Você também pode gostar
- Overall Equipment Effectiveness A Complete Guide - 2020 EditionNo EverandOverall Equipment Effectiveness A Complete Guide - 2020 EditionAinda não há avaliações
- Tap and Die: From Wikipedia, The Free EncyclopediaDocumento8 páginasTap and Die: From Wikipedia, The Free Encyclopediask m hassanAinda não há avaliações
- Making A Spur GearDocumento9 páginasMaking A Spur GearHaraprasad DolaiAinda não há avaliações
- Tube Bending SeminarDocumento48 páginasTube Bending Seminarhopkhtn100% (1)
- Frame Cad-Self Tapping Screw SpecDocumento2 páginasFrame Cad-Self Tapping Screw Specersivaraj100% (1)
- HMT Mandrel Bending 101Documento80 páginasHMT Mandrel Bending 101zaiofracassadoAinda não há avaliações
- AKG1212 CNC RouterDocumento9 páginasAKG1212 CNC RouterVictor BravoAinda não há avaliações
- Notes - Solder E1, E2, and E3 Together, Then Paint The Whole ThingDocumento68 páginasNotes - Solder E1, E2, and E3 Together, Then Paint The Whole ThingLFoster1Ainda não há avaliações
- 06 GearsDocumento22 páginas06 GearsTeaching ClubAinda não há avaliações
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocumento2 páginasHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadAinda não há avaliações
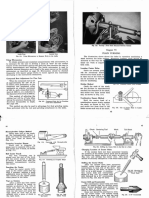
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocumento22 páginasInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManAinda não há avaliações
- Tapping and ThreadingDocumento15 páginasTapping and Threadingsomapala88100% (2)
- 21 Design of Leaf SpringsDocumento10 páginas21 Design of Leaf SpringsPRASAD326100% (1)
- Gears, Splines, and Serrations: Unit 24Documento8 páginasGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Stoody - Hardfacing GuideDocumento3 páginasStoody - Hardfacing GuideDayanaAinda não há avaliações
- MI-1220 XL Manual 2008Documento115 páginasMI-1220 XL Manual 2008James BanksAinda não há avaliações
- Chapter2 Locating Principles and DevicesDocumento57 páginasChapter2 Locating Principles and DevicesAbhishek KulhariAinda não há avaliações
- BB4500 Line Boring MachineDocumento12 páginasBB4500 Line Boring MachineLuis Fernando Oropeza CruzAinda não há avaliações
- Self-Tapping Screws How To ChooseDocumento3 páginasSelf-Tapping Screws How To ChooseoarmstroAinda não há avaliações
- Tap Drill Size - WorkBookDocumento1 páginaTap Drill Size - WorkBookRajesh RamanAinda não há avaliações
- Design of Threaded FastenersDocumento72 páginasDesign of Threaded Fastenersf2012265Ainda não há avaliações
- Lathes and Lathe Machining OperationsDocumento18 páginasLathes and Lathe Machining Operationssarasrisam100% (1)
- Worm Wheel Design ProcessDocumento28 páginasWorm Wheel Design ProcessMuhammadTayyabAinda não há avaliações
- Rap Drill and LatheDocumento14 páginasRap Drill and LatheJoyce Saddhu MeettooAinda não há avaliações
- Sms Handbook 01 v01Documento78 páginasSms Handbook 01 v01yuvatharikAinda não há avaliações
- Introduction To Universal Gear ShavingDocumento48 páginasIntroduction To Universal Gear ShavingNagesh KamannaAinda não há avaliações
- Shop Data - Fitting Layout For HVACDocumento2 páginasShop Data - Fitting Layout For HVACDaniel AustinAinda não há avaliações
- Direct Gear DesignDocumento7 páginasDirect Gear DesignFranco Angelo RegenciaAinda não há avaliações
