Você também pode gostar
- Capitulo 1 CI52HDocumento19 páginasCapitulo 1 CI52HIsraelAinda não há avaliações
- Ingeniería de Fabricación ResumenDocumento50 páginasIngeniería de Fabricación ResumenVíctor Balló VelaAinda não há avaliações
- Ajustes y Tolerancias en Los Procesos de MecanizadoDocumento17 páginasAjustes y Tolerancias en Los Procesos de MecanizadofronjoseAinda não há avaliações
- Capitulo 6 (1) - Tolerancias y AjustesDocumento6 páginasCapitulo 6 (1) - Tolerancias y AjustesJuan Camilo PachiAinda não há avaliações
- Columna de PlatosDocumento3 páginasColumna de PlatosDanielCarrascoAinda não há avaliações
- MáquinasHerramientas-InducciónDocumento12 páginasMáquinasHerramientas-InducciónDavo ArmasAinda não há avaliações
- Acero Catalogo MIPSADocumento110 páginasAcero Catalogo MIPSAJorge Peniché100% (1)
- Moldeo de Piezas MetálicasDocumento30 páginasMoldeo de Piezas MetálicasIrineo Avalos MejiaAinda não há avaliações
- Sistemas de tuberías en centrales térmicasDocumento155 páginasSistemas de tuberías en centrales térmicasManuel Gallegos CalderónAinda não há avaliações
- Tipos de SoldaduraDocumento16 páginasTipos de SoldaduraJuan QuispeAinda não há avaliações
- Tarea 4 Cuestionario SOLD.Documento4 páginasTarea 4 Cuestionario SOLD.Elvis Chancayauri Ylachoque100% (1)
- Procedimientos de Evaluación de La Integridad EstructuraDocumento8 páginasProcedimientos de Evaluación de La Integridad EstructurajoseAinda não há avaliações
- MAQUINABILIDADDocumento44 páginasMAQUINABILIDADJose Gonzalez Buiza0% (1)
- Controles de quemador optimizados paraDocumento28 páginasControles de quemador optimizados paraWalter ZalazarAinda não há avaliações
- Uniones FijasDocumento45 páginasUniones FijasDrámeterAinda não há avaliações
- 4130Documento7 páginas4130Ale AriasAinda não há avaliações
- Conformado Plastico de Metales. FORJA.Documento143 páginasConformado Plastico de Metales. FORJA.Daniel MesaAinda não há avaliações
- F 1140Documento2 páginasF 1140Borja Álvarez DíazAinda não há avaliações
- Clasificacion de Norma SaeDocumento13 páginasClasificacion de Norma SaeJaiiro'MrzGcAinda não há avaliações
- Mercado Del Envió A Granel y Mercado de Contenedores. Estrategia de Negocio en El Embarque y Crecimiento de Las Empresas. Red de Transporte Marítimo.Documento9 páginasMercado Del Envió A Granel y Mercado de Contenedores. Estrategia de Negocio en El Embarque y Crecimiento de Las Empresas. Red de Transporte Marítimo.Ariel ChafuelanAinda não há avaliações
- Acotacion FuncionalDocumento15 páginasAcotacion FuncionalChristian NietoAinda não há avaliações
- Análisis soldadura AISI 316-L ecotachosDocumento8 páginasAnálisis soldadura AISI 316-L ecotachosChristianCobaAinda não há avaliações
- Oxicorte Bajo El AguaDocumento2 páginasOxicorte Bajo El AguaDinel Dustin Flores HuertaAinda não há avaliações
- UPM - Instalaciones Off-Shore para Carga y Descarga Hidrocarburos - UnlockedDocumento80 páginasUPM - Instalaciones Off-Shore para Carga y Descarga Hidrocarburos - UnlockedJan Ameth Jaramillo MojicaAinda não há avaliações
- Colado en Molde PermanenteDocumento19 páginasColado en Molde Permanenteascharlyx50% (2)
- Perfilado continuo de metales: introducción al proceso y análisis de deformacionesDocumento18 páginasPerfilado continuo de metales: introducción al proceso y análisis de deformacionesFaustino MamaniAinda não há avaliações
- Desgaste de MaterialesDocumento2 páginasDesgaste de Materialescarlos_corona_21100% (4)
- Proyecto PDF MANUFACTURA Porta Punzon PDFDocumento39 páginasProyecto PDF MANUFACTURA Porta Punzon PDFLuis Vi llamar malvaez100% (3)
