velocidades de avance.
CN 23/12 PW-FD
T 23 12 L P M (C) 1 E309LT1-4(1)
FCAW
C 0.03 Si 0.70 Mn 1.40 Cr 23.00 Ni 12.50
Re Rm A5 Av
400 N/mm2 540 N/mm2 35% 65 J 32 J-60C
1.2 1.6
Gas de proteccin: Ar + 18% CO2
TV-D, LR, ABS, SEPROZ, CWB, DB, BB, GL, CE, RINA, DNV
Hilo: CN 23/12-UP
S 23 12 L ER309L
SAW
C 0.015 Si 0.60 Mn 1.30 Cr 23.50 Ni 13.20
Re Rm A5 Av
>350 N/mm2 >600 N/mm2 >35% >100 J
3.0
Fundente: BB 202
SA FB 2 DC
Combinacin hilo/fundente SAW para soldar uniones disimiHilo: TV-D, CE lares, aceros de poca soldabilidad y recargues superficiales para soldadura en varias pasadas. Cordones suaves, escoria Fundente: de desprendimiento fcil, sin residuos de escoria y buenas DNV, CE caractersticas de soldadura. El contenido medio de ferrita es 16 FN. Adecuado a temperaturas de trabajo hasta +300C. BB 202 es un fundente bsico, aglomerado y con baja tasa de consumo de fundente. Basicidad 2.3 segn Boniczewski.
FOX CN 23/12 Mo-A
E 23 12 2 L R 3 2 E309LMo-17
SMAW
C 0.02 Si 0.70 Mn 0.80 Cr 23.00 Mo 2.70 Ni 12.50
Re Rm A5 Av
580 N/mm2 720 N/mm2 27% 55 J 32 J-20C
Electrodos de rutilo de acero inoxidable. Caractersticas de 2.0 TV-D, soldadura superiores. Se puede usar con CA o CC. Entre 2.5 TV-A, 3.2 LTSS, DNV, otras ventajas, es de alta conductibilidad, la formacin de 4.0 RINA, ABS, salpicaduras es mnima, la escoria es autoeliminable, el perfil 5.0 VUZ, LR, de soldadura es suave y limpio, es seguro contra la formaSEPROZ, cin de porosidad gracias al revestimiento resistente a la BV, NAKS, humedad y el envasado en latas cerradas hermticamente y envases al vaco. Temperatura de trabajo desde -20C a CE +300C y para recargues superficiales (1a capa) hasta +400C.
CN 23/12 Mo-IG
W 23 12 2 L ER309LMo (mod.)
GTAW
C 0.014 Si 0.35 Mn 1.50 Cr 21.50 Mo 2.70 Ni 15.00
Re Rm A5 Av
470 N/mm2 640 N/mm2 34% 140 J >32 J-40C
1.6 2.0 2.4
TV-D, CE
Varilla GTAW para el recargue superficial de aceros de baja aleacin y el soldeo de uniones disimilares de aceros dplex y aceros inoxidables de baja aleacin. Cuando se usa para el recargue superficial, la composicin es parecida a la de ASTM 316 de la primera pasada. Adecuado para temperaturas de trabajo entre -40C y +300C.
CN 23/12 Mo-FD
T 23 12 2 L R M (C) 3 E309LMoT0-4(1) 0.9 mm T 23 12 2 L P M (C) 1 E309LMoT1-4(1)
FCAW
C 0.03 Si 0.60 Mn 1.40 Cr 23.00 Mo 2.70 Ni 12.50
Re Rm A5 Av
500 N/mm2 700 N/mm2 30% 55 J 32 J-60C
0.9 1.2 1.6
TV-D, TV-A, BB, DB, GL, DNV, LR, ABS, RINA, SEPROZ, CE, CWB
Hilos tubulares con fundente de rutilo. Estos productos alcanzan un alto rendimiento y son sencillos de manipular alcanzando excelentes caractersticas de soldadura, escoria autoeliminable, prcticamente sin formacin de salpicaduras ni decoloracin por temperatura, acabado de soldadura suave y penetracin segura. Las mayores velocidades de avance y la menor necesidad de limpieza y decapado se traducen en importantes ahorros de tiempo y dinero. Adecuados para temperaturas de trabajo desde -60C hasta +300C. Tambin se puede usar para el recargue superficial de 316L o para metales bases sin alear o de aleacin baja con resultados muy rentables. CN 23/12 Mo PW-FD es un hilo tubular con fundente de rutilo con escoria de solidificacin rpida, que ofrece excelentes caractersticas de soldeo en posicin y rpidas velocidades de avance.
