Você também pode gostar
- Atkinson Management Accounting 6e Chapter 7 SolutionsDocumento39 páginasAtkinson Management Accounting 6e Chapter 7 SolutionsWilliam Antonio70% (10)
- TaxDocumento8 páginasTaxClaire BarrettoAinda não há avaliações
- OMwithTQM-Chapter6 AnswersDocumento5 páginasOMwithTQM-Chapter6 AnswersJeluMVAinda não há avaliações
- An Operation May Be Defined As The Process of Changing Inputs Into Outputs Thereby Adding Value To Some EntityDocumento4 páginasAn Operation May Be Defined As The Process of Changing Inputs Into Outputs Thereby Adding Value To Some EntityRicha DwivediAinda não há avaliações
- Functions and Responsibilities of A Production ManagerDocumento15 páginasFunctions and Responsibilities of A Production ManagerRonak Jain97% (32)
- Master Services Agreement: Appen Butler Hill Pty, LTDDocumento14 páginasMaster Services Agreement: Appen Butler Hill Pty, LTDHappy manansalaAinda não há avaliações
- IRSDocumento3 páginasIRSJerinAinda não há avaliações
- Udhayakumar Rice MillDocumento12 páginasUdhayakumar Rice Millcachandhiran0% (1)
- Case Digests For FinalsDocumento40 páginasCase Digests For FinalsJayson YuzonAinda não há avaliações
- SCDL - PGDBA - Finance - Sem 2 - Production & Operations ManagmentDocumento32 páginasSCDL - PGDBA - Finance - Sem 2 - Production & Operations Managmentapi-376241991% (11)
- OM The design, operation, and improvement of production systemsDocumento45 páginasOM The design, operation, and improvement of production systemsShilpa N. Lende100% (4)
- Process Selection: Influence That Process Has On An OrganizationDocumento8 páginasProcess Selection: Influence That Process Has On An OrganizationCarla Jamina IbeAinda não há avaliações
- Chapter 14 Products and ProcessesDocumento7 páginasChapter 14 Products and ProcessesKamble AbhijitAinda não há avaliações
- Unit-1: Quantities, According To The Time Schedule and A Minimum Cost Objectives of Production ManagementDocumento23 páginasUnit-1: Quantities, According To The Time Schedule and A Minimum Cost Objectives of Production ManagementTHRIPTHI ADKARAinda não há avaliações
- Chapter 10-Eneman20Documento4 páginasChapter 10-Eneman20Reynald John PastranaAinda não há avaliações
- 2 Mark Questions: 1. Write Down The Components of Manufacturing Systems. Discuss Any OneDocumento8 páginas2 Mark Questions: 1. Write Down The Components of Manufacturing Systems. Discuss Any OneWren DsilvaAinda não há avaliações
- Process Selection and Facility LayoutDocumento4 páginasProcess Selection and Facility LayoutClyde TorresAinda não há avaliações
- Om0017 Solved AssignmentDocumento13 páginasOm0017 Solved AssignmentAnant KumarAinda não há avaliações
- Opc Unit-2Documento14 páginasOpc Unit-2Aashish Singh IIAinda não há avaliações
- Factors Affecting Production Planning and ControlDocumento7 páginasFactors Affecting Production Planning and ControlAnamika Rai PandeyAinda não há avaliações
- Production Planning and Control FunctionsDocumento52 páginasProduction Planning and Control FunctionsarunAinda não há avaliações
- Factors affecting production planning and controlDocumento7 páginasFactors affecting production planning and controlharshdeep mehtaAinda não há avaliações
- METAS College PPC OverviewDocumento52 páginasMETAS College PPC OverviewColonel AlbalAinda não há avaliações
- Strategic capacity planning techniques for new organizationsDocumento5 páginasStrategic capacity planning techniques for new organizationsRahulAinda não há avaliações