- Proceso de fabricación del aceroDocumento4 páginasProceso de fabricación del aceroJoséAinda não há avaliações
- Electro Oxidación Por PlasmaDocumento1 páginaElectro Oxidación Por PlasmaWilliam MasterAinda não há avaliações
- Resume NDocumento271 páginasResume NOrlando AndreAinda não há avaliações
- ALEACIONESDocumento27 páginasALEACIONESJefferson FabricioAinda não há avaliações
- CMM2 - Practico 4 - Teorias de FallaDocumento5 páginasCMM2 - Practico 4 - Teorias de FallaCristian Cardenas RiveraAinda não há avaliações
- Corte Con Chorro de AguaDocumento10 páginasCorte Con Chorro de Aguarassisonny-4690Ainda não há avaliações
- EmbuticiónDocumento3 páginasEmbuticiónKarina Ibarra CisnerosAinda não há avaliações
- Prevención de La CorrosiónDocumento6 páginasPrevención de La CorrosiónMich GoAinda não há avaliações
- Soldadura fuerte tuberíasDocumento5 páginasSoldadura fuerte tuberíasKrlos BetaAinda não há avaliações
- Boracion o Borurado PDFDocumento5 páginasBoracion o Borurado PDFmartinutniemAinda não há avaliações
- Propiedades Capacidad de CargaDocumento14 páginasPropiedades Capacidad de CargaEVELIN VAQUERO HERNANDEZAinda não há avaliações
- ActividaddobladoDocumento2 páginasActividaddobladoJorge David Vivas RojasAinda não há avaliações
- Laminado en CalienteDocumento3 páginasLaminado en CalienteFernando Herrera CoronaAinda não há avaliações
- Seminario Problemas 2 Fundicion y Pulvimetalurgia PDFDocumento16 páginasSeminario Problemas 2 Fundicion y Pulvimetalurgia PDFLino Alvarado AstoquilcaAinda não há avaliações
- SoldaduraDocumento6 páginasSoldaduraDavid AlmeidaAinda não há avaliações
- Proyecto Grua Viajera Integradora IVDocumento22 páginasProyecto Grua Viajera Integradora IVDennise Jiménez50% (2)
- Soldadura Por Arco Eléctrico Con Electrodo Revestido PDFDocumento31 páginasSoldadura Por Arco Eléctrico Con Electrodo Revestido PDFAnonymous tI6cgOO7NAAinda não há avaliações
- 13 TK Gestion Analisis Riesgos Inspeccion TesisDocumento50 páginas13 TK Gestion Analisis Riesgos Inspeccion TesisENRIQUEAinda não há avaliações
- Cizallado ManifacturaDocumento5 páginasCizallado ManifacturaEsli Cuevas NavarreteAinda não há avaliações
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Documento6 páginasTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Julio C. Camargo Santos100% (2)
- Clasificación y tipos de fresadorasDocumento21 páginasClasificación y tipos de fresadorasRagde DesantAinda não há avaliações
- Extrusión metales procesoDocumento13 páginasExtrusión metales procesoAna Maria RestrepoAinda não há avaliações
- Apuntes AceroDocumento6 páginasApuntes AcerolainstanAinda não há avaliações
- Maquinado Quimico G12Documento9 páginasMaquinado Quimico G12Cold SunsetAinda não há avaliações
- Corrosión AeroespacialDocumento39 páginasCorrosión AeroespacialBryam David33% (3)
- Informe 2 Deformacion Resi 1Documento11 páginasInforme 2 Deformacion Resi 1JAMA115Ainda não há avaliações
- FATIGA DE MetalesDocumento11 páginasFATIGA DE MetalesLUISA FERNANDA100% (1)
- Escuela Politécnica Ing. MecánicaDocumento24 páginasEscuela Politécnica Ing. MecánicaRafita GaiborAinda não há avaliações
- Mantenimiento MecánicoDocumento14 páginasMantenimiento MecánicoNoe Otoniel Palacios AtocheAinda não há avaliações
- Foro Mecánica de Banco y Afilado de HerramientasDocumento4 páginasForo Mecánica de Banco y Afilado de HerramientasJohan CasasAinda não há avaliações
- Torneado máquinasDocumento16 páginasTorneado máquinasEdson GuzmánAinda não há avaliações
- Proceso de Corte y Afilado de CuchillasDocumento8 páginasProceso de Corte y Afilado de CuchillasErika ElizabethAinda não há avaliações
- CSIC080109PT101071Documento25 páginasCSIC080109PT101071cvcxvvccAinda não há avaliações