CN 23/12 Mo PW-FD
T 23 12 2 L P M (C) 1 E309LMoT1-4(1)
FCAW
C 0.03 Si 0.70 Mn 1.40 Cr 23.00 Mo 2.70 Ni 12.50
Re Rm A5 Av
530 N/mm2 720 N/mm2 32% 65 J 32 J-60C
1.2
TV-D, SEPROZ BV, LR, DNV, CE
Gas de proteccin: Ar + 18% CO2
12
www.boehler-welding.com
Referencias
TIWAG
VATech Hydro
Turbina Kaplan fabricada con acero inoxidable 13Cr 4Ni S 41500, 1.4313
AGROLINZ
Vista detallada de una turbina Francis. Los trabajos especiales requieren metales de relleno especiales.
www.boehler-welding.com
Referencias
Carcasa espiral de una planta de energa hidrulica en Glodisthal, Alemania, en los talleres de Ravensburg
Tubera de presin en Kaprun, Austria. Control por parte del personal de MCE del proceso de soldeo con hilo para GTAW caliente completamente automatizado
Prefabricacin de una tubera de presin en Kaprun, Austria, clase de acero S 690 Q, ASTM A514 Gr.F, SAW BHLER 3NiCrMo2,5UP+BB24
Tubera de presin en MINGTAN, Vietnam, de 6,8 m de dimetro y 4 km de longitud fabricada con acero de alta resistencia hasta 690 MPa de lmite elstico soldada con BHLER FOX EV 85
14
www.boehler-welding.com
Informacin adicional
Hay disponibles otros folletos sobre los consumibles de soldadura BHLER WELDING en varios idiomas para industrias y aplicaciones especficas. Recibir ms informacin de los representantes comerciales de BHLER WELDING o en Internet si visita www.boehler-welding.com/spanish/catalogos.htm
Las especificaciones relativas al tipo y la aplicacin de nuestros productos son exclusivamente a ttulo informativo para nuestros clientes. Los datos especificados sobre las propiedades mecnicas se refieren siempre al metal de soldadura depositado teniendo en cuenta las normas aplicables. En la unin soldada, las propiedades del metal de soldadura depositado
estn influidas, entre otros, por el metal base, la posicin de soldeo y los parmetros de soldeo. Una garanta de adecuacin de un tipo concreto de aplicacin requiere un acuerdo explcito por escrito en cada caso individual. Sujeto a modificaciones.
