Você também pode gostar
- Process Monitoring Using Data-Based Fault DetectioDocumento28 páginasProcess Monitoring Using Data-Based Fault DetectioAbu HusseinAinda não há avaliações
- Control and Optimization of Aromatic Compounds in Multivariable Distillation ColumnDocumento6 páginasControl and Optimization of Aromatic Compounds in Multivariable Distillation ColumnAbu HusseinAinda não há avaliações
- 1-Actuator and Sensor Fault-Tolerant Control DesignDocumento35 páginas1-Actuator and Sensor Fault-Tolerant Control DesignAbu HusseinAinda não há avaliações
- Diagnosis and Fault-Tolerant ControlDocumento8 páginasDiagnosis and Fault-Tolerant ControlAbu Hussein100% (1)
- Diagnosis and Fault-Tolerant ControlDocumento8 páginasDiagnosis and Fault-Tolerant ControlAbu Hussein100% (1)
- 1-Actuator and Sensor Fault-Tolerant Control DesignDocumento35 páginas1-Actuator and Sensor Fault-Tolerant Control DesignAbu HusseinAinda não há avaliações
- 1-Actuator and Sensor Fault-Tolerant Control DesignDocumento35 páginas1-Actuator and Sensor Fault-Tolerant Control DesignAbu HusseinAinda não há avaliações
- Fault Tolerant Control With Re-ConfguringDocumento13 páginasFault Tolerant Control With Re-ConfguringAbu HusseinAinda não há avaliações
- Latex WorkshopDocumento51 páginasLatex WorkshopAbu HusseinAinda não há avaliações
- Latex WorkshopDocumento51 páginasLatex WorkshopAbu HusseinAinda não há avaliações
- Latex WorkshopDocumento51 páginasLatex WorkshopAbu HusseinAinda não há avaliações
- A Hierarchical Fuzzy Neural Network Approach For Multiple Fault DiagnosisDocumento6 páginasA Hierarchical Fuzzy Neural Network Approach For Multiple Fault DiagnosisAbu HusseinAinda não há avaliações
- Case Study Experimental Three-Tank SystemDocumento206 páginasCase Study Experimental Three-Tank SystemAbu HusseinAinda não há avaliações
- Relative Gain Array (RGA) .Documento84 páginasRelative Gain Array (RGA) .Abu Hussein100% (1)
- Application of Extended Kalman FiltersDocumento11 páginasApplication of Extended Kalman FiltersAbu HusseinAinda não há avaliações
- Control of Multi Input Multi Output ProcessesDocumento9 páginasControl of Multi Input Multi Output ProcessesAbu HusseinAinda não há avaliações
- Control Engineering Practice PDFDocumento12 páginasControl Engineering Practice PDFAbu HusseinAinda não há avaliações
- Application of Extended Kalman FiltersDocumento11 páginasApplication of Extended Kalman FiltersAbu HusseinAinda não há avaliações
- PIEE CIFE Proposal Haymaker WelleDocumento15 páginasPIEE CIFE Proposal Haymaker WelleAbu HusseinAinda não há avaliações
- Guidelines For Preparing ProposalDocumento1 páginaGuidelines For Preparing Proposalsaeid59Ainda não há avaliações
- Lecture 14, 19 Oct 2010Documento38 páginasLecture 14, 19 Oct 2010Ali AlDawoodAinda não há avaliações
- A Hierarchical Fuzzy Neural Network Approach For Multiple Fault DiagnosisDocumento6 páginasA Hierarchical Fuzzy Neural Network Approach For Multiple Fault DiagnosisAbu HusseinAinda não há avaliações
- Jin JiangDocumento24 páginasJin JiangAbu HusseinAinda não há avaliações
- 2.4 ApcrtoDocumento25 páginas2.4 ApcrtoAbu HusseinAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Data Dividend Fueling Generative AiDocumento9 páginasThe Data Dividend Fueling Generative Aifrank.ogata7837Ainda não há avaliações
- 016 BackPropagation Model Iij - Vol8 - No2 - 2016 - WimatraDocumento9 páginas016 BackPropagation Model Iij - Vol8 - No2 - 2016 - WimatraayubAinda não há avaliações
- Short Questions... DbmsDocumento10 páginasShort Questions... DbmsMuhammad Jamal ShahAinda não há avaliações
- An Experimental Study On The PID and Fuzzy-PID Controllers On A Designed Two-Wheeled Self-Balancing Autonomous RobotDocumento6 páginasAn Experimental Study On The PID and Fuzzy-PID Controllers On A Designed Two-Wheeled Self-Balancing Autonomous RobotLuqman Thuh Nag'k BajoAinda não há avaliações
