Você também pode gostar
- Toyota Motors Mfg Case Analysis of Defective Seat IssuesDocumento10 páginasToyota Motors Mfg Case Analysis of Defective Seat IssuesvipinsureshAinda não há avaliações
- OM ToyotaMotorManufacturingDocumento7 páginasOM ToyotaMotorManufacturingmuddanapAinda não há avaliações
- Toyota Motor ManufacturingDocumento2 páginasToyota Motor ManufacturingDaezz Natalya0% (2)
- Toyota Motor Manufacturing - Draft 1Documento16 páginasToyota Motor Manufacturing - Draft 1Ashutosh MishraAinda não há avaliações
- ToyotaDocumento7 páginasToyotaSteven MarescaAinda não há avaliações
- Toyota Motor Manufacturing U.S.A. Inc. Case StudyDocumento17 páginasToyota Motor Manufacturing U.S.A. Inc. Case StudyAngshuman Sarkar50% (2)
- Case 4 - Toyota Motor5Documento9 páginasCase 4 - Toyota Motor5harshaimrapur100% (2)
- As Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?Documento3 páginasAs Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?sandeep saraswatAinda não há avaliações
- Toyota Motor Manufacturing v2Documento5 páginasToyota Motor Manufacturing v2Kumar Gaurav100% (1)
- Group 1 Donner Company CaseDocumento7 páginasGroup 1 Donner Company CaseAjay Kumar100% (1)
- Toyota Motor Manufacturing IncDocumento40 páginasToyota Motor Manufacturing IncBrian SembiringAinda não há avaliações
- Manzana Insurance Fruitvale Branch - Group 6Documento6 páginasManzana Insurance Fruitvale Branch - Group 6Puneet AgarwalAinda não há avaliações
- DONNER COMPANY Case AnalysisDocumento12 páginasDONNER COMPANY Case Analysisnikitajain021100% (2)
- Toyota Motor Manufacturing Inc. U.S.A: Reducing Defective Seats to Improve Run RatioDocumento17 páginasToyota Motor Manufacturing Inc. U.S.A: Reducing Defective Seats to Improve Run Ratioankit_shah_24100% (1)
- Donner Company Process Flow ChartDocumento1 páginaDonner Company Process Flow ChartzindalonerAinda não há avaliações
- Operations Management: Manzana Insurance: Fruitvale BranchDocumento9 páginasOperations Management: Manzana Insurance: Fruitvale BranchShashank ShekharAinda não há avaliações
- Manzana Insurance Case Study Analyzes Declining ProfitsDocumento9 páginasManzana Insurance Case Study Analyzes Declining ProfitsSweetya ChaudharyAinda não há avaliações
- Donner CompanyDocumento11 páginasDonner Companymathilde_144100% (2)
- NCC Awasthi 11BM60071Documento8 páginasNCC Awasthi 11BM60071Abhishek AwasthiAinda não há avaliações
- AIC Notebooks CaseDocumento3 páginasAIC Notebooks CaseNitish NairAinda não há avaliações
- NationalCranberryCooperative CaseAnalysisDocumento10 páginasNationalCranberryCooperative CaseAnalysisJishnu RoychaudhuriAinda não há avaliações
- Toyota Seat IssueDocumento3 páginasToyota Seat IssueKentucky19Ainda não há avaliações
- National Cranberry Cooperations 1996Documento15 páginasNational Cranberry Cooperations 1996Mithilesh Singh67% (3)
- National Cranberry Cooperative Case AnalysisDocumento9 páginasNational Cranberry Cooperative Case AnalysisAudrey Tay100% (3)
- TMM plant facing seat supply issues due to product proliferation at KFS supplierDocumento2 páginasTMM plant facing seat supply issues due to product proliferation at KFS supplierRashmi Ekka0% (1)
- 11BM60008 Sec B National Cranberry CooperativeDocumento9 páginas11BM60008 Sec B National Cranberry CooperativeKunal Verma100% (3)
- 12 E Manzana InsuranceDocumento13 páginas12 E Manzana InsuranceShubham ShuklaAinda não há avaliações
- Donner Case StudyDocumento35 páginasDonner Case Studyaaaa0408100% (2)