- Operations Management EssentialsDocumento15 páginasOperations Management EssentialsBiniAinda não há avaliações
- Production and Operations Management Digital MaterialDocumento220 páginasProduction and Operations Management Digital MaterialThe OpenstudioAinda não há avaliações
- Course Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDocumento14 páginasCourse Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDantham ConpolwedsonAinda não há avaliações
- APPC, Yuvajit. Roll Na 29Documento10 páginasAPPC, Yuvajit. Roll Na 29Chandan KumarAinda não há avaliações
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocumento19 páginasSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88Jj100% (1)
- Operation Management FundamentalsDocumento16 páginasOperation Management FundamentalsBintang LazuardiAinda não há avaliações
- Introduction To Production ManagementDocumento158 páginasIntroduction To Production ManagementAsmita ShilpiAinda não há avaliações
- Target CostingDocumento4 páginasTarget CostingBalamanichalaBmcAinda não há avaliações
- Management in Production - Natanael Yedija Yolentio SangoDocumento7 páginasManagement in Production - Natanael Yedija Yolentio SangosupriyonxAinda não há avaliações
- Lean Production For Competitive Advantage A Comprehensive Guide To Lean Methodologies and Management Practices 1st Nicholas Solution ManualDocumento38 páginasLean Production For Competitive Advantage A Comprehensive Guide To Lean Methodologies and Management Practices 1st Nicholas Solution Manualwilsonpadillae65p0100% (15)
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocumento13 páginasSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88JjAinda não há avaliações
- Process SelectionDocumento4 páginasProcess SelectionVanyaa KansalAinda não há avaliações
- OM Unit1&2Documento25 páginasOM Unit1&2Arvind KumarAinda não há avaliações
- POM Notes For Cycle TestDocumento42 páginasPOM Notes For Cycle TestKiruthika BaskarAinda não há avaliações
- Production Management FunctionsDocumento39 páginasProduction Management FunctionsKamran Khan KhalilAinda não há avaliações
- CAD, CIM and Benchmarking Improve ProductivityDocumento40 páginasCAD, CIM and Benchmarking Improve ProductivityShiva PrakashAinda não há avaliações
- Influence of Modification of Design Out Maintenance & Design Out Information System For Maintenance Cost Control & A Lucrative Business (With Case Study)Documento9 páginasInfluence of Modification of Design Out Maintenance & Design Out Information System For Maintenance Cost Control & A Lucrative Business (With Case Study)seventhsensegroupAinda não há avaliações
- Management ScienceDocumento24 páginasManagement ScienceSVÁNN YouTubeAinda não há avaliações
- JIT Manufacturing and Lean ProductionDocumento7 páginasJIT Manufacturing and Lean ProductionAhon BatangueñoAinda não há avaliações
- 8509 Assignment No.1Documento10 páginas8509 Assignment No.1Faryad HussainAinda não há avaliações
- Pom - Materials Requirement Planning, SQC TQMDocumento15 páginasPom - Materials Requirement Planning, SQC TQMMURALI KRISHNA VELAVETI Dr.Ainda não há avaliações
- Unit-1 Introduction The Main Objectives of Production PlanningDocumento68 páginasUnit-1 Introduction The Main Objectives of Production Planning19-4094 S Surya tejaAinda não há avaliações
- Facility Capacity Planning & Its MeasurementDocumento13 páginasFacility Capacity Planning & Its MeasurementMeet LalchetaAinda não há avaliações
