Você também pode gostar
- Inventario HazMat ATHDocumento1 páginaInventario HazMat ATHJ.CarrascoAinda não há avaliações
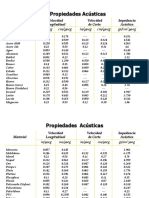
- D1 Tabla de Velocidades SonidoDocumento2 páginasD1 Tabla de Velocidades SonidoJ.CarrascoAinda não há avaliações
- Ultrasonido TofdDocumento10 páginasUltrasonido TofdJ.Carrasco100% (1)
- 11.6.1. - Conceptos Basicos Soldadura Gasoductos y OleoductosDocumento38 páginas11.6.1. - Conceptos Basicos Soldadura Gasoductos y OleoductosJ.CarrascoAinda não há avaliações
- Vocabulario de InglesDocumento15 páginasVocabulario de InglesJ.CarrascoAinda não há avaliações
- Retos de La Ing. Qca.Documento13 páginasRetos de La Ing. Qca.J.CarrascoAinda não há avaliações
- Qué Son Las AmunasDocumento2 páginasQué Son Las AmunasJ.Carrasco67% (3)
- Informe Capilaridad, MECANICA DE FLUIDOSDocumento10 páginasInforme Capilaridad, MECANICA DE FLUIDOSAugusto Badel RubianoAinda não há avaliações
- Formato Guía para Elaborar Un PIAR (Tomado de Una I E)Documento6 páginasFormato Guía para Elaborar Un PIAR (Tomado de Una I E)Degnnys paola Monroy hernandezAinda não há avaliações
- Switch Industrial Rapida SeleccionDocumento2 páginasSwitch Industrial Rapida SeleccionzerohuntercodeAinda não há avaliações
- SERPIENTESDocumento5 páginasSERPIENTESPAOLO MENCIASAinda não há avaliações
- 12 Clavos de Vareta para Techo de Zinc y GrapasDocumento2 páginas12 Clavos de Vareta para Techo de Zinc y GrapasFabian AyalaAinda não há avaliações
- Guía 9 - 1101 (Segundo Período Guía No.3)Documento4 páginasGuía 9 - 1101 (Segundo Período Guía No.3)ine villaAinda não há avaliações
- O FIMATICADocumento5 páginasO FIMATICARicardo SanchezAinda não há avaliações
- Guia de Ejercicios 2023Documento27 páginasGuia de Ejercicios 2023Genaro Mendez CAinda não há avaliações
- Resumen de La ISO 45001 - Fernanda SánchezDocumento3 páginasResumen de La ISO 45001 - Fernanda SánchezJennifer Valencia MorenoAinda não há avaliações
- IsaíasDocumento98 páginasIsaíasgeorgefeickAinda não há avaliações
- 1.preguntas TeodiceaDocumento3 páginas1.preguntas TeodiceaDavid Galarza FernándezAinda não há avaliações
- Apuntes de TransmisiónDocumento4 páginasApuntes de TransmisiónYamill Najar LermaAinda não há avaliações
- Meditaciones DiariasDocumento33 páginasMeditaciones DiariasMateo MajulAinda não há avaliações
- Curso Bombas en Linea ELI 1a Parte Copy Split1Documento12 páginasCurso Bombas en Linea ELI 1a Parte Copy Split1mauriciolapierreAinda não há avaliações
- Elaboración de Un Plan de Negocios para Una Empresa RegionalDocumento20 páginasElaboración de Un Plan de Negocios para Una Empresa RegionalAlejandro MeindersAinda não há avaliações
- Evaluación de Matemática Nº1 3ro Sec - NUMEROS REALESDocumento3 páginasEvaluación de Matemática Nº1 3ro Sec - NUMEROS REALESkastor37Ainda não há avaliações
- Modelo SuayedDocumento42 páginasModelo SuayedMiguel Angel Del RioAinda não há avaliações
- Sevedith SSTDocumento6 páginasSevedith SSTRaul Becerra CuelloAinda não há avaliações
- ArtesaníaDocumento9 páginasArtesaníaPrueba Prueba 2Ainda não há avaliações
- PC de ShougangDocumento4 páginasPC de ShougangElvis Alanya TinocoAinda não há avaliações
- 15 - No Se PuedeDocumento5 páginas15 - No Se Puededomenica100% (1)
- Tarea 2 Etiqueta y ProtocoloDocumento14 páginasTarea 2 Etiqueta y ProtocoloYasli AriasAinda não há avaliações
- 03 de 21.15 120 020 CaoDocumento6 páginas03 de 21.15 120 020 CaoTomy lee youngAinda não há avaliações
- Tipos de Datos en Lenguaje CDocumento9 páginasTipos de Datos en Lenguaje Csebastian cevallos100% (1)
- PLANIFICACION DE EdA - 2022Documento44 páginasPLANIFICACION DE EdA - 2022David Mendoza GonzalesAinda não há avaliações
- Reflexiones Sobre El Hecho EducativoDocumento4 páginasReflexiones Sobre El Hecho Educativoexxedd91% (11)
- Trabajo Definitivo de EspeciesDocumento17 páginasTrabajo Definitivo de EspeciesAndres Eduardo Escalona MonteroAinda não há avaliações
- 3ero y 4to - Carpeta de Recuperacion MatematicaDocumento29 páginas3ero y 4to - Carpeta de Recuperacion MatematicaAnonymous bDl76usdva0% (1)
- Formato Estrategia Del ProductoDocumento5 páginasFormato Estrategia Del ProductoElisa Velasquez ArizaAinda não há avaliações
- Curso de Electricidad Basica-T77Documento173 páginasCurso de Electricidad Basica-T77Herbert PomaccosiAinda não há avaliações