Você também pode gostar
- UF1213 - Técnicas de mecanizado y metrologíaNo EverandUF1213 - Técnicas de mecanizado y metrologíaNota: 4 de 5 estrelas4/5 (5)
- Sillitoe 2010 (Traduccion)Documento54 páginasSillitoe 2010 (Traduccion)Jaime Garrido100% (3)
- Deformación VolumetricaDocumento6 páginasDeformación VolumetricaStefanyAinda não há avaliações
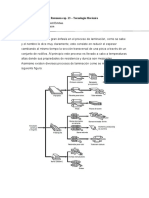
- Resumen Capitulo 13 Manufactura, Ingeniería y TecnologíaDocumento4 páginasResumen Capitulo 13 Manufactura, Ingeniería y TecnologíaRUSSELL ESTEBAN CALANI ARCEAinda não há avaliações
- Clase 07-Deformación Volumetrica (Masiva) Trabajo de MetalesDocumento35 páginasClase 07-Deformación Volumetrica (Masiva) Trabajo de Metalesrquinchia1100% (1)
- 1ra PRACTI Laminacion2013Documento7 páginas1ra PRACTI Laminacion2013Alex EscobarAinda não há avaliações
- Capitulo II LaminacionDocumento15 páginasCapitulo II LaminacionJorgeAinda não há avaliações
- Trefilado 20222Documento14 páginasTrefilado 20222Alex Fv100% (1)
- Conformado de MetalesDocumento30 páginasConformado de MetalesDiego Rojas SamaAinda não há avaliações
- LaminaDo 2 ParteDocumento3 páginasLaminaDo 2 ParteJesus-santamaria-llontopAinda não há avaliações
- Trefilado 20200Documento14 páginasTrefilado 20200Cristian Daniel Coral Sánchez100% (1)
- Informe de SiderurgiaDocumento22 páginasInforme de SiderurgiaDiego Gavino RomeroAinda não há avaliações
- 7 Laminado y TrefiladoDocumento18 páginas7 Laminado y TrefiladoKei Kurono KuronoAinda não há avaliações
- Tema 5. Laminación de MetalesDocumento108 páginasTema 5. Laminación de MetalesBel CoroAinda não há avaliações
- Laminado y TrefiladoDocumento18 páginasLaminado y TrefiladoIvan Danilo León100% (1)
- Marco Teórico-Laboratorio de LaminadoDocumento5 páginasMarco Teórico-Laboratorio de LaminadoJOHNY ROSALESAinda não há avaliações
- Informe Bejarano Laminado Trefilado ForjaDocumento12 páginasInforme Bejarano Laminado Trefilado ForjaLenin EspinozaAinda não há avaliações
- Proceso de TrefiladoDocumento35 páginasProceso de TrefiladoRoberto PortilloAinda não há avaliações
- Proceso de LaminadoDocumento18 páginasProceso de LaminadoJunior QuispeAinda não há avaliações
- PDF Unidos Despues Del ParcialDocumento102 páginasPDF Unidos Despues Del ParcialJheraldyn Sanchez AlvarezAinda não há avaliações
- Laminado 20192 PDFDocumento33 páginasLaminado 20192 PDFCristian Daniel Coral SánchezAinda não há avaliações
- Tema 3Documento103 páginasTema 3Kevin RodriguezAinda não há avaliações
- Laminado o Rolado de Metales 2014Documento133 páginasLaminado o Rolado de Metales 2014David Antaurco Meneses100% (1)
- Estirado de Alambres y BarrasDocumento9 páginasEstirado de Alambres y BarrasElvis Armas MercadoAinda não há avaliações
- HTTP Link - Live.net L HTTP Materias - Fcyt.umss - Edu.bo Tecno-II PDF Cap-32Documento13 páginasHTTP Link - Live.net L HTTP Materias - Fcyt.umss - Edu.bo Tecno-II PDF Cap-32Yesica CastellanosAinda não há avaliações
- Informe04 - Deformación PlásticaDocumento15 páginasInforme04 - Deformación PlásticaEmanuel LuzaAinda não há avaliações
- PDF Trefilado y LaminadoDocumento31 páginasPDF Trefilado y LaminadoJosue Romero FAinda não há avaliações
- Informe Deformacion PlasticaDocumento43 páginasInforme Deformacion PlasticaElizabethAinda não há avaliações
- Análisis de Laminación PlanaDocumento3 páginasAnálisis de Laminación PlanaEdward Olortegui JaraAinda não há avaliações
- Estirado de BarrasDocumento15 páginasEstirado de BarrasdiegoAinda não há avaliações
