Você também pode gostar
- Que Es JidokaDocumento18 páginasQue Es JidokaJonathan Emanuel Bastian PerezAinda não há avaliações
- CUESTIONARIODocumento16 páginasCUESTIONARIORolando De la CruzAinda não há avaliações
- Lab - 09 2019-1Documento48 páginasLab - 09 2019-1Javier VargasAinda não há avaliações
- Resumenes y Cuestionarios Cap 12 - 13 - 14Documento30 páginasResumenes y Cuestionarios Cap 12 - 13 - 14zet wonAinda não há avaliações
- Normativa EmpaquesDocumento58 páginasNormativa EmpaquesFernando RuizAinda não há avaliações
- Caso MillikenDocumento2 páginasCaso Millikenyanet yupanquiAinda não há avaliações
- Proceso de Manufactura de Latas de BebidasDocumento7 páginasProceso de Manufactura de Latas de Bebidasdavid_piu_x2Ainda não há avaliações
- Diagrama de Flujo de Operaciones de Elaboracion deDocumento6 páginasDiagrama de Flujo de Operaciones de Elaboracion demarielarivera2009Ainda não há avaliações
- Embalaje de MaderaDocumento18 páginasEmbalaje de MaderaRonaldo ChavezAinda não há avaliações
- Defectos de Los Envases de CartonDocumento5 páginasDefectos de Los Envases de CartonMiguel A. Hernandez100% (1)
- El Proceso de Las LatasDocumento8 páginasEl Proceso de Las LatasHannia Jackeline Lechuga RodriguezAinda não há avaliações
- Cart OnesDocumento9 páginasCart OnesAnthony Flores FloresAinda não há avaliações
- Defectos de ForjadoDocumento2 páginasDefectos de ForjadoAlberto PertuzAinda não há avaliações
- ForjaDocumento6 páginasForjaAdrian Arauco CarhuasAinda não há avaliações
- Factor EdificioDocumento23 páginasFactor EdificioMayerling Colque MurguiaAinda não há avaliações
- ACERIAS PAZ DEL RIO (Cuadro de Procesos)Documento6 páginasACERIAS PAZ DEL RIO (Cuadro de Procesos)Juan Sebastian VilleroAinda não há avaliações
- Ficha Tecnica CartoncilloDocumento1 páginaFicha Tecnica CartoncilloGeisy Korin Corzo ParedesAinda não há avaliações
- Sintesis de La 35-51 Procesos EpistemologiaDocumento23 páginasSintesis de La 35-51 Procesos EpistemologiaMarlon Toapanta100% (1)
- Ficha Tecnica AceroDocumento3 páginasFicha Tecnica AceroAnonymous vuPzDUkSAinda não há avaliações
- Etapas de Los Tratamientos TérmicosDocumento1 páginaEtapas de Los Tratamientos TérmicosAris Delgadillo100% (3)
- METALICOS EnvasesDocumento55 páginasMETALICOS EnvasesFlor ViancosAinda não há avaliações
- Procesos de Fabricacion y Manufactura de Una Llave CombinadaDocumento6 páginasProcesos de Fabricacion y Manufactura de Una Llave CombinadaJasaca PlayAinda não há avaliações
- BohlerDocumento9 páginasBohlerChristopher ChuquínAinda não há avaliações
- Practica de Diagrama de OperacionesDocumento5 páginasPractica de Diagrama de OperacionesEstefania YacilaAinda não há avaliações
- Papel KraftDocumento9 páginasPapel KraftMariela Guerra TerrazasAinda não há avaliações
- Procesamiento Del PlasticoDocumento19 páginasProcesamiento Del PlasticoValeria FloresAinda não há avaliações
- Informe Envases Metalicos PDFDocumento30 páginasInforme Envases Metalicos PDFRebeca Rodriguez Ruiz75% (4)
- Innovaciones de PETDocumento9 páginasInnovaciones de PETMarijo MoralesAinda não há avaliações
- Tipos de Operaciones en La Industria IIDocumento53 páginasTipos de Operaciones en La Industria IIdavinik910Ainda não há avaliações
- Envase de Tetra Gemina Aseptic Por GloriaDocumento4 páginasEnvase de Tetra Gemina Aseptic Por GloriaEduardoGironAinda não há avaliações
- Proceso Productivo Del Salami TipoDocumento2 páginasProceso Productivo Del Salami TipoDavid Suarez ChaconAinda não há avaliações
- Fabricación de Latas de BebidaDocumento5 páginasFabricación de Latas de BebidaTezcaltipocaAinda não há avaliações
- Milliken and CompanyDocumento1 páginaMilliken and CompanyNorman Gerardo Galeas FigueroaAinda não há avaliações
