Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- MX13 PACCAR TorqueDocumento8 páginasMX13 PACCAR TorqueMarcos Vinicius Binotto100% (1)
- An Investigation of Shaft Current in A Large Sleeve Bearing Induction MachineDocumento358 páginasAn Investigation of Shaft Current in A Large Sleeve Bearing Induction MachineJose Prado100% (1)
- Phrasal Verbs List Vocabulary EnglishClubDocumento16 páginasPhrasal Verbs List Vocabulary EnglishClubridhaAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- ASTM E446 - Radiography of CastingDocumento22 páginasASTM E446 - Radiography of Castingparmindersin89% (9)
- Black Body Radiation-Online NotesDocumento3 páginasBlack Body Radiation-Online NotesNeeraj Mosawa50% (4)
- ASKODocumento44 páginasASKOlaura100% (1)
- Building Utilities Mock Test QuestionnairesDocumento22 páginasBuilding Utilities Mock Test QuestionnairesJames AsasAinda não há avaliações
- Colour FastnessDocumento37 páginasColour FastnessSivakumar K100% (1)
- Warp Knitting BasicsDocumento64 páginasWarp Knitting BasicsSivakumar K100% (1)
- ABB LTB 145 D1B 1HSB429954-3en - 20120511Documento214 páginasABB LTB 145 D1B 1HSB429954-3en - 20120511Daniel Buitrago Ramirez100% (6)
- Warp KnittingDocumento93 páginasWarp KnittingSivakumar K100% (1)
- Instrument Transformer.: Y. K. PandharipandeDocumento19 páginasInstrument Transformer.: Y. K. Pandharipandeupt vadodaraAinda não há avaliações
- UNIT III Stain RemovalDocumento33 páginasUNIT III Stain RemovalSivakumar KAinda não há avaliações
- Barrier PolymersDocumento66 páginasBarrier PolymersFJNovaes454100% (1)
- Warp Knitting StructureDocumento29 páginasWarp Knitting StructureSivakumar K100% (1)
- 40 TT 404 - Knitting Technology QUESTION BANKDocumento6 páginas40 TT 404 - Knitting Technology QUESTION BANKSivakumar KAinda não há avaliações
- Blow RoomDocumento54 páginasBlow RoomSivakumar K100% (4)
- Knit Deknit ProcessDocumento9 páginasKnit Deknit ProcessSivakumar KAinda não há avaliações
- Eco FriendlyDocumento50 páginasEco FriendlySivakumar K100% (1)
- Evaulation of False Twist YarnDocumento25 páginasEvaulation of False Twist YarnSivakumar K100% (1)
- Knit Deknit ProcessDocumento9 páginasKnit Deknit ProcessSivakumar KAinda não há avaliações
- Knitting Elememts Sinker and CamDocumento19 páginasKnitting Elememts Sinker and CamSivakumar KAinda não há avaliações
- Eco FriendlyDocumento50 páginasEco FriendlySivakumar K100% (1)
- Unit III - Clothing Science Question Bank WITH ANSWERDocumento5 páginasUnit III - Clothing Science Question Bank WITH ANSWERSivakumar KAinda não há avaliações
- Angel: College of Engineering and Technology TIRUPUR 641 665Documento21 páginasAngel: College of Engineering and Technology TIRUPUR 641 665Sivakumar KAinda não há avaliações
- Unit - II Kfs Two Marks With AnswerDocumento4 páginasUnit - II Kfs Two Marks With AnswerSivakumar KAinda não há avaliações
- Kfs Study Material Unit IIDocumento13 páginasKfs Study Material Unit IISivakumar K100% (1)
- Patteren Mechanism in Knitting - JacquardDocumento27 páginasPatteren Mechanism in Knitting - JacquardSivakumar K100% (3)
- Kfs Unit II Two Marks With AnswerDocumento2 páginasKfs Unit II Two Marks With AnswerSivakumar KAinda não há avaliações
- Unit I Clothing Science Two Marks With Answer and Question BankDocumento3 páginasUnit I Clothing Science Two Marks With Answer and Question BankSivakumar KAinda não há avaliações
- SpectrophotometerDocumento46 páginasSpectrophotometerSivakumar KAinda não há avaliações