- Resumen - Deformación VolumétricaDocumento12 páginasResumen - Deformación VolumétricaAriel FernandezAinda não há avaliações
- TP4 IM2 2020 Deformacion VolumetricaDocumento7 páginasTP4 IM2 2020 Deformacion VolumetricaMartin GiovanellaAinda não há avaliações
- 2da Prueba ManufacturaDocumento20 páginas2da Prueba Manufacturapiochita_11Ainda não há avaliações
- Procesos de FabricacionDocumento10 páginasProcesos de FabricacionMaxis GonzalezAinda não há avaliações
- Extrusion y Trefilado PDFDocumento54 páginasExtrusion y Trefilado PDFDayron Cervera Cerra100% (1)
- Exp.n - 12-Transformacion de Frio y CalienteDocumento23 páginasExp.n - 12-Transformacion de Frio y CalienteMelissa Palma PortugalAinda não há avaliações
- Deformacion Volumetrica en Metales PDFDocumento18 páginasDeformacion Volumetrica en Metales PDFIngridAinda não há avaliações
- Formado de Metales CUESTIONARIODocumento5 páginasFormado de Metales CUESTIONARIOMiguel Angel BlakeAinda não há avaliações
- Ensayo de CompresionDocumento8 páginasEnsayo de CompresionIvonneAinda não há avaliações
- Trefilado y LaminadoDocumento25 páginasTrefilado y LaminadoAntony Flores100% (1)
- Procesos de Modelado MasivoDocumento55 páginasProcesos de Modelado Masivodamian llanasAinda não há avaliações
- Ensayo de Compresion - CDM IIDocumento7 páginasEnsayo de Compresion - CDM IIIvonneAinda não há avaliações
- Deformación Plástica LaminadoDocumento25 páginasDeformación Plástica LaminadoMatthew VincentAinda não há avaliações
- Embutido Laminado y TrefiladoDocumento15 páginasEmbutido Laminado y TrefiladoANDRE SAinda não há avaliações
- Formado de MetalesDocumento5 páginasFormado de MetalesOmar HernándezAinda não há avaliações
- Proyecto TrefDocumento11 páginasProyecto TrefFernando HaroAinda não há avaliações
- Trefilado y LaminadoDocumento3 páginasTrefilado y LaminadoJunior C. HoAinda não há avaliações
- FORJADODocumento10 páginasFORJADOGonzalo Daniel Ramos MenaAinda não há avaliações
- Extrusion y Trefilado PDFDocumento54 páginasExtrusion y Trefilado PDFJoselyn Antonia Toribio MalpartidaAinda não há avaliações
- Hernández Arenas Omar, 2IV57, Formado de MetalesDocumento5 páginasHernández Arenas Omar, 2IV57, Formado de MetalesOmar HernándezAinda não há avaliações
- Laminacion de ChapasDocumento6 páginasLaminacion de ChapasJhuan Uchasara SihuayroAinda não há avaliações
- Informe 1 Lamiando de ChapasDocumento10 páginasInforme 1 Lamiando de ChapasDennys Crhistian SCAinda não há avaliações
- Resumen LaminadoDocumento7 páginasResumen LaminadoFabricio Churata CasazolaAinda não há avaliações
- Procesos de Fabricacion 1 Desarrollo Doblado y EmbutidoDocumento9 páginasProcesos de Fabricacion 1 Desarrollo Doblado y EmbutidoFuad KhiyamiAinda não há avaliações
- Proceso de TrefiladoDocumento26 páginasProceso de TrefiladoJhordan Sinche BarraAinda não há avaliações
- TrefiladoDocumento20 páginasTrefiladoAlisonZaldumbideAinda não há avaliações
- Mecanismos de Endurecimiento Por Deformación (Olivares D - Valeria M)Documento53 páginasMecanismos de Endurecimiento Por Deformación (Olivares D - Valeria M)MarceloValeriaAinda não há avaliações
- Practica N°1 - Deformación Cristalina y GranularDocumento21 páginasPractica N°1 - Deformación Cristalina y GranularCarlos Eduardo Vallejo AragundiAinda não há avaliações
- Procesos de ManufacturaDocumento39 páginasProcesos de ManufacturaAlexisAinda não há avaliações
