Você também pode gostar
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersAinda não há avaliações
- R410a GuideDocumento18 páginasR410a Guideapi-19789368Ainda não há avaliações
- 000 Sanyo Scroll CSBN303H8ADocumento8 páginas000 Sanyo Scroll CSBN303H8AYutt WattAinda não há avaliações
- Muhga35vb PDFDocumento36 páginasMuhga35vb PDFMihaela CondratAinda não há avaliações
- Service Manual PUHZ-RP250YKADocumento85 páginasService Manual PUHZ-RP250YKAAntonio FerriAinda não há avaliações
- Tecumseh Guidelines For Utilization of R134aDocumento7 páginasTecumseh Guidelines For Utilization of R134aAnibal RiosAinda não há avaliações
- Designing Urea ReactorDocumento21 páginasDesigning Urea ReactorAdawiyah Al-jufri100% (4)
- Mitsubishi Service - ManualDocumento142 páginasMitsubishi Service - ManualMohammed Jahir Husain100% (1)
- Generator 525mw MeilDocumento132 páginasGenerator 525mw MeilRaja VigneshAinda não há avaliações
- Technical Bulletin #R-100 Refrigerant: R410a vs. R407cDocumento1 páginaTechnical Bulletin #R-100 Refrigerant: R410a vs. R407cmunggangAinda não há avaliações
- Comparacion 407c y 410aDocumento5 páginasComparacion 407c y 410aAlan Q'amaháAinda não há avaliações
- Transcritical Co2 Refrigeration - PDFDocumento11 páginasTranscritical Co2 Refrigeration - PDFHector Fabian Hernandez Algarra100% (1)
- Low GWP Refrigerants For Air Conditioning and Chiller ApplicationDocumento9 páginasLow GWP Refrigerants For Air Conditioning and Chiller ApplicationClaudia MadalinaAinda não há avaliações
- 02 - The Merit of R410ADocumento24 páginas02 - The Merit of R410AubndhnAinda não há avaliações
- 2010 Cat PG 081Documento1 página2010 Cat PG 081silvia64600Ainda não há avaliações
- Use of Ammonia in Comfort Cooling and Heat Pump ApplicationsDocumento10 páginasUse of Ammonia in Comfort Cooling and Heat Pump ApplicationsOmran Al-SatariAinda não há avaliações
- Heatcraft Evaluation HCF Alternative Refrigerants enDocumento5 páginasHeatcraft Evaluation HCF Alternative Refrigerants enakhmad arifinAinda não há avaliações
- R407C Air-Cooled Split SystemsDocumento30 páginasR407C Air-Cooled Split SystemsTerry GunawanAinda não há avaliações
- GoedhartVCI P 2012 en Version1 IDocumento24 páginasGoedhartVCI P 2012 en Version1 IRodrigo GonçalvesAinda não há avaliações
- Heat Pumps Co2Documento8 páginasHeat Pumps Co2Domagoj VulinAinda não há avaliações
- Standards: (Comment Based On Propane)Documento3 páginasStandards: (Comment Based On Propane)zorro21072107Ainda não há avaliações
- Ras-10ukv-E SVM-020007Documento79 páginasRas-10ukv-E SVM-020007Para Club MilazzoAinda não há avaliações
- ALPEMA Normas (2000 - Rev. 1 e 2 de 2003 e 07)Documento91 páginasALPEMA Normas (2000 - Rev. 1 e 2 de 2003 e 07)thiagoAinda não há avaliações
- Desirable Properties of A Refrigerant: RefrigerantsDocumento12 páginasDesirable Properties of A Refrigerant: RefrigerantsPraveen AbisakeAinda não há avaliações
- Datablade - Små Sorte - R290 (Propan) GBDocumento40 páginasDatablade - Små Sorte - R290 (Propan) GBNoman AhmedAinda não há avaliações
- LH135E-4JE-22 R134a t0 - 15 Tamb 30Documento4 páginasLH135E-4JE-22 R134a t0 - 15 Tamb 30Caio CesarAinda não há avaliações
- MXZ A18 32WV Service ManualDocumento85 páginasMXZ A18 32WV Service ManualTanja PerinAinda não há avaliações
- Service Manual PUHZ P100 140VHADocumento110 páginasService Manual PUHZ P100 140VHASoyyo JopetasAinda não há avaliações
- Module 1 - Introduction To Alternative RefrigerantsDocumento47 páginasModule 1 - Introduction To Alternative RefrigerantsMark BrewardAinda não há avaliações
- f01 27Documento2 páginasf01 27ps_07100% (1)
