Você também pode gostar
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Introduction To Magnetic Flow MetersDocumento11 páginasIntroduction To Magnetic Flow MetersNïkĦïl ДkДvØØrAinda não há avaliações
- What Is A Magnetic Flow MeterDocumento4 páginasWhat Is A Magnetic Flow MeterSagar PatkiAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Sources of Error A: Swirl, Profile, and TurbulenceDocumento12 páginasSources of Error A: Swirl, Profile, and TurbulenceFerney OrtizAinda não há avaliações
- (TP0A002) Pipeline Meter SelectionDocumento3 páginas(TP0A002) Pipeline Meter SelectionRoberto Carlos TeixeiraAinda não há avaliações
- Flow Meter Spec & AppDocumento7 páginasFlow Meter Spec & AppAmr Ali IbrahimAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Electromagnetic FLOW METERDocumento13 páginasElectromagnetic FLOW METERpabloasotoAinda não há avaliações
- Electromagnetic Flow Meter Catalogue LJP (4310) PDFDocumento14 páginasElectromagnetic Flow Meter Catalogue LJP (4310) PDFluis palacioAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Ultrasonic Portable TypeDocumento3 páginasUltrasonic Portable TypesyamsundariitmAinda não há avaliações
- Flow Transmitters PDFDocumento6 páginasFlow Transmitters PDFMurugeshAinda não há avaliações
- ADDMAS Electro-Magnetic Flow Meters Installation GuideDocumento22 páginasADDMAS Electro-Magnetic Flow Meters Installation Guideinfo -ADDMAS100% (1)
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Liquid Interface Level Measurement: Special Application SeriesDocumento8 páginasLiquid Interface Level Measurement: Special Application Seriesmaqbool1Ainda não há avaliações
- Electromagnetic Flowmeter in IndiaDocumento4 páginasElectromagnetic Flowmeter in IndiaaddmasdivyangAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Vortex Meters For GasDocumento5 páginasVortex Meters For GasRicardo Zárate GodinezAinda não há avaliações
- Flow MeterDocumento9 páginasFlow MeterShin BoAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- ZERO100E Insertion Type Electromagnetic Flow Meter Catalog Z100E by Dalian Zero Instrument Technology Co., LTD ChinaDocumento24 páginasZERO100E Insertion Type Electromagnetic Flow Meter Catalog Z100E by Dalian Zero Instrument Technology Co., LTD ChinaMichael SunAinda não há avaliações
- TTM-DS-00085-EN-01 TFX Ultra 07 09 13Documento8 páginasTTM-DS-00085-EN-01 TFX Ultra 07 09 13Ahmed AbdelwaneesAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- What Is A Magnetic Flow MeterDocumento4 páginasWhat Is A Magnetic Flow MeterLarry SmithAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Field Devices - Flow: Log oDocumento16 páginasField Devices - Flow: Log osalmo83:18Ainda não há avaliações
- Maintenance Manual FOR Turbine Flow Meter: Shanghai Cowell Machinery Co., LTDDocumento29 páginasMaintenance Manual FOR Turbine Flow Meter: Shanghai Cowell Machinery Co., LTDasmoosa_scribdAinda não há avaliações
- DS FSV430 450 en eDocumento44 páginasDS FSV430 450 en eGiles HarperAinda não há avaliações
- Electromagnetic Flow Meter-BCSTDocumento17 páginasElectromagnetic Flow Meter-BCSTXu EmilyAinda não há avaliações
- Custody As Cash RegisterDocumento5 páginasCustody As Cash RegisterNasrul AdliAinda não há avaliações
- vortex flowmeter manualDocumento31 páginasvortex flowmeter manualRoLopAinda não há avaliações
- Custody Transfer - Flowmeter As Cash RegisterDocumento4 páginasCustody Transfer - Flowmeter As Cash RegistermaygomezAinda não há avaliações