- Tapers and Taper TurningDocumento4 páginasTapers and Taper TurningSayanSanyalAinda não há avaliações
- CNC AssemblyDocumento9 páginasCNC AssemblyAnjana_EdathadanAinda não há avaliações
- Manual TornoDocumento60 páginasManual Tornojulie2420140% (1)
- Maintenance ScheduleDocumento16 páginasMaintenance ScheduleSiska0806Ainda não há avaliações
- Gearsand GearingDocumento57 páginasGearsand Gearingcamohunter71Ainda não há avaliações
- Base Chassis Drawing PDFDocumento10 páginasBase Chassis Drawing PDFMatias Ulloa SaavedraAinda não há avaliações
- How To Disassemble A South Bend Lathe For MovingDocumento3 páginasHow To Disassemble A South Bend Lathe For MovingAnonymous f6goFflg3TAinda não há avaliações
- Lathe Diagram With ExplanationDocumento3 páginasLathe Diagram With ExplanationEnrico959Ainda não há avaliações
- E2 Hydraulic Tube FittingsDocumento216 páginasE2 Hydraulic Tube FittingsTowerAinda não há avaliações
- Type of GearsDocumento6 páginasType of Gearskamalezwan100% (1)
- April 2014Documento86 páginasApril 2014Delian KurniawanAinda não há avaliações
- Vertical Turret Lathe & Horizontal Boring MillDocumento12 páginasVertical Turret Lathe & Horizontal Boring MillALLEN FRANCISAinda não há avaliações
- Design of Couplings ProcedureDocumento6 páginasDesign of Couplings Procedureloganathan80% (5)
- Ralph Patterson Tailstock Camlock 2Documento13 páginasRalph Patterson Tailstock Camlock 2supremesportsAinda não há avaliações
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNo EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsAinda não há avaliações
- Design For Manufacturability A Complete Guide - 2021 EditionNo EverandDesign For Manufacturability A Complete Guide - 2021 EditionAinda não há avaliações
- Tap & DieDocumento11 páginasTap & DieIDTR JamshedpurAinda não há avaliações
- Tap and Die - WikipediaDocumento43 páginasTap and Die - WikipediaAditya Singh100% (1)
- Tapping MachineDocumento17 páginasTapping MachineALPHA INTERNET CAFE0% (1)
- Punching - WikipediaDocumento4 páginasPunching - WikipediaTahafanMaggedonAinda não há avaliações
- 2833-How To Use DrillsDocumento1 página2833-How To Use DrillsSandra Barnett CrossanAinda não há avaliações
- ICEV Hand Tool III Video TranscriptDocumento6 páginasICEV Hand Tool III Video TranscriptMyaaliyah ColeAinda não há avaliações
- Fea Stress Analysis of Drill BitDocumento40 páginasFea Stress Analysis of Drill BitjagadeeshAinda não há avaliações
- Yr 11 Homework: Pop RivetingDocumento2 páginasYr 11 Homework: Pop RivetingConorxAinda não há avaliações
- Presentation On Sheet Metal DesignDocumento27 páginasPresentation On Sheet Metal Designniloy_67Ainda não há avaliações
- Drill Sizes For TappingDocumento15 páginasDrill Sizes For Tappinghsrao77100% (1)
- Drilling and Thread CuttingDocumento11 páginasDrilling and Thread CuttingSami SamiAinda não há avaliações
- DrillingDocumento51 páginasDrillingaraz_1985100% (1)
- Products: Product List Updated As On 29-Oct-21Documento5 páginasProducts: Product List Updated As On 29-Oct-21KARTHIGEYAN.RAinda não há avaliações
- Powerd 1Documento21 páginasPowerd 1KARTHIGEYAN.RAinda não há avaliações
- Special Shape Brick Lb-107 NO 800 PR RaisedDocumento3 páginasSpecial Shape Brick Lb-107 NO 800 PR RaisedKARTHIGEYAN.RAinda não há avaliações