- Ermeto Oroginal Hydraulic TubesDocumento8 páginasErmeto Oroginal Hydraulic TubesfahazumeeAinda não há avaliações
- Danfoss r290 en PDFDocumento4 páginasDanfoss r290 en PDFAli Al-Sayyab100% (1)
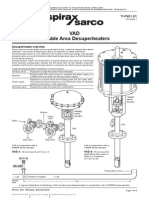
- Direct Contact Desuperheaters TI-P475-01Documento9 páginasDirect Contact Desuperheaters TI-P475-01LucasZanaAinda não há avaliações
- E1web A5 Refrigerant Guide Book enDocumento16 páginasE1web A5 Refrigerant Guide Book enJOSE CAMPOSAinda não há avaliações
- Refrigration SystemDocumento32 páginasRefrigration Systemsachin0% (1)
- R&T 2007 - CO2 Issues - Halsey CascadeDocumento18 páginasR&T 2007 - CO2 Issues - Halsey CascadePRKrauseAinda não há avaliações
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocumento6 páginasVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaAinda não há avaliações
- Replacement of R22 by Gas Servei, SpainDocumento6 páginasReplacement of R22 by Gas Servei, SpainDEMETRIOS 02Ainda não há avaliações
- R417ADocumento7 páginasR417Aaliakbar tavafiAinda não há avaliações
- API6A Trim Material RatingsDocumento5 páginasAPI6A Trim Material RatingsAneez MhdAinda não há avaliações
- Application Bulletin 124Documento13 páginasApplication Bulletin 124Vinod NairAinda não há avaliações
- D047012429 PDFDocumento6 páginasD047012429 PDFGabriella WidjajaAinda não há avaliações
- Guida Coprax Eng 2015 LightDocumento82 páginasGuida Coprax Eng 2015 Lightairsys7projec100% (1)
- Dan DCDocumento32 páginasDan DCDiego CardonaAinda não há avaliações
- Copeland Semi-Hermetic Compressor GatalogueDocumento70 páginasCopeland Semi-Hermetic Compressor GatalogueMoon Choon-GeunAinda não há avaliações
- Good Heater Specifications Pay OffDocumento6 páginasGood Heater Specifications Pay Offrvkumar61100% (1)
- Bock R410A Compressor GBDocumento20 páginasBock R410A Compressor GBRodrigo GonçalvesAinda não há avaliações
- Evaluation of Two-Phase Suction, Liquid Injection and Two-Phase Injection For Decreasing The Discharge Temperature of The R32 Scroll CompressorDocumento40 páginasEvaluation of Two-Phase Suction, Liquid Injection and Two-Phase Injection For Decreasing The Discharge Temperature of The R32 Scroll CompressorPascual CristianoAinda não há avaliações
- Natural Refrigerant Based Airconditioning With Module On R290 SystemsDocumento55 páginasNatural Refrigerant Based Airconditioning With Module On R290 SystemsÁlvaro ArangoAinda não há avaliações
- HUSSMANN Line - Sizing - Refrig - Data - Guide - 101717 PDFDocumento32 páginasHUSSMANN Line - Sizing - Refrig - Data - Guide - 101717 PDFAnonymous 5moojwAinda não há avaliações
- Danfoss Compressors r600 BrochureDocumento6 páginasDanfoss Compressors r600 BrochureSyed Noman Ahmed100% (6)
- Refrigerants 410a 407cDocumento8 páginasRefrigerants 410a 407cAnonymous rYwUkpAinda não há avaliações
- Isobutane (R600A) DanfosDocumento12 páginasIsobutane (R600A) Danfosjob_openings4094Ainda não há avaliações
- Coriolis Mass Flowmeters Datasheet: B193 Field Development ProjectDocumento1 páginaCoriolis Mass Flowmeters Datasheet: B193 Field Development Projectscribd_thakurAinda não há avaliações
- Sulfuric AcidDocumento13 páginasSulfuric AcidNaveen KamatAinda não há avaliações
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualNo EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualAinda não há avaliações
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesNo EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerAinda não há avaliações
- Processing of Roselle (Hibiscus Sabdariffa) Calyces For Value AdditionDocumento7 páginasProcessing of Roselle (Hibiscus Sabdariffa) Calyces For Value AdditionSujata Ghodke100% (1)