- Donner Company Group7Documento21 páginasDonner Company Group7Kulraj Singh100% (1)
- National Cranberry Cooperative - 11BM60070Documento3 páginasNational Cranberry Cooperative - 11BM60070Neelesh KhattarAinda não há avaliações
- Don't Bother MeDocumento13 páginasDon't Bother MeMrinal KumarAinda não há avaliações
- Foldrite Furniture Company: CASE StudyDocumento4 páginasFoldrite Furniture Company: CASE StudyJapkirat Oberai0% (1)
- National Cranberry CaseDocumento20 páginasNational Cranberry CaseRicardo David Pareja Baquerizo100% (2)
- IDS 532 - National Cranberry Case Study - AnswersDocumento4 páginasIDS 532 - National Cranberry Case Study - AnswersVikas Mani TripathiAinda não há avaliações
- Answers NCCDocumento2 páginasAnswers NCCAmara Khan0% (1)
- Group 5 - Manzana InsuranceDocumento10 páginasGroup 5 - Manzana InsuranceVijay K Pillai100% (1)
- CMI CaseDocumento4 páginasCMI CaseSaurabh BoseAinda não há avaliações
- EBOs at IBM by Group 3Documento8 páginasEBOs at IBM by Group 3Rahim GhaffarAinda não há avaliações
- TMM's increasing seat supply problems from single supplier KFSDocumento4 páginasTMM's increasing seat supply problems from single supplier KFSharshkhambraAinda não há avaliações
- Group A5 Solution Manzana InsuranceDocumento2 páginasGroup A5 Solution Manzana Insurancemanjeet39Ainda não há avaliações
- Manzana Insurance CaseDocumento5 páginasManzana Insurance CaseSethAinda não há avaliações
- Lion Financial ServicesDocumento3 páginasLion Financial Servicesjeff mathews0% (1)
- National Cranberry CooperativeDocumento5 páginasNational Cranberry CooperativeRasheeq RayhanAinda não há avaliações
- Midwest Office Products - ABC Method & Customer Cost AnalysisDocumento2 páginasMidwest Office Products - ABC Method & Customer Cost AnalysisAbhishek MalhotraAinda não há avaliações
- This Study Resource Was: Group 4 Case Report - Czech MateDocumento5 páginasThis Study Resource Was: Group 4 Case Report - Czech MateMajo Bulnes'100% (1)
- AIC NetbooksDocumento2 páginasAIC NetbooksSriharsha VavilalaAinda não há avaliações
- Wesco Distribution IncDocumento2 páginasWesco Distribution IncJiswanath MondalAinda não há avaliações
- Toyota Case StudyDocumento9 páginasToyota Case Studyapi-352473947Ainda não há avaliações
- Littlefield Simulation Game ReportDocumento5 páginasLittlefield Simulation Game ReportPraveen PamnaniAinda não há avaliações
- Just in Time Toyota Vs NissanDocumento27 páginasJust in Time Toyota Vs NissanCristina Peñalver GilAinda não há avaliações
- Just in Time-Toyota Vs NissanDocumento27 páginasJust in Time-Toyota Vs NissanIffat Ara Ahmed100% (2)
- Lean Manufacturing in Toyota Motor CorporationDocumento8 páginasLean Manufacturing in Toyota Motor CorporationArousha SultanAinda não há avaliações
- Toyota addresses rising seat issues in carsDocumento4 páginasToyota addresses rising seat issues in carsCorporate keedaAinda não há avaliações
- Toyota seat issues addressed with TPS principlesDocumento7 páginasToyota seat issues addressed with TPS principlesAyesha TahirAinda não há avaliações
- LogisticDocumento13 páginasLogistickantimaka100% (1)
- Toyota Case StudyDocumento18 páginasToyota Case StudyMakp112Ainda não há avaliações
- Toyota Production SystemDocumento2 páginasToyota Production SystemVenkatachalam ManickamAinda não há avaliações
- Production and Operations Management - TOYOTA MANUFACTURING CASEDocumento10 páginasProduction and Operations Management - TOYOTA MANUFACTURING CASEAakanksha PanwarAinda não há avaliações