- STRATEGIC RESOURCE ORGANIZATION: FACILITIES LAYOUTDocumento56 páginasSTRATEGIC RESOURCE ORGANIZATION: FACILITIES LAYOUTAngela Vidal EstilAinda não há avaliações
- 2nd CONCEPT OF PRODUCTIONDocumento6 páginas2nd CONCEPT OF PRODUCTIONsetiawan jozzAinda não há avaliações
- Rad o SMED UDocumento9 páginasRad o SMED UAmiljkovicviAinda não há avaliações
- Process Selection and DesignDocumento6 páginasProcess Selection and DesignZyrr Napoleon DizonAinda não há avaliações
- Chapter 5 - OMDocumento45 páginasChapter 5 - OMAddisAinda não há avaliações
- Just-In-Time: Study Unit Six Operational Efficiency and Business Process PerformanceDocumento21 páginasJust-In-Time: Study Unit Six Operational Efficiency and Business Process PerformanceAhmed Mostafa ElmowafyAinda não há avaliações
- Production and Operation Management: Mba 3 SemesterDocumento27 páginasProduction and Operation Management: Mba 3 SemesterDerajuddin AhmedAinda não há avaliações
- Lean Thinking and Quality Drive ProductivityDocumento4 páginasLean Thinking and Quality Drive ProductivityLokesh NarasimhaiahAinda não há avaliações
- Operations Compedium IIFTDocumento41 páginasOperations Compedium IIFTSOUVIK ROY MBA 2021-23 (Delhi)Ainda não há avaliações
- 45 - Rutuja Valte - BPR - Assignment 1Documento8 páginas45 - Rutuja Valte - BPR - Assignment 1Rutuja ValteAinda não há avaliações
- The Lean Supply ChainDocumento21 páginasThe Lean Supply ChainArchana GanapathyAinda não há avaliações
- Smude Mba Sem2 All AssignmentsDocumento168 páginasSmude Mba Sem2 All AssignmentsAshok BabuAinda não há avaliações
- Chapter 1 - Introduction To Production and Operations ManagementDocumento22 páginasChapter 1 - Introduction To Production and Operations ManagementHello WorldAinda não há avaliações
- Chapter 1 Production Planning and ControlDocumento32 páginasChapter 1 Production Planning and Controlnescafe okAinda não há avaliações
- Qualitative and Operation ManagementDocumento15 páginasQualitative and Operation ManagementpremchandraAinda não há avaliações
- Edited UNIT 4 CAPACITY PLANNINGDocumento41 páginasEdited UNIT 4 CAPACITY PLANNINGermiasnasirtaleginAinda não há avaliações
- Cost Management: A Case for Business Process Re-engineeringNo EverandCost Management: A Case for Business Process Re-engineeringAinda não há avaliações
- Practical Guide To Production Planning & Control [Revised Edition]No EverandPractical Guide To Production Planning & Control [Revised Edition]Nota: 1 de 5 estrelas1/5 (1)
- Chapter 02Documento67 páginasChapter 02kanageskAinda não há avaliações
- Mkting AssignmentDocumento13 páginasMkting AssignmentrajanAinda não há avaliações
- For Information About Installing, Running and Configuring Firefox Including A List of Known Issues and Troubleshooting InformationDocumento1 páginaFor Information About Installing, Running and Configuring Firefox Including A List of Known Issues and Troubleshooting InformationrajanAinda não há avaliações
- Assignment On HTML: Submitted To Submitted byDocumento6 páginasAssignment On HTML: Submitted To Submitted byrajanAinda não há avaliações
- Copy WritingDocumento1 páginaCopy WritingrajanAinda não há avaliações
- Computer-Basics - Computer Basics2Documento43 páginasComputer-Basics - Computer Basics2api-216226726Ainda não há avaliações
- AT CommandsDocumento434 páginasAT CommandsSeshadev BarikAinda não há avaliações
- Channel of DistributionDocumento24 páginasChannel of Distributionanon_127742387Ainda não há avaliações
- Airtel - Share Holder PatternDocumento2 páginasAirtel - Share Holder PatternrajanAinda não há avaliações