- Interlock StructuresDocumento15 páginasInterlock StructuresSivakumar KAinda não há avaliações
- Printing DefectsDocumento39 páginasPrinting DefectsSivakumar KAinda não há avaliações
- Unit VDocumento2 páginasUnit VSivakumar KAinda não há avaliações
- Technology of Yarn Manufacture - Unit II Carding and Draw Frame Question BankDocumento2 páginasTechnology of Yarn Manufacture - Unit II Carding and Draw Frame Question BankSivakumar K100% (1)
- Technology of Yarn Manufacture - Unit V New Spinning Question BankDocumento1 páginaTechnology of Yarn Manufacture - Unit V New Spinning Question BankSivakumar KAinda não há avaliações
- Bangladesh Climate Change Strategy and Action Plan (BCCSAP) : How People Want To See It-BanglaDocumento16 páginasBangladesh Climate Change Strategy and Action Plan (BCCSAP) : How People Want To See It-BanglaOxfam in BangladeshAinda não há avaliações
- Kirchhoff's Voltage Law and The Conservation of EnergyDocumento8 páginasKirchhoff's Voltage Law and The Conservation of EnergyAditya Hari SAinda não há avaliações
- Guilsan Auto Repair Shop: Brgy, Ibabang Dupay Happy Valley Red-V Lucena City Lucena City, PH 4301 09197437740 09201161043Documento1 páginaGuilsan Auto Repair Shop: Brgy, Ibabang Dupay Happy Valley Red-V Lucena City Lucena City, PH 4301 09197437740 09201161043James ManabatAinda não há avaliações
- Instruction and Maintenance Manual: Direct Expansion Compressed Air DryersDocumento25 páginasInstruction and Maintenance Manual: Direct Expansion Compressed Air DryersArt NBAinda não há avaliações
- Digital Multimeter VC 220Documento32 páginasDigital Multimeter VC 220cezar_s5Ainda não há avaliações
- Final Paper Gas Hydrates Around Makassar StraitsDocumento6 páginasFinal Paper Gas Hydrates Around Makassar StraitsriowicaksonoAinda não há avaliações
- RefacDocumento5 páginasRefacknight1729Ainda não há avaliações
- Standard For Overhead LinesDocumento23 páginasStandard For Overhead LinesHappi Gwegweni0% (1)
- CURICULUM VITAE - Koko SantanaDocumento2 páginasCURICULUM VITAE - Koko SantanaRiesky FirdyanAinda não há avaliações
- Wire¤t Rating PDFDocumento2 páginasWire¤t Rating PDFVIKRAM DESAIAinda não há avaliações
- Industry 4.0 4Documento23 páginasIndustry 4.0 4Mandhara KsAinda não há avaliações
- Plasma Arc WeldingDocumento7 páginasPlasma Arc WeldingisrafatAinda não há avaliações
- AD-99 Encatalog 1705 SankoshaDocumento100 páginasAD-99 Encatalog 1705 SankoshaLiliek Prasetyo WidiyonoAinda não há avaliações
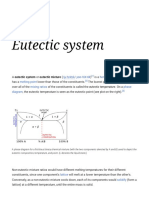
- Eutectic System - WikipediaDocumento10 páginasEutectic System - Wikipediasterling goinAinda não há avaliações
- Samsung Frontier WasherDocumento88 páginasSamsung Frontier Washerpetre333Ainda não há avaliações
- Catalogo BalkampDocumento998 páginasCatalogo BalkampSeal House Sac50% (2)
- Floating Tricycle Powered by Solar PanelDocumento10 páginasFloating Tricycle Powered by Solar PanelCrystal UmpodAinda não há avaliações
- FRQ Post Nuclear PowerDocumento2 páginasFRQ Post Nuclear Powerdenise solerAinda não há avaliações
- Harmony Control Relays - RM35TF30Documento7 páginasHarmony Control Relays - RM35TF30معين عزامAinda não há avaliações
- Features Description: LTC3608 18V, 8A Monolithic Synchronous Step-Down DC/DC ConverterDocumento26 páginasFeatures Description: LTC3608 18V, 8A Monolithic Synchronous Step-Down DC/DC ConverterAhmad SubkhanAinda não há avaliações