- El Proceso de CorrugadoDocumento9 páginasEl Proceso de CorrugadoHugo AguileraAinda não há avaliações
- Lamina 1079604910Documento1 páginaLamina 1079604910Johnny Diaz VargasAinda não há avaliações
- Ficha Técnica Botellas - 600 Diseño CDDocumento1 páginaFicha Técnica Botellas - 600 Diseño CDAuxiliar DpsAinda não há avaliações
- TetrapakDocumento10 páginasTetrapakCinthya Monsefú100% (1)
- Fundicion en Molde Permanente A Alta PresionDocumento9 páginasFundicion en Molde Permanente A Alta PresionAlexis García Urrego0% (1)
- Diagrama de BloquesDocumento8 páginasDiagrama de BloquesMaitrellis Lozano PadillaAinda não há avaliações
- Ficha Tecnica MDFDocumento2 páginasFicha Tecnica MDFBhc Contratistas Sac0% (1)
- Proceso de La Elaboración de La Conserva Del Machete de Pescado en Salsa de TomateDocumento5 páginasProceso de La Elaboración de La Conserva Del Machete de Pescado en Salsa de TomateKriss Galvez Rodriguez0% (1)
- Corona Envase de VidrioDocumento20 páginasCorona Envase de VidrioJeshua SalasAinda não há avaliações
- Piel de Tiburon PresentaciónDocumento44 páginasPiel de Tiburon PresentaciónCarolina GonzálezAinda não há avaliações
- Envase de HojalataDocumento19 páginasEnvase de Hojalatalogistica GalvasaAinda não há avaliações
- Propuesta de Sostenibilidad y RrssDocumento3 páginasPropuesta de Sostenibilidad y RrssAndre MinchonAinda não há avaliações
- PROCESOS DE MANUFACTURA II Resultado de AprendizajeDocumento10 páginasPROCESOS DE MANUFACTURA II Resultado de AprendizajeRoque DominguezAinda não há avaliações
- Control de LecturaDocumento2 páginasControl de LecturaLilian Sandoval DiazAinda não há avaliações
- Manual de Normas de Calidad Envase y EmpaqueDocumento91 páginasManual de Normas de Calidad Envase y EmpaqueAin't Almight100% (1)
- Diagrama de Flujo de Procesos Con Trazado para La Obtención de HidrogenoDocumento4 páginasDiagrama de Flujo de Procesos Con Trazado para La Obtención de HidrogenoPedro RomeroAinda não há avaliações
- Papel y Carton-EnsayosDocumento10 páginasPapel y Carton-EnsayosLauroDelAguilaDavilaAinda não há avaliações
- Instructivo de Pasteurizacion de LecheDocumento5 páginasInstructivo de Pasteurizacion de LecheSamuel YanguicelaAinda não há avaliações
- p1 Procesos de Fabricación de Latas de AluminioDocumento17 páginasp1 Procesos de Fabricación de Latas de AluminioEduardo Danilo ErasAinda não há avaliações
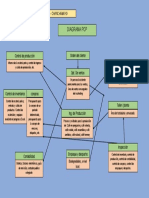
- Ponce Lanchipa Jerry Ivan - Diagrama PCPDocumento1 páginaPonce Lanchipa Jerry Ivan - Diagrama PCPJerry Ivan Ponce LanchipaAinda não há avaliações
- Diagrama de Flujo de Mantenimiento Correctivo Parte 1Documento4 páginasDiagrama de Flujo de Mantenimiento Correctivo Parte 1Cesar M SalasAinda não há avaliações
- Proceso Y Propiedades Del Pet: M&G Polímeros Mexico S.A. de C.VDocumento212 páginasProceso Y Propiedades Del Pet: M&G Polímeros Mexico S.A. de C.VAlbertico RojaAinda não há avaliações
- Selección, Diseño y Análisis de ProcesosDocumento13 páginasSelección, Diseño y Análisis de ProcesosJuan Carlos ArellanoAinda não há avaliações
- Calidad Del Barniz y HermeticidadDocumento13 páginasCalidad Del Barniz y HermeticidadJohan H̶A̶l̶v̶a̶r̶e̶z̶Ainda não há avaliações
- Informe #6 Control de Calidad de Barnices en Embalajes MetálicosDocumento11 páginasInforme #6 Control de Calidad de Barnices en Embalajes Metálicoskaterin gregoria marquez yaltaAinda não há avaliações
- Informe #6 - Control de Calidad de Barnices en Embalajes MetálicosDocumento12 páginasInforme #6 - Control de Calidad de Barnices en Embalajes Metálicoslinley gabriel kajekui collantesAinda não há avaliações
