Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Ansi B16-104Documento1 páginaAnsi B16-104Monica Suarez100% (1)
- Review On Development of Polypropylene Manufacturing ProcessDocumento11 páginasReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- Studies On Drying Kinetics of Solids in A Rotary DryerDocumento6 páginasStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhAinda não há avaliações
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocumento12 páginasAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhAinda não há avaliações
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocumento8 páginasModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhAinda não há avaliações
- Proper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreDocumento9 páginasProper Air-Fuel Ratios for Starting, Idling, Accelerating & MoreVinh Do ThanhAinda não há avaliações
- Effects of Drying Parameters On Heat Transfer During DryingDocumento13 páginasEffects of Drying Parameters On Heat Transfer During DryingVinh Do ThanhAinda não há avaliações
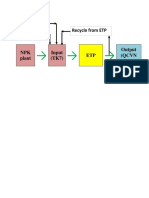
- Recycle From ETP Make Up H2O DAP, UreaDocumento1 páginaRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhAinda não há avaliações
- The Heart of Operations - World Cement - 02-2015Documento4 páginasThe Heart of Operations - World Cement - 02-2015fetniAinda não há avaliações
- Dryer CalculationsDocumento4 páginasDryer CalculationsVinh Do Thanh0% (1)
- Aoac - Methods.1.1990. MoistureDocumento2 páginasAoac - Methods.1.1990. MoistureVinh Do ThanhAinda não há avaliações
- Modelling and Simulation of A Direct Contact Rotary DryerDocumento16 páginasModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhAinda não há avaliações
- NPK-15 8 15Documento5 páginasNPK-15 8 15Vinh Do ThanhAinda não há avaliações
- Multi-Use Chair DesignDocumento7 páginasMulti-Use Chair DesignVinh Do ThanhAinda não há avaliações
- Tinh Luong Nuoc Bay HoiDocumento22 páginasTinh Luong Nuoc Bay HoiVinh Do ThanhAinda não há avaliações
- 4244 12672 1 PB PDFDocumento15 páginas4244 12672 1 PB PDFVinh Do ThanhAinda não há avaliações
- 4244 12672 1 PB PDFDocumento15 páginas4244 12672 1 PB PDFVinh Do ThanhAinda não há avaliações
- DRS 279-2015 Organic Fertilizer - SpecificationDocumento17 páginasDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhAinda não há avaliações
- PEP Report 267A: Ihs ChemicalDocumento8 páginasPEP Report 267A: Ihs ChemicalVinh Do ThanhAinda não há avaliações
- Equivalent Grades of Cast IronsDocumento2 páginasEquivalent Grades of Cast IronsVinh Do ThanhAinda não há avaliações
- Natural Evaporation RateDocumento16 páginasNatural Evaporation RateVinh Do ThanhAinda não há avaliações
- Estimating Evaporation From Water SurfacesDocumento27 páginasEstimating Evaporation From Water SurfacesVinh Do ThanhAinda não há avaliações
- How To Calculate Heat Load - 5 StepsDocumento1 páginaHow To Calculate Heat Load - 5 StepsVinh Do ThanhAinda não há avaliações
- Metal Price IndexDocumento1 páginaMetal Price IndexVinh Do ThanhAinda não há avaliações
- CRACKER A PC Based Simulator For Industr PDFDocumento6 páginasCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhAinda não há avaliações
- Mau Giay Uy Quyen Bang Tieng AnhDocumento3 páginasMau Giay Uy Quyen Bang Tieng AnhVinh Do ThanhAinda não há avaliações
- 1 0ProjectManagementProceduresDocumento8 páginas1 0ProjectManagementProceduresRamiesRahmanAinda não há avaliações
- How To Calculate Heat Load - 5 StepsDocumento1 páginaHow To Calculate Heat Load - 5 StepsVinh Do ThanhAinda não há avaliações
- Investigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyDocumento5 páginasInvestigation of Sensible Heat Storage and Heat Insulation in The Exploitation of Concentrated Solar EnergyradanpetricaAinda não há avaliações
- Optimization of Wall Thickness For Minimum Heat LossesDocumento9 páginasOptimization of Wall Thickness For Minimum Heat LossesVinh Do ThanhAinda não há avaliações