Você também pode gostar
- Seminar On Statistical Process Control On Cylinder LinersDocumento56 páginasSeminar On Statistical Process Control On Cylinder LinersSatadru BeraAinda não há avaliações
- Design Failure Mode and Effect Analysis - Case StuDocumento13 páginasDesign Failure Mode and Effect Analysis - Case Stusanjay chamoliAinda não há avaliações
- KSS Global Standard for Product Characteristics ClassificationDocumento9 páginasKSS Global Standard for Product Characteristics Classification80ALLA86iAinda não há avaliações
- CEM 515 SPC Quiz for Construction Engineering ManagementDocumento2 páginasCEM 515 SPC Quiz for Construction Engineering ManagementdjAinda não há avaliações
- Peration Anagement: Concept of Quality Juran's PrincipleDocumento24 páginasPeration Anagement: Concept of Quality Juran's PrincipleAyushi BisenAinda não há avaliações
- 5 Measurement System Analysis-2018Documento56 páginas5 Measurement System Analysis-2018JESUS ARIEL SAAVEDRA VILLAAinda não há avaliações
- MSA (Measurement System Analys)Documento19 páginasMSA (Measurement System Analys)Dazslam New VersionAinda não há avaliações
- Aiag Fmea TrainingDocumento10 páginasAiag Fmea TrainingJohn OoAinda não há avaliações
- EFFECTS OF RADIATION ON PLANTSDocumento35 páginasEFFECTS OF RADIATION ON PLANTSOkaroFrankAinda não há avaliações
- The 5-Whys' Method: Example 1Documento3 páginasThe 5-Whys' Method: Example 1initiative1972Ainda não há avaliações
- Trailer IATF DocumentsDocumento77 páginasTrailer IATF DocumentsSridharan VenkatAinda não há avaliações
- AQE (FMEA) Selling DocumentDocumento17 páginasAQE (FMEA) Selling DocumentArshad AnsariAinda não há avaliações
- Fmea Alignment Aiag and VdaDocumento14 páginasFmea Alignment Aiag and Vdahaitem100% (1)
- Meenakshi Molding Private Limited Process FMEA: O C C U RDocumento4 páginasMeenakshi Molding Private Limited Process FMEA: O C C U Rilaya raja100% (1)
- Legal Concerns in Drafting A Policy For Reporting FraudDocumento6 páginasLegal Concerns in Drafting A Policy For Reporting FraudFrancisco BraganzaAinda não há avaliações
- SPC Training Material - 18!04!2018Documento34 páginasSPC Training Material - 18!04!2018Rajesh KumarAinda não há avaliações
- Manufacturing System Poka-Yoke AnalysisDocumento14 páginasManufacturing System Poka-Yoke AnalysisRatandeep PandeyAinda não há avaliações
- Attribute Gauge R&RDocumento5 páginasAttribute Gauge R&Rhel2905Ainda não há avaliações
- FC/CP WorksheetDocumento4 páginasFC/CP WorksheetVu NguyenAinda não há avaliações
- Measurement System AnalysisDocumento1 páginaMeasurement System AnalysisPrakash KancharlaAinda não há avaliações
- SPCDocumento49 páginasSPCJosephi_abbasAinda não há avaliações
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Documento2 páginasFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PAinda não há avaliações
- Vda FmeaDocumento30 páginasVda Fmealalit GuptaAinda não há avaliações
- Apqp MiniDocumento14 páginasApqp MiniSudhagarAinda não há avaliações
- CRAFTSMAN AUTOMATION Repeatability and Reproducibility Study R&R AnalysisDocumento4 páginasCRAFTSMAN AUTOMATION Repeatability and Reproducibility Study R&R Analysissivaseeni100% (1)
- PCP & FmeaDocumento4 páginasPCP & FmeaDaniela AscolaniAinda não há avaliações
- NCR FormatDocumento5 páginasNCR FormatSakib KhanAinda não há avaliações
- 15 Mistake ProofingDocumento4 páginas15 Mistake ProofingSteven Bonacorsi100% (2)
- Measure System Analysis IntroductionDocumento80 páginasMeasure System Analysis IntroductionVasant bhoknalAinda não há avaliações
- Xfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsDocumento6 páginasXfmea Report Sample - Machinery FMEA: in Addition To This Summary, This Report Includes The Following FormsRoland JoldisAinda não há avaliações
- Basics of Defining ProcessesDocumento18 páginasBasics of Defining ProcessesFaried Putra SandiantoAinda não há avaliações
- Updates Dec09 AIAG FMEA-Ranking-TablesDocumento3 páginasUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- GR&R Training DraftDocumento53 páginasGR&R Training DraftLOGANATHAN VAinda não há avaliações
- 7 Step PfmeaDocumento132 páginas7 Step PfmeaRajdeep SikdarAinda não há avaliações
- Master Docs PFMEA ProcessDocumento6 páginasMaster Docs PFMEA ProcessPuneet SharmaAinda não há avaliações
- Fundamentals of FMEA PDFDocumento35 páginasFundamentals of FMEA PDFPriatna suheriAinda não há avaliações
- PFDPFMEACP Linkages PDFDocumento1 páginaPFDPFMEACP Linkages PDFsateeshkoriAinda não há avaliações
- Manufacturing Facilities A Complete Guide - 2019 EditionNo EverandManufacturing Facilities A Complete Guide - 2019 EditionAinda não há avaliações
- Process CapabilityDocumento5 páginasProcess CapabilityKamal Kant ChowdharyAinda não há avaliações
- IATF Rules 5th Edition - FAQs 1 3 - 23jan2017 - FINAL PDFDocumento6 páginasIATF Rules 5th Edition - FAQs 1 3 - 23jan2017 - FINAL PDFsathyabalaramanAinda não há avaliações
- The Case Against The AIAG-VDA DFMEADocumento22 páginasThe Case Against The AIAG-VDA DFMEA57641Ainda não há avaliações
- Control PlanDocumento6 páginasControl PlanFahmy Khoerul HudaAinda não há avaliações
- A2 = 1.023D3 = 0D4 = 3.267Documento67 páginasA2 = 1.023D3 = 0D4 = 3.267ahsanAinda não há avaliações
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaDocumento85 páginasWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaAinda não há avaliações
- GRR Study MSA TemplateDocumento21 páginasGRR Study MSA TemplaterajarajanAinda não há avaliações
- Audit Plan 审核计划: To be completed by theDocumento3 páginasAudit Plan 审核计划: To be completed by thegeorge liuAinda não há avaliações
- Quality Management AnswersDocumento42 páginasQuality Management AnswersVrushali Nayak100% (1)
- ZF QD83-2018 - English-French - WebDocumento70 páginasZF QD83-2018 - English-French - WebBESAinda não há avaliações
- 8D-CAR CAP reportDocumento4 páginas8D-CAR CAP reportnugroho yuliantoAinda não há avaliações
- Moudling Operation GSIC Process: MouldingDocumento13 páginasMoudling Operation GSIC Process: MouldingBalakumaran MurugesanAinda não há avaliações
- AQLDocumento18 páginasAQLmajdanekAinda não há avaliações
- 4.statistical Process ContorlDocumento47 páginas4.statistical Process ContorlMinhajul Haque SarkarAinda não há avaliações
- IATF Rules 5th Edition Sanctioned Interpretations November 2018Documento7 páginasIATF Rules 5th Edition Sanctioned Interpretations November 2018Desmond MahadeoAinda não há avaliações
- MSA Presentation by M Negi 31.01.09Documento76 páginasMSA Presentation by M Negi 31.01.09Mahendra100% (2)
- Process Capability - ToolDocumento26 páginasProcess Capability - ToolFouzan SoniwalaAinda não há avaliações
- SAFE LAUNCH - Process Description and Information: 1. ObjectiveDocumento3 páginasSAFE LAUNCH - Process Description and Information: 1. ObjectiveSushil Kumar100% (2)
- Mws Gen Sle BCK SystemDocumento18 páginasMws Gen Sle BCK SystemsushmaxAinda não há avaliações
- Mws Gen Sle BCK IntroductionDocumento8 páginasMws Gen Sle BCK IntroductionsushmaxAinda não há avaliações