- UNIVERSIDAD NACIONAL DE SAN MARTIN-barnizDocumento13 páginasUNIVERSIDAD NACIONAL DE SAN MARTIN-barnizLucita Pinedo MacedoAinda não há avaliações
- Listado de Costumbres MercantilesDocumento21 páginasListado de Costumbres MercantilesDiegojosee22Ainda não há avaliações
- Comercial TemarDocumento104 páginasComercial Temarhexapodo2Ainda não há avaliações
- 1° Pack Planes de NegocioDocumento16 páginas1° Pack Planes de NegocioEdwin H GarciaAinda não há avaliações
- Cables y ConexionesDocumento17 páginasCables y ConexionesHwks DeepAinda não há avaliações
- Tarea de ProgramacionDocumento3 páginasTarea de ProgramacionraulAinda não há avaliações
- Desarrollo OrganizacionalDocumento35 páginasDesarrollo OrganizacionalClaudia Edith Ambriz Sandoval100% (6)
- Gestion de MantenimientoDocumento7 páginasGestion de MantenimientoEvana Astudillo SandovalAinda não há avaliações
- Riesgos Higienicos en El Sector de La JoyeriaDocumento14 páginasRiesgos Higienicos en El Sector de La JoyeriaKaren Zugeidi Buitrago GarciaAinda não há avaliações
- Taller Contabilidad FinancieraDocumento5 páginasTaller Contabilidad FinancieraDanyHernandezMoreloAinda não há avaliações
- Evaluación Diagnóstico Parciales y Quimestrales 8vo Va QuintoDocumento15 páginasEvaluación Diagnóstico Parciales y Quimestrales 8vo Va Quintoeloisa_maricelaAinda não há avaliações
- Matriz de ComunicaciónDocumento1 páginaMatriz de ComunicaciónHeysenAinda não há avaliações
- ErgonomiaDocumento14 páginasErgonomiaVictoria Bernilla CamposAinda não há avaliações
- Informe #004 - Planefa 2023Documento4 páginasInforme #004 - Planefa 2023Daniel Tunqui Ccoicca100% (2)
- Dia Positi VasDocumento28 páginasDia Positi VasIsrael Nazareth Chaparro CruzAinda não há avaliações
- Estudio de La Unidad de Salud ISSTECH 1Documento24 páginasEstudio de La Unidad de Salud ISSTECH 1ArturoAinda não há avaliações
- Teoria Administrativa Cuadro ComparativoDocumento14 páginasTeoria Administrativa Cuadro ComparativoAlejandro Cadavid MárquezAinda não há avaliações
- Muebles Rusticos-Sistema de Pólizas-Ejercicio 2Documento2 páginasMuebles Rusticos-Sistema de Pólizas-Ejercicio 2Azucena CauichAinda não há avaliações
- Sistema Financiero Peruano Mapa Mental 129348 Downloable 2841811Documento2 páginasSistema Financiero Peruano Mapa Mental 129348 Downloable 2841811Yosh Salazar AubertAinda não há avaliações
- CONAC Caso PracticoDocumento45 páginasCONAC Caso Practicodaleop100% (4)
- Perfil CuscoDocumento40 páginasPerfil Cuscoheydrish wilar turpo ccamaAinda não há avaliações
- Sistema de Sincronización Motor de Combustion InternaDocumento3 páginasSistema de Sincronización Motor de Combustion InternaGerman Tuc RoblesAinda não há avaliações
- Formato para Guia de Practicas AsistenciaDocumento2 páginasFormato para Guia de Practicas AsistenciaCarlos MendozaAinda não há avaliações
- Fase 2 Angela Ramírez Montoya Articulo IEEEDocumento5 páginasFase 2 Angela Ramírez Montoya Articulo IEEEangela ramirez0% (1)
- Exámen Diseño ElectrónicoDocumento5 páginasExámen Diseño ElectrónicoRonny TituanaAinda não há avaliações
- Manual Sistema de Gestion Integrado PDFDocumento107 páginasManual Sistema de Gestion Integrado PDFedy0001Ainda não há avaliações
- Actividad 3 CostosDocumento5 páginasActividad 3 CostosMaria Jose Castro AguilarAinda não há avaliações
- Examen Parcial Semana 4Documento6 páginasExamen Parcial Semana 4lmqm08Ainda não há avaliações
- Rúbrica de Evaluación Docente - UPNDocumento5 páginasRúbrica de Evaluación Docente - UPNxxxdenixAinda não há avaliações
- Tipos de Malware en La ActualidadDocumento4 páginasTipos de Malware en La ActualidadDenniseAinda não há avaliações
- Materiales Peligrosos Operaciones USARDocumento128 páginasMateriales Peligrosos Operaciones USARJHONRUEDA0309Ainda não há avaliações