- GEL - ENV Aspects RegisterDocumento18 páginasGEL - ENV Aspects RegisterKARTHIGEYAN.RAinda não há avaliações
- Agreement IrrigationDocumento10 páginasAgreement IrrigationKARTHIGEYAN.RAinda não há avaliações
- Cogen Flow DGRMDocumento3 páginasCogen Flow DGRMKARTHIGEYAN.RAinda não há avaliações
- GEL - ENV Aspects RegisterDocumento18 páginasGEL - ENV Aspects RegisterKARTHIGEYAN.RAinda não há avaliações
- HPCL - Env Aspects - New RegisterDocumento19 páginasHPCL - Env Aspects - New RegisterKARTHIGEYAN.RAinda não há avaliações
- Tectyl 502 CDocumento2 páginasTectyl 502 CKARTHIGEYAN.RAinda não há avaliações
- Controlling RustDocumento4 páginasControlling RustKARTHIGEYAN.RAinda não há avaliações
- Elecon Gear Box CatalogueDocumento15 páginasElecon Gear Box CatalogueKARTHIGEYAN.R79% (14)
- Switch Yard Doc1Documento1 páginaSwitch Yard Doc1KARTHIGEYAN.RAinda não há avaliações
- Assembly of Air Pre Heater Blocks WorkDocumento1 páginaAssembly of Air Pre Heater Blocks WorkKARTHIGEYAN.RAinda não há avaliações
- Features and Benefits: Outstanding Protection of Exterior and Interior Surfaces of A Wide Range of EquipmentDocumento1 páginaFeatures and Benefits: Outstanding Protection of Exterior and Interior Surfaces of A Wide Range of EquipmentKARTHIGEYAN.RAinda não há avaliações
- FormatDocumento4 páginasFormatKARTHIGEYAN.RAinda não há avaliações
- LB Industrial Systems Brochure 2011Documento0 páginaLB Industrial Systems Brochure 2011KARTHIGEYAN.RAinda não há avaliações
- Preservation NORSOK Std.Documento20 páginasPreservation NORSOK Std.KARTHIGEYAN.RAinda não há avaliações
- HP Lubes GuideDocumento196 páginasHP Lubes GuideJen Ekx100% (1)
- Preservation-Equipments RelatedDocumento9 páginasPreservation-Equipments RelatedKARTHIGEYAN.RAinda não há avaliações
- Scope of Work Main BoilersDocumento24 páginasScope of Work Main BoilersKARTHIGEYAN.R100% (1)
- General Calculations Rev 4Documento20 páginasGeneral Calculations Rev 4KARTHIGEYAN.RAinda não há avaliações
- Ash Handling System SuppliersDocumento1 páginaAsh Handling System SuppliersKARTHIGEYAN.RAinda não há avaliações
- Power System Failures-HiddenDocumento139 páginasPower System Failures-HiddenKARTHIGEYAN.RAinda não há avaliações
- Generator & Exciter BasicDocumento8 páginasGenerator & Exciter Basictowfiqeee100% (1)
- Sugar Mill Rollers MaterialsDocumento4 páginasSugar Mill Rollers MaterialsKARTHIGEYAN.RAinda não há avaliações
- Transformer Service ManualDocumento11 páginasTransformer Service ManualshivaramAinda não há avaliações
- Application For Certificate of Competency As Boiler AttendantDocumento4 páginasApplication For Certificate of Competency As Boiler AttendantKARTHIGEYAN.R100% (1)
- International Standard ReferenceDocumento14 páginasInternational Standard ReferenceKARTHIGEYAN.RAinda não há avaliações
- Lec07 DC MotorsDocumento17 páginasLec07 DC MotorsWill BlackAinda não há avaliações
- CUMI Emd CatalogDocumento6 páginasCUMI Emd CatalogKARTHIGEYAN.RAinda não há avaliações
- Bryce Bros. and George Duncan & Sons Glass Shoe CollectionDocumento62 páginasBryce Bros. and George Duncan & Sons Glass Shoe CollectionTheodore D. Delude50% (2)