- Flow Measurement TechnologyDocumento59 páginasFlow Measurement TechnologyIamPedroAinda não há avaliações
- TSI MassFlowMeterDocumento6 páginasTSI MassFlowMetera.la_pica2161Ainda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- Flowmeters as Cash Registers: Accuracy is Key in Custody Transfer MeteringDocumento7 páginasFlowmeters as Cash Registers: Accuracy is Key in Custody Transfer Meteringkamala 123Ainda não há avaliações
- Messtechnik Lieferprogramm en PDFDocumento24 páginasMesstechnik Lieferprogramm en PDFkenangrok2009100% (1)
- The Outstanding FH8500 Ultrasonic Metering SolutionDocumento4 páginasThe Outstanding FH8500 Ultrasonic Metering SolutionRadityaA.PerdanaAinda não há avaliações
- LDK Leaflet Complete WebDocumento30 páginasLDK Leaflet Complete WebcisnatelAinda não há avaliações
- On-site high voltage diagnostic tests improve power transformer reliabilityDocumento9 páginasOn-site high voltage diagnostic tests improve power transformer reliabilityDante FilhoAinda não há avaliações
- Digital Flow Meter For GasDocumento2 páginasDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- CBGN Product CatalogueDocumento8 páginasCBGN Product Cataloguesivak78mduguhaAinda não há avaliações
- Oil and Gas Custody Transfer PetroleumDocumento5 páginasOil and Gas Custody Transfer PetroleumMohammad OkourAinda não há avaliações
- The Outstanding Ultrasonic Flowmeter SolutionDocumento8 páginasThe Outstanding Ultrasonic Flowmeter SolutionBaskar KannaiahAinda não há avaliações
- Hedland Variable Area Flow Meters and Flow Switches Catalog Vam-Ca-00254-En PDFDocumento84 páginasHedland Variable Area Flow Meters and Flow Switches Catalog Vam-Ca-00254-En PDFCarlosEnriqueFalconZapataAinda não há avaliações
- Ag FS FV 101-En-03 2012 PDFDocumento2 páginasAg FS FV 101-En-03 2012 PDFhotnatkapoorAinda não há avaliações
- Flow Meter Accuracy MattersDocumento4 páginasFlow Meter Accuracy Mattersfawmer61Ainda não há avaliações
- Condition Monitoring of Electrical Components (EEL 426Documento57 páginasCondition Monitoring of Electrical Components (EEL 426Rohit Joshi100% (1)
- MAG-DS-00493-EN M3000 Electromagnetic Flow Meter Product Data SheetDocumento4 páginasMAG-DS-00493-EN M3000 Electromagnetic Flow Meter Product Data SheetSebastián Alexander Flores OroscoAinda não há avaliações
- TVA Flowmeter With Wireless HART-Sales BrochureDocumento16 páginasTVA Flowmeter With Wireless HART-Sales BrochureRandy PalmaAinda não há avaliações
- Digital Flow Meter For GasDocumento1 páginaDigital Flow Meter For GasMASSFLOWMEASUREMENTSAinda não há avaliações
- High-Performance D/A-Converters: Application to Digital TransceiversNo EverandHigh-Performance D/A-Converters: Application to Digital TransceiversAinda não há avaliações
- PremierOil - Panels 1-6 (A3) Screen VersionDocumento6 páginasPremierOil - Panels 1-6 (A3) Screen VersionFloyd BurgessAinda não há avaliações
- Hydrogen Safety 871916Documento389 páginasHydrogen Safety 871916BustaDrives100% (1)
- Crane - Flow of Fluids Through Valves, Fittings and Pipe (1986) by CraneDocumento131 páginasCrane - Flow of Fluids Through Valves, Fittings and Pipe (1986) by CranesnamprogAinda não há avaliações
- Anglia Car Auction PDFDocumento1 páginaAnglia Car Auction PDFsnamprogAinda não há avaliações
- Hydrogen technology– an overviewDocumento7 páginasHydrogen technology– an overviewlili_eqAinda não há avaliações