- Mortero Exposicion Equipo 2Documento44 páginasMortero Exposicion Equipo 2david1994Ainda não há avaliações
- Interzone 954Documento4 páginasInterzone 954roylesterlaraAinda não há avaliações
- Estrategias de Crecimiento, de Marketing, de Produccion y Financieras en MANGODocumento8 páginasEstrategias de Crecimiento, de Marketing, de Produccion y Financieras en MANGOTr ValadezAinda não há avaliações
- CATALOGO XYLEM 2013 (Version 2 - Mayo)Documento247 páginasCATALOGO XYLEM 2013 (Version 2 - Mayo)andres_asenjoicocAinda não há avaliações
- Taller 2Documento2 páginasTaller 2Andres Morales100% (1)
- Puertas de Paso. Acero Inoxidable PDFDocumento49 páginasPuertas de Paso. Acero Inoxidable PDFafernandez3106100% (1)
- Toxement 1 PDFDocumento24 páginasToxement 1 PDFROBERTO GONZALEZAinda não há avaliações
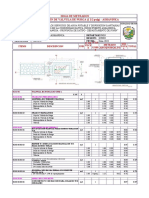
- 9.vàlvula de Purga Proyectado (1 1 2 Pulg) AshaninkaDocumento4 páginas9.vàlvula de Purga Proyectado (1 1 2 Pulg) AshaninkaCleni G. MoranAinda não há avaliações
- Analisis de Costos Unitarios de Creacion de Los Servicios Deportivos y Recreativos Estructuras 330184 Downloable 334128Documento42 páginasAnalisis de Costos Unitarios de Creacion de Los Servicios Deportivos y Recreativos Estructuras 330184 Downloable 334128martingoytizoloAinda não há avaliações
- Informe DiferencialDocumento16 páginasInforme DiferencialRicky Hurtado MAinda não há avaliações
- Licuación Del Aire Por El Método LindeDocumento2 páginasLicuación Del Aire Por El Método LindeFranklin VCh50% (2)
- Pasos A Seguir para La Aprobación de Permisos de Trabajo en Panasa PDFDocumento20 páginasPasos A Seguir para La Aprobación de Permisos de Trabajo en Panasa PDFlesslyAinda não há avaliações
- Carta Boca Mantaro Final FinalDocumento17 páginasCarta Boca Mantaro Final FinalJuan carlos DiazAinda não há avaliações
- Manual de Operacion - 250-500HP 1 y 2E SPANISHDocumento100 páginasManual de Operacion - 250-500HP 1 y 2E SPANISHGustavo Huertas75% (4)
- Catalogo Total G PDFDocumento15 páginasCatalogo Total G PDFGiovanni Cambranis MuñozAinda não há avaliações
- EILW4YC6Documento204 páginasEILW4YC6Hebert YaniqueAinda não há avaliações
- 01 - Trazado Manual, Aserrado Manual, CinceladoDocumento41 páginas01 - Trazado Manual, Aserrado Manual, CinceladoJefMur75% (4)
- Apu MariscalitosDocumento28 páginasApu MariscalitosJuan Martin Arce BarrientosAinda não há avaliações
- Mamposteria EstructuralDocumento34 páginasMamposteria EstructuraljessicaquirozcaAinda não há avaliações
- Convertidor de Par 2Documento2 páginasConvertidor de Par 2AbraHam Cueto LoayZaAinda não há avaliações
- Perfileria Revista PDFDocumento424 páginasPerfileria Revista PDFJesús SierralayaAinda não há avaliações
- Tipos de FresadorasDocumento17 páginasTipos de FresadorasEberto LeonesAinda não há avaliações
- Bricomiles UnareDocumento1 páginaBricomiles UnareEleazar MoranteAinda não há avaliações
- Presentación Metalografia CualitativaDocumento31 páginasPresentación Metalografia CualitativaLuis Leonardo100% (1)
- BBosch Presentación Integral 070415Documento23 páginasBBosch Presentación Integral 070415Pablo Alfredo Perez AlcatruzAinda não há avaliações
- Cargador 456ZX Jul 09Documento8 páginasCargador 456ZX Jul 09Percy Luis Nima AlvaradoAinda não há avaliações
- Pinturas ESPDocumento51 páginasPinturas ESPMauricio Cardona CubaAinda não há avaliações
- Formula Empirica y Formula MolecularDocumento3 páginasFormula Empirica y Formula MolecularNiko JudoAinda não há avaliações
- Trabajo Titulación Final UNIDODocumento86 páginasTrabajo Titulación Final UNIDOpuebla201Ainda não há avaliações