- Japanese Auto Manufacturers Adopt Flexible ProductionDocumento6 páginasJapanese Auto Manufacturers Adopt Flexible ProductionNeha KhanAinda não há avaliações
- Toyota Production System ExplainedDocumento5 páginasToyota Production System ExplainedejjLiAinda não há avaliações
- Data MigrationDocumento14 páginasData Migrationshimshi478Ainda não há avaliações
- Sport ObermeyerDocumento3 páginasSport ObermeyerAshutosh Mishra100% (2)
- Kunst 1600Documento3 páginasKunst 1600Ashutosh MishraAinda não há avaliações
- CG Class 6Documento0 páginaCG Class 6Ashutosh MishraAinda não há avaliações
- Bosch CaseDocumento2 páginasBosch CaseAshutosh MishraAinda não há avaliações
- BisDocumento7 páginasBisAshutosh MishraAinda não há avaliações
- Jeff RecommendataionDocumento1 páginaJeff RecommendataionAshutosh MishraAinda não há avaliações
- Applying DB2 Version 9.7 Fix PackDocumento3 páginasApplying DB2 Version 9.7 Fix PackAshutosh MishraAinda não há avaliações
- CRM Harrah'sDocumento3 páginasCRM Harrah'sAshutosh MishraAinda não há avaliações
- CAN PVTechnologies B2BDocumento5 páginasCAN PVTechnologies B2BAshutosh MishraAinda não há avaliações
- Comp Us A Case SolutionDocumento4 páginasComp Us A Case SolutionAshutosh MishraAinda não há avaliações
- Managers Vs LeadersDocumento48 páginasManagers Vs LeadersvijaysatawAinda não há avaliações
- CambellSoup CaseDocumento5 páginasCambellSoup CaseAshutosh MishraAinda não há avaliações
- Tektronixassignment0604 110920224620 Phpapp02Documento4 páginasTektronixassignment0604 110920224620 Phpapp02Ameetesh SachdevaAinda não há avaliações
- Case Study: AnalysisDocumento6 páginasCase Study: AnalysisAshutosh MishraAinda não há avaliações
- Organisational Culture and coping with disruptive cloud computingDocumento7 páginasOrganisational Culture and coping with disruptive cloud computingAshutosh MishraAinda não há avaliações
- CASE SUBMISSION - Precise Software Solutions: AssignmentDocumento4 páginasCASE SUBMISSION - Precise Software Solutions: AssignmentAshutosh MishraAinda não há avaliações
- BPRDocumento10 páginasBPRAshutosh MishraAinda não há avaliações
- BI QuestionsDocumento7 páginasBI QuestionsAshutosh MishraAinda não há avaliações
- Aravind Eye Care Case StudyDocumento7 páginasAravind Eye Care Case StudyAshutosh MishraAinda não há avaliações
- Customer Relationship Marketing Assignment - I: Hilton Hhonors Worldwide: Loyalty WarsDocumento3 páginasCustomer Relationship Marketing Assignment - I: Hilton Hhonors Worldwide: Loyalty WarsAshutosh Mishra100% (1)
- Tektronixassignment0604 110920224620 Phpapp02Documento4 páginasTektronixassignment0604 110920224620 Phpapp02Ameetesh SachdevaAinda não há avaliações
- FCN broadband strategy caseDocumento7 páginasFCN broadband strategy caseAshutosh MishraAinda não há avaliações
- Starbucks-Delivering Customer Service - FinalDocumento7 páginasStarbucks-Delivering Customer Service - FinalRezaur RahmanAinda não há avaliações
- QTDocumento2 páginasQTAshutosh MishraAinda não há avaliações
- PepsicoDocumento23 páginasPepsicoAshutosh MishraAinda não há avaliações
- Improve Sullivan Ford Auto ServiceDocumento17 páginasImprove Sullivan Ford Auto ServiceHussam Ali100% (4)
- CCIDocumento2 páginasCCIAshutosh MishraAinda não há avaliações
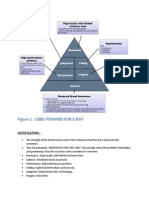
- Figure 1: Cbbe Pyramid For E-Bay: JustificationDocumento2 páginasFigure 1: Cbbe Pyramid For E-Bay: JustificationAshutosh MishraAinda não há avaliações
- Korba - BAH Online Temp MonitoringDocumento7 páginasKorba - BAH Online Temp Monitoringrama jenaAinda não há avaliações