- Spring SteelsDocumento2 páginasSpring SteelssushmaxAinda não há avaliações
- Products Steel Grades Tempered SteelsDocumento2 páginasProducts Steel Grades Tempered SteelssushmaxAinda não há avaliações
- Vision Vs Laser ContDocumento4 páginasVision Vs Laser ContsushmaxAinda não há avaliações
- Vac Impregnation TechDocumento1 páginaVac Impregnation TechsushmaxAinda não há avaliações
- Vision Vs Laser ContDocumento4 páginasVision Vs Laser ContsushmaxAinda não há avaliações
- Mws Gen Sle BCK BinaryDocumento9 páginasMws Gen Sle BCK BinarysushmaxAinda não há avaliações
- Combining Vision and Laser Pouring For High PerformanceDocumento2 páginasCombining Vision and Laser Pouring For High PerformancesushmaxAinda não há avaliações
- Magotteaux - Materials For The Coal-Fired Power IndustryDocumento2 páginasMagotteaux - Materials For The Coal-Fired Power IndustrysushmaxAinda não há avaliações
- Tempered Steels 1Documento1 páginaTempered Steels 1sushmaxAinda não há avaliações
- Steel TerminologyDocumento19 páginasSteel Terminologyshailesh9jan100% (4)
- Sources of EnergyDocumento27 páginasSources of EnergyJahangir AliAinda não há avaliações
- Timken How The Steelmaking Process Affects Steel CleanlinessDocumento2 páginasTimken How The Steelmaking Process Affects Steel CleanlinesssushmaxAinda não há avaliações
- Vac Impregnation TechDocumento1 páginaVac Impregnation TechsushmaxAinda não há avaliações
- Thermal Barrier Coatings To Improve Investment Cast PartsDocumento2 páginasThermal Barrier Coatings To Improve Investment Cast PartssushmaxAinda não há avaliações
- Metal Pnetrn in Sand Molds Steel CstgsDocumento34 páginasMetal Pnetrn in Sand Molds Steel CstgssushmaxAinda não há avaliações
- EHS Guide For FdysDocumento5 páginasEHS Guide For FdyssushmaxAinda não há avaliações
- Chemical Reaction Penetration DefectsDocumento2 páginasChemical Reaction Penetration DefectssushmaxAinda não há avaliações
- Sources of EnergyDocumento27 páginasSources of EnergyJahangir AliAinda não há avaliações
- If Its Tough Enough For The Sherman Tank Its Tough Enough For YouDocumento1 páginaIf Its Tough Enough For The Sherman Tank Its Tough Enough For YousushmaxAinda não há avaliações
- Optmzn of HT For Mech Prop of HMS - TADocumento4 páginasOptmzn of HT For Mech Prop of HMS - TAsushmaxAinda não há avaliações
- The Premiere Wear Resistant and W Ork Hardening New SteelDocumento4 páginasThe Premiere Wear Resistant and W Ork Hardening New SteelsushmaxAinda não há avaliações
- Low-Heat Input Welding Alloys: Electrode For Austenitic Manganese SteelsDocumento1 páginaLow-Heat Input Welding Alloys: Electrode For Austenitic Manganese SteelssushmaxAinda não há avaliações
- The Premiere Wear Resistant and W Ork Hardening New SteelDocumento4 páginasThe Premiere Wear Resistant and W Ork Hardening New SteelsushmaxAinda não há avaliações
- High-Yield Metal TransferDocumento3 páginasHigh-Yield Metal TransfersushmaxAinda não há avaliações
- Optmzn of HT - AMSDocumento4 páginasOptmzn of HT - AMSsushmaxAinda não há avaliações
- Technical Data: ApplicationsDocumento3 páginasTechnical Data: ApplicationssushmaxAinda não há avaliações
- Timken Mining ApplicationsDocumento4 páginasTimken Mining ApplicationssushmaxAinda não há avaliações
- Corporate Social ResponsibilityDocumento4 páginasCorporate Social ResponsibilityHendri MickyAinda não há avaliações
- LKC CS Assignment2Documento18 páginasLKC CS Assignment2Jackie LeongAinda não há avaliações