- PFAFF 1526 Selectline - FeaturesoverviewDocumento1 páginaPFAFF 1526 Selectline - FeaturesoverviewLautaro Ferrada Q.Ainda não há avaliações
- Tools and SharpeningDocumento14 páginasTools and SharpeningAndre LuizAinda não há avaliações
- Today's Woodworker - 01 - Jan-Feb 1989Documento20 páginasToday's Woodworker - 01 - Jan-Feb 1989neilradcliffe100% (3)
- KCR BrandBookDocumento86 páginasKCR BrandBookbsp_creative100% (6)
- Purchase The Artist's Loft™ Arts & Crafts Creative CenterDocumento1 páginaPurchase The Artist's Loft™ Arts & Crafts Creative CenterAmy ArmstrongAinda não há avaliações
- Knitting TimelineDocumento22 páginasKnitting TimelineDamon Salvatore100% (1)
- Ginger Cottages 2017 CatalogDocumento16 páginasGinger Cottages 2017 Cataloglowtech4Ainda não há avaliações
- Bird House - Bluebird Plans PDFDocumento10 páginasBird House - Bluebird Plans PDFDaniel Lourenço100% (1)
- Colin Mortimer - Sound RightDocumento58 páginasColin Mortimer - Sound Rightvandung19Ainda não há avaliações
- Essential Clutch FinalDocumento7 páginasEssential Clutch FinalLaura Nardi100% (1)
- ECCE Speaking Test RDocumento5 páginasECCE Speaking Test Rprince_2150% (2)
- 7mo 8v0 1ro 2do 3ro Medio Introduce YourselfDocumento1 página7mo 8v0 1ro 2do 3ro Medio Introduce YourselfViviana PatagonaAinda não há avaliações
- Small Town Street Photography GuideDocumento16 páginasSmall Town Street Photography GuideGustavo Montenegro100% (1)
- ABP Elementary Contents PDFDocumento2 páginasABP Elementary Contents PDFFranz Flores ArancibiaAinda não há avaliações
- American Woodworker - 86 (April 2001)Documento74 páginasAmerican Woodworker - 86 (April 2001)Emilian Baluta100% (1)
- Pewterers Guild Introduction To Basic Pewter CastingDocumento13 páginasPewterers Guild Introduction To Basic Pewter CastingArthur DiependalAinda não há avaliações
- The Devine Quilters P.O. Box 50006 Columbia, SC 29250Documento4 páginasThe Devine Quilters P.O. Box 50006 Columbia, SC 29250Stephanie AlexanderAinda não há avaliações
- 2017 Sailrite Home CatalogDocumento260 páginas2017 Sailrite Home CatalogStroiaClaudiuAlexandru100% (1)
- Neither Here Nor There, Reading ComprehensionDocumento2 páginasNeither Here Nor There, Reading ComprehensionCristi AntoniucAinda não há avaliações
- Garden CityDocumento50 páginasGarden CityRaya Villaflores100% (1)
- Woodsmith Magazine 219Documento68 páginasWoodsmith Magazine 219chrix100% (3)
- Router Table - Projects - American WoodworkerDocumento12 páginasRouter Table - Projects - American Woodworkermarcoskelpen100% (1)
- Catalog Tyres Tracks EnglishDocumento17 páginasCatalog Tyres Tracks Englishdonaldduck23Ainda não há avaliações
- Manual de Lego Toy Story 1 PDFDocumento3 páginasManual de Lego Toy Story 1 PDFRicardo EnriquezAinda não há avaliações
- Family Time: Review and PracticeDocumento1 páginaFamily Time: Review and Practicedavid ramosAinda não há avaliações
- ShopNotes Issue 68Documento39 páginasShopNotes Issue 68qpidoneuro100% (5)
- Table Saw JigsDocumento16 páginasTable Saw Jigscyclonium100% (9)
- Ace Your SPM Speaking TestDocumento60 páginasAce Your SPM Speaking TestSIAinda não há avaliações
- Mosaic Memories: Remembering The Playgrounds Singapore Grew Up inDocumento23 páginasMosaic Memories: Remembering The Playgrounds Singapore Grew Up inAlex SmithAinda não há avaliações