VA Tech Hydro
Publicado por BHLER WELDING
Bhler Schweitechnik Austria GmbH Bhler-Welding-St. 1 8605 Kapfenberg / AUSTRIA +43 (0) 3862-301-0 +43 (0) 3862-301-95193 postmaster.bsga@bsga.at www.boehler-welding.com
Su socio:
www.boehler-welding.com
BSGA 03/2013 SPA 500
Você também pode gostar
- Iso TS 16949Documento26 páginasIso TS 16949Kevin LozanoAinda não há avaliações
- Ccss 5 Madrid SolucionarioDocumento64 páginasCcss 5 Madrid Solucionarioopositor2013Ainda não há avaliações
- Unidad 2 Orígenes de La AdministraciónDocumento33 páginasUnidad 2 Orígenes de La AdministraciónMerary Romero100% (1)
- Actividad 1 Electiva 2Documento18 páginasActividad 1 Electiva 2rafael antonio giraldoAinda não há avaliações
- Cadena Logística en Los Terminales Portuarios..!Documento48 páginasCadena Logística en Los Terminales Portuarios..!Johana Basurto VilcaAinda não há avaliações
- IV.8.Cálculo de Transportador Sinfín para AceitunaDocumento12 páginasIV.8.Cálculo de Transportador Sinfín para AceitunaLEILYUS100% (2)
- OLEOHIDRAULICADocumento12 páginasOLEOHIDRAULICAAnyelo Diaz RomeroAinda não há avaliações
- OLEOHIDRAULICADocumento12 páginasOLEOHIDRAULICAAnyelo Diaz RomeroAinda não há avaliações
- 220 V1a MJKH 00044Documento17 páginas220 V1a MJKH 00044Luis Aguirre FloresAinda não há avaliações
- 220 V1a MJKH 00034Documento1 página220 V1a MJKH 00034Luis Aguirre FloresAinda não há avaliações
- Localización de Un Proyecto de Inversión - Ensayos - JanirakyDocumento16 páginasLocalización de Un Proyecto de Inversión - Ensayos - JanirakyRoque Huaraya EdwinAinda não há avaliações
- 04 Sistemas Hidraulicos PDFDocumento13 páginas04 Sistemas Hidraulicos PDFManuel Canaza AncasiAinda não há avaliações
- Texto 9Documento13 páginasTexto 9Luis Aguirre FloresAinda não há avaliações
- Texto 10Documento13 páginasTexto 10Luis Aguirre FloresAinda não há avaliações
- Texto 8Documento21 páginasTexto 8Luis Aguirre FloresAinda não há avaliações
- Texto 3Documento14 páginasTexto 3Luis Aguirre FloresAinda não há avaliações
- Texto 6Documento11 páginasTexto 6Luis Aguirre FloresAinda não há avaliações
- Localización Del ProyectoDocumento3 páginasLocalización Del ProyectoCristian Rolling Túllume CheroAinda não há avaliações
- Texto 8Documento21 páginasTexto 8Luis Aguirre FloresAinda não há avaliações
- Texto 5Documento14 páginasTexto 5Luis Aguirre FloresAinda não há avaliações
- Texto 2Documento20 páginasTexto 2Luis Aguirre FloresAinda não há avaliações
- Galgas ExtensiometricasDocumento9 páginasGalgas Extensiometricasmatias_academicoAinda não há avaliações
- Texto 7Documento8 páginasTexto 7Luis Aguirre FloresAinda não há avaliações
- Historia de Las TelecomunicacionesDocumento1 páginaHistoria de Las TelecomunicacionesLuis Aguirre FloresAinda não há avaliações
- Lenguajes de Programacion de PLCDocumento6 páginasLenguajes de Programacion de PLCMarco Antonio Gil RománAinda não há avaliações
- Actuadores rotatorios neumáticos, eléctricos e hidráulicosDocumento8 páginasActuadores rotatorios neumáticos, eléctricos e hidráulicosOrtega AndresAinda não há avaliações
- Plan Mantto Refrigeracion - Quellaveco-01Documento7 páginasPlan Mantto Refrigeracion - Quellaveco-01Luis Aguirre FloresAinda não há avaliações
- Seguridad en CalderasDocumento5 páginasSeguridad en CalderasFrank Huerta MaldonadoAinda não há avaliações
- Motores MonofasicosDocumento15 páginasMotores MonofasicosMoroni RoblesAinda não há avaliações
- Curso de Transformadores IndustrialesDocumento73 páginasCurso de Transformadores Industrialesnikoll1953Ainda não há avaliações
- Transformadores de instrumentos: características y tiposDocumento43 páginasTransformadores de instrumentos: características y tiposGera Guillén83% (6)