- Design of Overhead Condensers and Air-Cooled HXDocumento10 páginasDesign of Overhead Condensers and Air-Cooled HXsnamprogAinda não há avaliações
- Hazardous ZonesDocumento12 páginasHazardous ZonesIsrael GarciaAinda não há avaliações
- hydrogen_productionDocumento7 páginashydrogen_productionsnamprogAinda não há avaliações
- HYDROGEN PLANT DESIGN_3DG-B42-00001Documento8 páginasHYDROGEN PLANT DESIGN_3DG-B42-00001snamprogAinda não há avaliações
- Norsok Standard - Process Design (P-001r3)Documento29 páginasNorsok Standard - Process Design (P-001r3)Thitikorn WassanarpheernphongAinda não há avaliações
- Anglia Car Auction PDFDocumento1 páginaAnglia Car Auction PDFsnamprogAinda não há avaliações
- ThewashwarriorDocumento1 páginaThewashwarriorsnamprogAinda não há avaliações
- API 510 Mid-Session Exam (Open Book) : Instructions: Choose Only One Answer Which You Think Is Most AppropriateDocumento6 páginasAPI 510 Mid-Session Exam (Open Book) : Instructions: Choose Only One Answer Which You Think Is Most AppropriatesnamprogAinda não há avaliações
- Anglia Car Auction PDFDocumento1 páginaAnglia Car Auction PDFsnamprogAinda não há avaliações
- Specialreport: Gas Processing Developments: Register Log OnDocumento4 páginasSpecialreport: Gas Processing Developments: Register Log OnsnamprogAinda não há avaliações
- Specialreport: Gas Processing Developments: Register Log OnDocumento4 páginasSpecialreport: Gas Processing Developments: Register Log OnsnamprogAinda não há avaliações
- Dimensions and Weights: Sizing & SelectionDocumento24 páginasDimensions and Weights: Sizing & SelectionsnamprogAinda não há avaliações
- Dsear - HseDocumento120 páginasDsear - HsegangsAinda não há avaliações
- Handwheels, Limit Stops and Lever Operators: Sizing & SelectionDocumento8 páginasHandwheels, Limit Stops and Lever Operators: Sizing & SelectionsnamprogAinda não há avaliações
- Positioners: Sizing & SelectionDocumento4 páginasPositioners: Sizing & SelectionsnamprogAinda não há avaliações
- 20 - Common Conversion Factors PDFDocumento2 páginas20 - Common Conversion Factors PDFsnamprogAinda não há avaliações
- Steam Tables PropertiesDocumento22 páginasSteam Tables PropertiesFathur Deka Aprianda0% (1)
- Selection of Bonnets, Flanges, Bolting, Packing and Guides for Globe ValvesDocumento15 páginasSelection of Bonnets, Flanges, Bolting, Packing and Guides for Globe Valvesfaisal84in100% (1)
- 6 Body-Forms PDFDocumento8 páginas6 Body-Forms PDFsnamprogAinda não há avaliações
- SS 16 PDFDocumento24 páginasSS 16 PDFLeonard TuckerAinda não há avaliações
- BABCOCK BOILER 1 - 6 Instruction ManualDocumento43 páginasBABCOCK BOILER 1 - 6 Instruction Manualashek ullah100% (1)
- Unbalanced and Pressure-Balanced Trim: Sizing & SelectionDocumento6 páginasUnbalanced and Pressure-Balanced Trim: Sizing & SelectionsnamprogAinda não há avaliações
- Sizing & Selection: Control Valve Noise PredictionDocumento5 páginasSizing & Selection: Control Valve Noise PredictionsnamprogAinda não há avaliações
- Typical Pressure Relief ScenariosDocumento1 páginaTypical Pressure Relief ScenariossnamprogAinda não há avaliações
- Control-Valve 1Documento26 páginasControl-Valve 1Mahmoud KasbanAinda não há avaliações
- 01 Automatic English To Braille TranslatorDocumento8 páginas01 Automatic English To Braille TranslatorShreejith NairAinda não há avaliações
- Super Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasDocumento5 páginasSuper Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasAbdallaAinda não há avaliações