- Machine Learning QBDocumento3 páginasMachine Learning QBJyotsna SuraydevaraAinda não há avaliações
- Answer Midterm Exam Data Mining1 2021 - 2022Documento4 páginasAnswer Midterm Exam Data Mining1 2021 - 2022mostfamhmd12389Ainda não há avaliações
- Science 2015 TuringDocumento1 páginaScience 2015 TuringPedro Elias Romero NietoAinda não há avaliações
- Advanced Automatic ControlDocumento26 páginasAdvanced Automatic Controlabdullah 3mar abou reashaAinda não há avaliações
- Email Classification KNN SVM PerformanceDocumento5 páginasEmail Classification KNN SVM PerformancefgfsgsgAinda não há avaliações
- Research Paper Hand Gesture RecognitionDocumento4 páginasResearch Paper Hand Gesture RecognitionTusharAinda não há avaliações
- DATA SCIENCE InternshipDocumento16 páginasDATA SCIENCE InternshipLakshan NarayanAinda não há avaliações
- Application of Machine Learning in MiningDocumento58 páginasApplication of Machine Learning in Miningharshal verma100% (1)
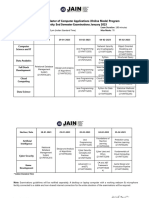
- Online Courses PG MCA Sem II Exam Timetable Jan 2023Documento2 páginasOnline Courses PG MCA Sem II Exam Timetable Jan 2023Vinodh NarayanAinda não há avaliações
- ML Session 15 BackpropagationDocumento30 páginasML Session 15 Backpropagationkr8665894Ainda não há avaliações
- 8051901443791812-Artificial Intelligence Sustainable Farming PresentationDocumento29 páginas8051901443791812-Artificial Intelligence Sustainable Farming PresentationVedant GavhaneAinda não há avaliações
- Neural NetworksDocumento22 páginasNeural NetworksHarshita GuptaAinda não há avaliações
- Artificial IntelligenceDocumento7 páginasArtificial IntelligencechtganduAinda não há avaliações
- TWEETEVAL: Unified Benchmark and Comparative Evaluation For Tweet ClassificationDocumento7 páginasTWEETEVAL: Unified Benchmark and Comparative Evaluation For Tweet ClassificationLeonardo RibasAinda não há avaliações
- Practical Artificial Intelligence and Machine LearningDocumento21 páginasPractical Artificial Intelligence and Machine LearningGuruh FajarAinda não há avaliações
- Speech Emotion Recognition Using Deep LearningDocumento6 páginasSpeech Emotion Recognition Using Deep LearningInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Topluluk Öğrenmesi Yöntemleri Ile Göğüs Kanseri Teşhisi: Breast Cancer Diagnosis With Ensemble Learning MethodsDocumento17 páginasTopluluk Öğrenmesi Yöntemleri Ile Göğüs Kanseri Teşhisi: Breast Cancer Diagnosis With Ensemble Learning MethodsLesia DoganAinda não há avaliações
- PML Lec1 Slides PDFDocumento111 páginasPML Lec1 Slides PDFkishan shuklaAinda não há avaliações
- What is communicationDocumento7 páginasWhat is communicationUmi ArbaaiAinda não há avaliações
- Car Damage Detective: Assessing Car Damage With Convolutional Neural Networks Ting NeoDocumento11 páginasCar Damage Detective: Assessing Car Damage With Convolutional Neural Networks Ting NeoPravin KannaAinda não há avaliações
- Deltav Embedded Advanced Control: A New Approach To Advanced Control Overview PresentationDocumento108 páginasDeltav Embedded Advanced Control: A New Approach To Advanced Control Overview PresentationdeltavblaatAinda não há avaliações
- Digital FluencyDocumento20 páginasDigital FluencyNithyashree MAinda não há avaliações
- ANN Introduction & ModelsDocumento52 páginasANN Introduction & ModelsSoundarya SvsAinda não há avaliações
- Bangladeshi Flower Identification Using CV and MLDocumento16 páginasBangladeshi Flower Identification Using CV and MLMd. Imtiaj Hossain Rafi100% (1)
- Expert Systems Knowledge BasedDocumento16 páginasExpert Systems Knowledge Basedonele mabhenaAinda não há avaliações