- COT EnglishDocumento4 páginasCOT EnglishTypie ZapAinda não há avaliações
- RestrukturisasiDocumento17 páginasRestrukturisasimuhammad hayel wallaAinda não há avaliações
- A.2.3. Passive Transport Systems MCQsDocumento3 páginasA.2.3. Passive Transport Systems MCQsPalanisamy SelvamaniAinda não há avaliações
- CHEM206 Answers 1Documento3 páginasCHEM206 Answers 1Shiro UchihaAinda não há avaliações
- IEC-60721-3-3-2019 (Enviromental Conditions)Documento12 páginasIEC-60721-3-3-2019 (Enviromental Conditions)Electrical DistributionAinda não há avaliações
- Credit Risk Management Practice in Private Banks Case Study Bank of AbyssiniaDocumento85 páginasCredit Risk Management Practice in Private Banks Case Study Bank of AbyssiniaamogneAinda não há avaliações
- My16-Td My16-AtDocumento6 páginasMy16-Td My16-AtRodrigo ChavesAinda não há avaliações
- ArtigoPublicado ABR 14360Documento14 páginasArtigoPublicado ABR 14360Sultonmurod ZokhidovAinda não há avaliações
- Rubric - Argumentative EssayDocumento2 páginasRubric - Argumentative EssayBobAinda não há avaliações
- Ogl422 Milestone Three Team 11 Intro Training Session For Evergreen MGT Audion Recording Due 2022apr18 8 30 PM PST 11 30pm EstDocumento14 páginasOgl422 Milestone Three Team 11 Intro Training Session For Evergreen MGT Audion Recording Due 2022apr18 8 30 PM PST 11 30pm Estapi-624721629Ainda não há avaliações
- Hydrotest CalculationDocumento1 páginaHydrotest CalculationkiranAinda não há avaliações
- Oracle Fusion Financials Book Set Home Page SummaryDocumento274 páginasOracle Fusion Financials Book Set Home Page SummaryAbhishek Agrawal100% (1)
- Class 9th Chemistry Unit#4 Structure of MoleculesDocumento8 páginasClass 9th Chemistry Unit#4 Structure of MoleculesIrfanullahAinda não há avaliações
- EMMS SpecificationsDocumento18 páginasEMMS SpecificationsAnonymous dJtVwACc100% (2)
- The Graduation Commencement Speech You Will Never HearDocumento4 páginasThe Graduation Commencement Speech You Will Never HearBernie Lutchman Jr.Ainda não há avaliações
- Hotel Design Planning and DevelopmentDocumento30 páginasHotel Design Planning and DevelopmentTio Yogatma Yudha14% (7)
- HP 5973 Quick ReferenceDocumento28 páginasHP 5973 Quick ReferenceDavid ruizAinda não há avaliações
- Donaldson 004117 PDFDocumento6 páginasDonaldson 004117 PDFNSAinda não há avaliações
- OROLO & W. D. GannDocumento56 páginasOROLO & W. D. GannGaurav Garg100% (1)
- The Wafer-God and the Bloody History of the VaticanDocumento58 páginasThe Wafer-God and the Bloody History of the VaticanMin Hotep Tzaddik BeyAinda não há avaliações
- Android Attendance Management SystemDocumento54 páginasAndroid Attendance Management Systemskpetks75% (12)
- Intec Waste PresiDocumento8 páginasIntec Waste Presiapi-369931794Ainda não há avaliações
- Docking 1Documento12 páginasDocking 1Naveen Virendra SinghAinda não há avaliações
- Hencher - Interpretation of Direct Shear Tests On Rock JointsDocumento8 páginasHencher - Interpretation of Direct Shear Tests On Rock JointsMark2123100% (1)
- Chapter 08Documento18 páginasChapter 08soobraAinda não há avaliações
- OLA CAB MARKET ANALYSIS AND TRENDSDocumento55 páginasOLA CAB MARKET ANALYSIS AND TRENDSnitin gadkariAinda não há avaliações
- Notes On The Life and Works of Jose Rizal - IncompleteDocumento15 páginasNotes On The Life and Works of Jose Rizal - Incompleteblock_me_please50% (2)
- Aquafine Optivenn Series Data SheetDocumento8 páginasAquafine Optivenn Series Data SheetKenz ZhouAinda não há avaliações