- HT 116 Soldinox Ed 07 PDFDocumento1 páginaHT 116 Soldinox Ed 07 PDFjuan fuentesAinda não há avaliações
- Barrick GoldDocumento2 páginasBarrick GoldJe de los SantosAinda não há avaliações
- Cuadro ComparativoDocumento3 páginasCuadro Comparativojinhe90Ainda não há avaliações
- AcerosDocumento12 páginasAcerosagalarzag100% (5)
- Tarjeta de Emergencia Hidróxido de SodioDocumento2 páginasTarjeta de Emergencia Hidróxido de SodioAlejandro Borja Goyes100% (4)
- Laboratorio Virtual Samali PinzónDocumento3 páginasLaboratorio Virtual Samali PinzónSamali Pinzon CorreaAinda não há avaliações
- Cuadernillo de Quimica 1 Bach Bueno PDFDocumento17 páginasCuadernillo de Quimica 1 Bach Bueno PDFCharo Garcia-carrasco GarciaAinda não há avaliações
- Guía de Selección de Cañerías y Rejillas para PozosDocumento69 páginasGuía de Selección de Cañerías y Rejillas para PozosFernando Arancibia CarvalloAinda não há avaliações
- Selecquim CylDocumento29 páginasSelecquim CylJuanjo DiezAinda não há avaliações
- Texturas ÍgneasDocumento34 páginasTexturas Ígneasyahoo_lectorAinda não há avaliações
- Producción y Elaboración Del Jabón Líquido Dentro de La Unidad Educativa María AuxiliadoraDocumento13 páginasProducción y Elaboración Del Jabón Líquido Dentro de La Unidad Educativa María AuxiliadoraEliseo Josue RomeroAinda não há avaliações
- Analisis 6 InformeDocumento17 páginasAnalisis 6 InformeLuis Villon100% (1)
- FormulacionDocumento18 páginasFormulacionpedroportuenseAinda não há avaliações
- Proceso de Fabricación Del ÁcidoDocumento5 páginasProceso de Fabricación Del ÁcidoPaul Sanchez GAinda não há avaliações
- Cationes, Aniones e HidrurosDocumento12 páginasCationes, Aniones e HidrurosIgfeisAmarilloAinda não há avaliações
- AMR. Trabajo de Ingenieria de Materiales - Estructura AtomicaDocumento49 páginasAMR. Trabajo de Ingenieria de Materiales - Estructura AtomicaArnol100% (1)
- Tarea de NomenclaturaDocumento1 páginaTarea de NomenclaturaValeNeiraAinda não há avaliações
- Desbaste Al Laminado CalienteDocumento10 páginasDesbaste Al Laminado CalienteAlexito Jacinto LitariAinda não há avaliações
- Produtos Presion Relativa Manometros de Proceso Modelos - 2074 2174 y 2274 - Material de Apoyo Modelos 2074 2174 y 2274Documento18 páginasProdutos Presion Relativa Manometros de Proceso Modelos - 2074 2174 y 2274 - Material de Apoyo Modelos 2074 2174 y 2274Sebas BuitragoAinda não há avaliações
- Practica 4Documento8 páginasPractica 4Bryan.a.Ainda não há avaliações
- 152495-2021 - E & OH CONSULTING S.A.C. - Agua - Sedimento - METALES - LLAPO - PALLASCA - ANCASHDocumento5 páginas152495-2021 - E & OH CONSULTING S.A.C. - Agua - Sedimento - METALES - LLAPO - PALLASCA - ANCASHHAYDEE MAGALY RAMIREZ LOPEZAinda não há avaliações
- Metrado de Marmol, Granito y Cuarzo - Casa PachacamacDocumento2 páginasMetrado de Marmol, Granito y Cuarzo - Casa PachacamacAraceli PajueloAinda não há avaliações
- Cinetica de La CorrosionDocumento13 páginasCinetica de La CorrosionAris Cardenas Huaman100% (1)
- Equilibrio Ionico Informe 8Documento31 páginasEquilibrio Ionico Informe 8judith4green100% (1)
- Control SEMANA 3 QuimicaDocumento5 páginasControl SEMANA 3 Quimicaemilio cortesAinda não há avaliações
- Quimica 2Documento1 páginaQuimica 2Braulio EscamillaAinda não há avaliações
- Aceros para HerramientasDocumento166 páginasAceros para HerramientasAlexander Hernandez ChAinda não há avaliações
- Cuestionario NDocumento4 páginasCuestionario NNilson Yecid BautistaAinda não há avaliações