Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Specification For WeldingDocumento67 páginasSpecification For WeldingMehdi NouriAinda não há avaliações
- Helwan Mix Design 1-1Documento5 páginasHelwan Mix Design 1-1mohamed ElsayedAinda não há avaliações
- Bill of Materials and Cost EstimateDocumento3 páginasBill of Materials and Cost Estimatemary faith dalogdogAinda não há avaliações
- Rear Frame: Spare Part ManualDocumento20 páginasRear Frame: Spare Part ManualIsaque Elias CorreiaAinda não há avaliações
- Joints in Steel Construction - Simple Connections - Part 11 PDFDocumento4 páginasJoints in Steel Construction - Simple Connections - Part 11 PDFkakem61Ainda não há avaliações
- WPS P91Documento6 páginasWPS P91JoseAlbertoNeyraAinda não há avaliações
- Iiw Standard ListDocumento8 páginasIiw Standard ListJerry Zhang100% (1)
- QW-424 Asme Ix 2023Documento1 páginaQW-424 Asme Ix 2023CARLOS OLIVEROSAinda não há avaliações
- O-Ring Size A (10g) Size B (60g) Size C (200g)Documento1 páginaO-Ring Size A (10g) Size B (60g) Size C (200g)Raiza BarbasAinda não há avaliações
- RT Internal RepairDocumento25 páginasRT Internal RepairaakashAinda não há avaliações
- Pipe Shop Standard For B31.9 - REV.05-2023Documento1 páginaPipe Shop Standard For B31.9 - REV.05-2023iplaruffAinda não há avaliações
- Catalog FISCHERDocumento104 páginasCatalog FISCHERAdisssonAinda não há avaliações
- Böhler Welding Handbuch Englisch PDFDocumento522 páginasBöhler Welding Handbuch Englisch PDFSlavisaGAinda não há avaliações
- Final Draft1Documento47 páginasFinal Draft1Palash KukwasAinda não há avaliações
- IIT GUWAHATI Lec2Documento26 páginasIIT GUWAHATI Lec2DCAinda não há avaliações
- Bill of Material of Aeration Tank Phase III Air PipingDocumento2 páginasBill of Material of Aeration Tank Phase III Air PipingPravin BoteAinda não há avaliações
- WPQ Is 2062 Haresh Shah W1Documento1 páginaWPQ Is 2062 Haresh Shah W1Anand KesarkarAinda não há avaliações
- 004-WPS For Carbon Steel (1.6-19MM) PDFDocumento7 páginas004-WPS For Carbon Steel (1.6-19MM) PDFKöksal PatanAinda não há avaliações
- 02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsDocumento2 páginas02.186 - F - Satr-Nde-2008 Revised (003) 010817 SS JointsMAZHARULAinda não há avaliações
- Welding & Cutting: Soudage & Coupage Schweißtechnik Katalog - Catálogo de SoldaduraDocumento41 páginasWelding & Cutting: Soudage & Coupage Schweißtechnik Katalog - Catálogo de SoldaduraPhiloMenAinda não há avaliações
- MULTIPLAZ 3500 Operating ManualDocumento48 páginasMULTIPLAZ 3500 Operating ManualarmindaAinda não há avaliações
- Chap22 WELDING REPRESENTATIONDocumento33 páginasChap22 WELDING REPRESENTATION7abib77Ainda não há avaliações
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocumento1 página3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikAinda não há avaliações
- SLD UpdateDocumento8 páginasSLD UpdateDian PrasetyawanAinda não há avaliações
- Chippin: ProducedDocumento15 páginasChippin: Producedweak manAinda não há avaliações
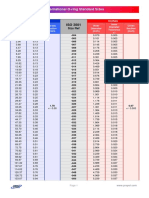
- International O-Ring Standar Sizes PDFDocumento14 páginasInternational O-Ring Standar Sizes PDFJoseJSanchezAinda não há avaliações
- Códigos de SoldagemDocumento12 páginasCódigos de Soldagemvladimirsoler01Ainda não há avaliações
- NDT Request Form (Piping) : Wara Pressure Maintenance ProjectDocumento7 páginasNDT Request Form (Piping) : Wara Pressure Maintenance ProjectVimin PrakashAinda não há avaliações
- Laporan RejakDocumento32 páginasLaporan RejakIni RezaAinda não há avaliações
- Cab Rear Suspension - Alhtm14Documento7 páginasCab Rear Suspension - Alhtm14Shaad ShawkatAinda não há avaliações