- An Overview of National Ai Strategies and Policies © Oecd 2021Documento26 páginasAn Overview of National Ai Strategies and Policies © Oecd 2021wanyama DenisAinda não há avaliações
- PS300-TM-330 Owners Manual PDFDocumento55 páginasPS300-TM-330 Owners Manual PDFLester LouisAinda não há avaliações
- Discretionary Lending Power Updated Sep 2012Documento28 páginasDiscretionary Lending Power Updated Sep 2012akranjan888Ainda não há avaliações
- Okuma Osp5000Documento2 páginasOkuma Osp5000Zoran VujadinovicAinda não há avaliações
- The Value of Repeat Biopsy in SLEDocumento8 páginasThe Value of Repeat Biopsy in SLESergio CerpaAinda não há avaliações
- Lec - Ray Theory TransmissionDocumento27 páginasLec - Ray Theory TransmissionmathewAinda não há avaliações
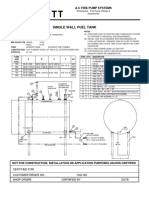
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDocumento1 páginaSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoAinda não há avaliações
- SDNY - Girl Scouts V Boy Scouts ComplaintDocumento50 páginasSDNY - Girl Scouts V Boy Scouts Complaintjan.wolfe5356Ainda não há avaliações
- 2006-07 (Supercupa) AC Milan-FC SevillaDocumento24 páginas2006-07 (Supercupa) AC Milan-FC SevillavasiliscAinda não há avaliações
- CSEC IT Fundamentals of Hardware and SoftwareDocumento2 páginasCSEC IT Fundamentals of Hardware and SoftwareR.D. Khan100% (1)
- LPM 52 Compar Ref GuideDocumento54 páginasLPM 52 Compar Ref GuideJimmy GilcesAinda não há avaliações
- Tech Letter-NFPA 54 To Include Bonding 8-08Documento2 páginasTech Letter-NFPA 54 To Include Bonding 8-08gl lugaAinda não há avaliações
- Material Properties L2 Slides and NotesDocumento41 páginasMaterial Properties L2 Slides and NotesjohnAinda não há avaliações
- Distribution of Laptop (Ha-Meem Textiles Zone)Documento3 páginasDistribution of Laptop (Ha-Meem Textiles Zone)Begum Nazmun Nahar Juthi MozumderAinda não há avaliações
- GS Ep Cor 356Documento7 páginasGS Ep Cor 356SangaranAinda não há avaliações
- CadLink Flyer 369044 937 Rev 00Documento2 páginasCadLink Flyer 369044 937 Rev 00ShanaHAinda não há avaliações
- BUSINESS FINANCE - Activity 2Documento3 páginasBUSINESS FINANCE - Activity 2Airish PascualAinda não há avaliações
- Overhead Door Closers and Hardware GuideDocumento2 páginasOverhead Door Closers and Hardware GuideAndrea Joyce AngelesAinda não há avaliações
- BAR Digest MenuDocumento4 páginasBAR Digest MenuFloila Jane YmasAinda não há avaliações
- The SAGE Handbook of Digital JournalismDocumento497 páginasThe SAGE Handbook of Digital JournalismK JAinda não há avaliações
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDocumento11 páginasSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesAinda não há avaliações
- De Thi Chuyen Hai Duong 2014 2015 Tieng AnhDocumento4 páginasDe Thi Chuyen Hai Duong 2014 2015 Tieng AnhHuong NguyenAinda não há avaliações
- Milton Hershey's Sweet StoryDocumento10 páginasMilton Hershey's Sweet Storysharlene sandovalAinda não há avaliações
- 3 Course Contents IIIBDocumento5 páginas3 Course Contents IIIBshahabAinda não há avaliações
- 2020-05-14 County Times NewspaperDocumento32 páginas2020-05-14 County Times NewspaperSouthern Maryland OnlineAinda não há avaliações
- 3 Intro To Ozone LaundryDocumento5 páginas3 Intro To Ozone LaundrynavnaAinda não há avaliações
- Nature and Effects of ObligationsDocumento5 páginasNature and Effects of ObligationsIan RanilopaAinda não há avaliações
- Ata 36 PDFDocumento149 páginasAta 36 PDFAyan Acharya100% (2)