- Diet PepsiDocumento4 páginasDiet PepsirajanAinda não há avaliações
- After Effect of NanoDocumento11 páginasAfter Effect of NanorajanAinda não há avaliações
- Passenger Car ProjectDocumento44 páginasPassenger Car ProjectrajanAinda não há avaliações
- Tax Laws in Tanzania Publication NumberDocumento40 páginasTax Laws in Tanzania Publication Numberhelenmosha25Ainda não há avaliações
- Student Support Material: Class XI Business StudiesDocumento111 páginasStudent Support Material: Class XI Business StudiesPushpinder KumarAinda não há avaliações
- GST 101st Amendment Act SummaryDocumento4 páginasGST 101st Amendment Act Summaryshivani yadavAinda não há avaliações
- 2019 Spring Ans (Q35 Ans Is C)Documento24 páginas2019 Spring Ans (Q35 Ans Is C)Zoe LamAinda não há avaliações
- 162 003Documento5 páginas162 003Alvin John San Juan33% (3)
- Private Equity BookDocumento138 páginasPrivate Equity BookSibt Ul HasnainAinda não há avaliações
- 2020 English For EconomistsDocumento100 páginas2020 English For EconomistsZidni AdilaAinda não há avaliações
- INTL TRADE Case Study Coca Cola FINALDocumento20 páginasINTL TRADE Case Study Coca Cola FINALMaria Laurenzia LunaAinda não há avaliações
- GST Past Exam AnalysisDocumento17 páginasGST Past Exam AnalysisSuraj PawarAinda não há avaliações
- Forms of Business Ownership & Factors to ConsiderDocumento47 páginasForms of Business Ownership & Factors to ConsiderHamidul IslamAinda não há avaliações
- Microeconomics 19th Edition Samuelson Test BankDocumento25 páginasMicroeconomics 19th Edition Samuelson Test BankRobertFordicwr100% (55)
- Accounting For Government and Non-Profit OrganizationsDocumento13 páginasAccounting For Government and Non-Profit OrganizationsPatricia ReyesAinda não há avaliações
- Property CasesDocumento95 páginasProperty CasesJohn Adrian MaulionAinda não há avaliações
- Zakat Vs TaxesDocumento4 páginasZakat Vs TaxesNeilson LuAinda não há avaliações
- Abdul Rehman 2022 ReturnDocumento4 páginasAbdul Rehman 2022 Returnbalawal mirzaAinda não há avaliações
- Tamil Nadu District Municipalities Act, 1920Documento654 páginasTamil Nadu District Municipalities Act, 1920Latest Laws Team0% (1)
- Agrarian Reform CasesDocumento11 páginasAgrarian Reform CasesJennifer Marie Columna BorbonAinda não há avaliações
- Income Taxation MIDTERMSDocumento7 páginasIncome Taxation MIDTERMSgamit gamitAinda não há avaliações
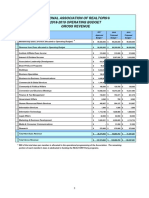
- NAR 2018 Proposed Budget SummaryDocumento6 páginasNAR 2018 Proposed Budget SummaryRobert HahnAinda não há avaliações
- Financial Times UK. September 06, 2022Documento24 páginasFinancial Times UK. September 06, 2022Mãi Mãi LàbaoxaAinda não há avaliações
- Heritage Investment in ThailandDocumento5 páginasHeritage Investment in ThailandPacharaporn PhanomvanAinda não há avaliações
- Dispatch Export DocumentsDocumento120 páginasDispatch Export DocumentsEdliraShehuAinda não há avaliações
- St. Paul University Iloilo (SPUI) Is A Catholic University ThatDocumento53 páginasSt. Paul University Iloilo (SPUI) Is A Catholic University ThatcarendleonAinda não há avaliações
- DORADO, PRINCESS - BAOM-401-Taxation - ACTIVTYDocumento2 páginasDORADO, PRINCESS - BAOM-401-Taxation - ACTIVTYpapachristian246Ainda não há avaliações
- Eco C12 MacroEconomicsDocumento110 páginasEco C12 MacroEconomicskane2123287450% (2)
































































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)