- Stability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelDocumento7 páginasStability Calculation of Embedded Bolts For Drop Arm Arrangement For ACC Location Inside TunnelSamwailAinda não há avaliações
- Juan Martin Garcia System Dynamics ExercisesDocumento294 páginasJuan Martin Garcia System Dynamics ExercisesxumucleAinda não há avaliações
- Man Instructions PDFDocumento4 páginasMan Instructions PDFAleksandar NikolovskiAinda não há avaliações
- Lec9-Rock Cutting ToolsDocumento35 páginasLec9-Rock Cutting ToolsAmraha NoorAinda não há avaliações
- MS For Brick WorkDocumento7 páginasMS For Brick WorkSumit OmarAinda não há avaliações
- Parts of ShipDocumento6 páginasParts of ShipJaime RodriguesAinda não há avaliações
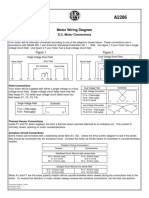
- Motor Wiring Diagram: D.C. Motor ConnectionsDocumento1 páginaMotor Wiring Diagram: D.C. Motor Connectionsczds6594Ainda não há avaliações
- Life of A Landfill PumpDocumento50 páginasLife of A Landfill PumpumidAinda não há avaliações
- Sibuyan Island ResiliencyDocumento12 páginasSibuyan Island ResiliencyEndangeredSpeciesAinda não há avaliações
- Daftar Spesifikasi Teknis Pembangunan Gedung Kantor BPN BojonegoroDocumento6 páginasDaftar Spesifikasi Teknis Pembangunan Gedung Kantor BPN BojonegoroIrwin DarmansyahAinda não há avaliações
- Diia Specification: Dali Part 252 - Energy ReportingDocumento15 páginasDiia Specification: Dali Part 252 - Energy Reportingtufta tuftaAinda não há avaliações
- Accomplishment Report Yes-O NDCMC 2013Documento9 páginasAccomplishment Report Yes-O NDCMC 2013Jerro Dumaya CatipayAinda não há avaliações
- Handouts For TLG 3 1Documento5 páginasHandouts For TLG 3 1Daniela CapisnonAinda não há avaliações
- Coleman Product PageDocumento10 páginasColeman Product Pagecarlozz_96Ainda não há avaliações
- Entrepreneurship Project On Jam, Jelly & PicklesDocumento24 páginasEntrepreneurship Project On Jam, Jelly & Picklesashish karshinkarAinda não há avaliações
- Metal Framing SystemDocumento56 páginasMetal Framing SystemNal MénAinda não há avaliações
- The CongoDocumento3 páginasThe CongoJoseph SuperableAinda não há avaliações
- Compare Blocks - ResultsDocumento19 páginasCompare Blocks - ResultsBramantika Aji PriambodoAinda não há avaliações
- Features Integration of Differential Binomial: DX BX A X P N MDocumento4 páginasFeatures Integration of Differential Binomial: DX BX A X P N Mابو سامرAinda não há avaliações
- Cyclograph User ManualDocumento15 páginasCyclograph User ManualPeter BateAinda não há avaliações
- GIS AccidentsDocumento5 páginasGIS Accidentsali110011Ainda não há avaliações
- Sattvik Brochure - Web VersionDocumento4 páginasSattvik Brochure - Web Versionudiptya_papai2007Ainda não há avaliações
- Antonovsky (1979)Documento280 páginasAntonovsky (1979)M.Fakhrul Kurnia100% (1)
- Crew Served WeaponsDocumento11 páginasCrew Served WeaponsKyle Fagin100% (1)
- Detection and Attribution Methodologies Overview: Appendix CDocumento9 páginasDetection and Attribution Methodologies Overview: Appendix CDinesh GaikwadAinda não há avaliações
- Aircraft Design Project 2Documento80 páginasAircraft Design Project 2Technology Informer90% (21)
- Reflection 2: WHAT DOES It Mean To Be A Pacific Islander Today and in The Future To Me?Documento5 páginasReflection 2: WHAT DOES It Mean To Be A Pacific Islander Today and in The Future To Me?Trishika NamrataAinda não há avaliações
- DR-M260 User Manual ENDocumento87 páginasDR-M260 User Manual ENMasa NourAinda não há avaliações
- 3GPP TS 36.306Documento131 páginas3GPP TS 36.306Tuan DaoAinda não há avaliações