- Electrooculography and It's ApplicationsDocumento48 páginasElectrooculography and It's ApplicationsRose Edward50% (6)
- WasherDocumento80 páginasWasherbugdapugAinda não há avaliações
- USP Monographs - Miconazole NitrateDocumento2 páginasUSP Monographs - Miconazole NitrateMukarram MudjahidAinda não há avaliações
- Bab 4 ObjektifDocumento9 páginasBab 4 ObjektifFida NordinAinda não há avaliações
- GUIDE-MQA-017-006 (Good Manufacturing Practice For Assemblers of Medicinal Products)Documento15 páginasGUIDE-MQA-017-006 (Good Manufacturing Practice For Assemblers of Medicinal Products)William ChandraAinda não há avaliações
- AEtrium-2 Brochure V7 PDFDocumento4 páginasAEtrium-2 Brochure V7 PDFThomas DylanAinda não há avaliações
- Fast Blue BDocumento1 páginaFast Blue BAchuthanand MukundanAinda não há avaliações
- ECE5-014 - A4 - Productsheet REXNORD CHAINDocumento2 páginasECE5-014 - A4 - Productsheet REXNORD CHAINTRMAinda não há avaliações
- Urea UV Freeze DriedDocumento1 páginaUrea UV Freeze DriedJanos ImreAinda não há avaliações
- Insulation System ClassDocumento2 páginasInsulation System ClassVictor Hutahaean100% (1)
- GlycineDocumento10 páginasGlycinespiraldaoAinda não há avaliações
- Protein Characterization/Purification: Dr. Kevin AhernDocumento34 páginasProtein Characterization/Purification: Dr. Kevin AhernkelpachurpaAinda não há avaliações
- Back To Basics ... : Material Selection and Heat TreatmentDocumento8 páginasBack To Basics ... : Material Selection and Heat TreatmentMuhammad Faisal FirdausAinda não há avaliações
- Production Q A 2013 S K Mondal Mobile VersionDocumento557 páginasProduction Q A 2013 S K Mondal Mobile VersionKBSMANIT67% (3)
- En 10263-1Documento30 páginasEn 10263-1Mogos PaulAinda não há avaliações
- Self-Operated Temperature Regulators Temperature Regulator Type 1Documento6 páginasSelf-Operated Temperature Regulators Temperature Regulator Type 1Pocola AdrianAinda não há avaliações
- Tugas 1 PPADocumento29 páginasTugas 1 PPAlulalalaAinda não há avaliações
- SERVO Cut S - PDSDocumento1 páginaSERVO Cut S - PDSVENKATAinda não há avaliações
- Data Correction and Copper Mass Balance Before Evaluation of Copper Solvent Extraction PerformanceDocumento52 páginasData Correction and Copper Mass Balance Before Evaluation of Copper Solvent Extraction Performancejoseph kafumbila100% (2)
- Ras Al Khaimah Cement CompanyDocumento351 páginasRas Al Khaimah Cement CompanyHerwin NavarreteAinda não há avaliações
- RNA Structure, Functions WebDocumento25 páginasRNA Structure, Functions WebEmad ManniAinda não há avaliações
- Experiments 11 15 NotesDocumento16 páginasExperiments 11 15 Notesforisko05Ainda não há avaliações
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationDocumento3 páginasPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesAinda não há avaliações
- Co 2Documento6 páginasCo 2Sitti Nur QomariahAinda não há avaliações
- Drill String Checklist 1 - IPMDocumento3 páginasDrill String Checklist 1 - IPMEmre CengizAinda não há avaliações
- 11.drug StudyDocumento1 página11.drug StudyFreisanChenMandumotanAinda não há avaliações
- Hot-Dip Galvanization - WikipediaDocumento4 páginasHot-Dip Galvanization - WikipediaaravindAinda não há avaliações
- Industrial Crops & Products: SciencedirectDocumento8 páginasIndustrial Crops & Products: SciencedirectJyotsana DwivediAinda não há avaliações
- Samsung Electric Dryer Dve54r7600 Dve54r7200 Manual OptimizedDocumento124 páginasSamsung Electric Dryer Dve54r7600 Dve54r7200 Manual OptimizedArgus JazminAinda não há avaliações