- Historia Minera en PerúDocumento2 páginasHistoria Minera en PerúLuis Aguirre FloresAinda não há avaliações
- Modelo de Transformadores MonofásicosDocumento8 páginasModelo de Transformadores Monofásicosagula20Ainda não há avaliações
- Transformadores Autoprotegidos PDFDocumento58 páginasTransformadores Autoprotegidos PDFJavier VargasAinda não há avaliações
- Calculo TransformadoresDocumento23 páginasCalculo TransformadoresJusto Téllez100% (2)
- Foda Calzados Completo 5Documento23 páginasFoda Calzados Completo 5Julio Snyker BCAinda não há avaliações
- Sesión 06Documento14 páginasSesión 06Jimmy AGAinda não há avaliações
- Catalogo John King ForestalDocumento12 páginasCatalogo John King ForestalHernandez ClaudiaAinda não há avaliações
- China en ResumenDocumento7 páginasChina en ResumenAdriana Patricia Taborda Sierra0% (1)
- Implementacion de Tecnicas Inmersas en Lean Manufacturing en Elproceso de EmbolsadoDocumento102 páginasImplementacion de Tecnicas Inmersas en Lean Manufacturing en Elproceso de EmbolsadoAJ Fernández MarínAinda não há avaliações
- 672Documento16 páginas672Lucy CubillosAinda não há avaliações
- BIM y Lean Construction La Clave Del Éxito de La Industria de La ConstrucciónDocumento4 páginasBIM y Lean Construction La Clave Del Éxito de La Industria de La ConstrucciónedgarAinda não há avaliações
- Forja: Proceso, Metales y AplicacionesDocumento20 páginasForja: Proceso, Metales y AplicacionesJahir Kevin Marquez BurgosAinda não há avaliações
- Plan gestión ambiental construcción patio estacionamiento tráilersDocumento28 páginasPlan gestión ambiental construcción patio estacionamiento tráilersDamkar DamarAinda não há avaliações
- Catalogo Maquinas BoshDocumento274 páginasCatalogo Maquinas BoshJhonatan HuachacaAinda não há avaliações
- Cities Skylines-Guía AvanzadaDocumento8 páginasCities Skylines-Guía AvanzadaJordi BarrancoAinda não há avaliações
- Soldadura Equipo PlasmaDocumento9 páginasSoldadura Equipo PlasmaPipee Gomez ZuluagaAinda não há avaliações
- Trabajos LogisticaDocumento7 páginasTrabajos LogisticaLuisa BallesterosAinda não há avaliações
- Práctica 2Documento4 páginasPráctica 2Marco Torres50% (2)
- Brochure Cajas de DesagueDocumento13 páginasBrochure Cajas de DesagueWalter CoronadoAinda não há avaliações
- ASD535 AccessoriesDocumento16 páginasASD535 AccessoriesJorge InostrozaAinda não há avaliações
- Diagramas de Procedimientos AsmeDocumento4 páginasDiagramas de Procedimientos Asmehenry0% (1)
- Historia y políticas del Cuerpo de Ingenieros IndustrialesDocumento646 páginasHistoria y políticas del Cuerpo de Ingenieros IndustrialesDaniel López PellicenaAinda não há avaliações
- Proyecto Final de Compra de Materiales Plásticos Cáncer S.A. de C.V.Documento89 páginasProyecto Final de Compra de Materiales Plásticos Cáncer S.A. de C.V.Daniel Alejandro Adriano CarreónAinda não há avaliações
- AYUDA CONTROL DE INVENTARIOS Eoq Descuentos, Faltantes, LEPDocumento8 páginasAYUDA CONTROL DE INVENTARIOS Eoq Descuentos, Faltantes, LEPLUISA FERNANDA COY VARGASAinda não há avaliações
- Proceso MineroDocumento118 páginasProceso MineroRoyfrank LopezAinda não há avaliações
- Electrodos ÁcidosDocumento8 páginasElectrodos ÁcidosJuan Carlos Aguayo SuyAinda não há avaliações
- 2-Presentación IAS Horno Walking - Beam ACERBRAGDocumento22 páginas2-Presentación IAS Horno Walking - Beam ACERBRAGmaxibarrios72Ainda não há avaliações
- Precalificación de WPSDocumento16 páginasPrecalificación de WPSJuan David RestrepoAinda não há avaliações
- Block PET: Un block ecológico y económicoDocumento37 páginasBlock PET: Un block ecológico y económicoCuperBautistaAinda não há avaliações