Você também pode gostar
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Wo Policies and ProceduresDocumento1 páginaWo Policies and ProceduresdekgaleAinda não há avaliações
- Installation and Operating Instructions: ATEX-Version Cat. 2 GDocumento43 páginasInstallation and Operating Instructions: ATEX-Version Cat. 2 GdekgaleAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- 1 - Maintenance Strategy StrategyDocumento27 páginas1 - Maintenance Strategy Strategydekgale100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- FMEA BasicsDocumento23 páginasFMEA Basicsashwin jacksonAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- FMEA BasicsDocumento23 páginasFMEA Basicsashwin jacksonAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Maintenance Work OrdersDocumento20 páginasMaintenance Work OrdersdekgaleAinda não há avaliações
- EAM Example Business Process 259Documento1 páginaEAM Example Business Process 259dekgaleAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Fern WorkrequestDocumento37 páginasFern WorkrequestdekgaleAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Work Order User Guide: Facilities DepartmentDocumento19 páginasThe Work Order User Guide: Facilities DepartmentdekgaleAinda não há avaliações
- Bs 10Documento62 páginasBs 10สรรเสริญ ดำเนินพงษ์100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- Tap MarkingDocumento1 páginaTap MarkingdekgaleAinda não há avaliações
- Pipe Fittings and Port AdaptersDocumento26 páginasPipe Fittings and Port AdaptersdekgaleAinda não há avaliações
- Nud BSPP BookDocumento28 páginasNud BSPP BookdekgaleAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Pipe Fittings & Port AdaptersDocumento26 páginasPipe Fittings & Port AdaptersdekgaleAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Mds 20Documento4 páginasMds 20dekgaleAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Documentation For Oscommerce v.2.3.3Documento137 páginasDocumentation For Oscommerce v.2.3.3Boletis TeoAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Pipe Thread NPT and BSPT Fittings CompatibilityDocumento5 páginasPipe Thread NPT and BSPT Fittings CompatibilityEduardoAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Call of The WildDocumento85 páginasCall of The WildjedimastertAinda não há avaliações
- The Role of CMMSDocumento7 páginasThe Role of CMMSASM_213Ainda não há avaliações
- Call of The WildDocumento85 páginasCall of The WildjedimastertAinda não há avaliações
- The Role of CMMSDocumento7 páginasThe Role of CMMSASM_213Ainda não há avaliações
- RCE Unpacking Ebook (Translated by LithiumLi) - UnprotectedDocumento2.342 páginasRCE Unpacking Ebook (Translated by LithiumLi) - Unprotecteddryten7507Ainda não há avaliações
- Waukesha Engine, Dresser, Inc. - Express Limited Warranty Covering Products Used in Continuous Duty ApplicationsDocumento6 páginasWaukesha Engine, Dresser, Inc. - Express Limited Warranty Covering Products Used in Continuous Duty ApplicationsLUISA FERNANDA TORRES MANOSALVAAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
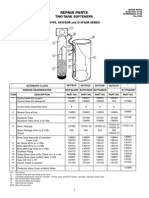
- Star S07FS32DR Water Softener Repair PartsDocumento1 páginaStar S07FS32DR Water Softener Repair PartsBillAinda não há avaliações
- Applying The Haar Wavelet Transform To Time Series InformationDocumento27 páginasApplying The Haar Wavelet Transform To Time Series InformationJohn LemonAinda não há avaliações
- Dont CryDocumento8 páginasDont CryIolanda Dolcet Ibars100% (1)
- LNMIIT Course Information Form: A. B. C. D. E. FDocumento2 páginasLNMIIT Course Information Form: A. B. C. D. E. FAayush JainAinda não há avaliações
- Saudi Arabia Power StationDocumento108 páginasSaudi Arabia Power StationEhab HarbAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Android Car Navigation User ManualDocumento74 páginasAndroid Car Navigation User ManualРисте ПановAinda não há avaliações
- DS450 Shop Manual (Prelim)Documento94 páginasDS450 Shop Manual (Prelim)GuruRacerAinda não há avaliações
- Fuels and Heat Power: A Guide to Fuels, Furnaces, and FiringDocumento101 páginasFuels and Heat Power: A Guide to Fuels, Furnaces, and FiringAlyssa Clarizze MalaluanAinda não há avaliações
- Intermot Hydraulic Motors IAM+ Series Technical CatalogueDocumento81 páginasIntermot Hydraulic Motors IAM+ Series Technical CatalogueeduardoraulAinda não há avaliações
- 38.11 Cum Total Qty of 4 Nos. Culvests 38.11x4 152.43 CumDocumento14 páginas38.11 Cum Total Qty of 4 Nos. Culvests 38.11x4 152.43 CumMandeep SinghAinda não há avaliações
- GestioIP 3.0 Installation GuideDocumento17 páginasGestioIP 3.0 Installation GuidepiterasAinda não há avaliações
- DSSSB 01 2017Documento9 páginasDSSSB 01 2017Praneeta KatdareAinda não há avaliações
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Documento5 páginasLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnAinda não há avaliações
- SE01 SE04 SE03 SE02 E14 E13: As BuiltDocumento1 páginaSE01 SE04 SE03 SE02 E14 E13: As BuiltgenricAinda não há avaliações
- August 2017Documento72 páginasAugust 2017Treatment Plant Operator MagazineAinda não há avaliações
- College Report of Optical Burst SwitchingDocumento21 páginasCollege Report of Optical Burst Switchingimcoolsha999Ainda não há avaliações
- RELAY SEEDER PROTECTION GUIDE (P40 Agile CompactDocumento23 páginasRELAY SEEDER PROTECTION GUIDE (P40 Agile CompactvinodlifeAinda não há avaliações
- Application for Assistant Engineer PostDocumento3 páginasApplication for Assistant Engineer PostKandasamy Pandian SAinda não há avaliações
- 3095MV Calibration Procedure W QuickCal Merian 4010Documento8 páginas3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaAinda não há avaliações
- Jotafloor SL UniversalDocumento6 páginasJotafloor SL UniversalrogandatambunanAinda não há avaliações
- Mid Exam Odd Semester Academic Year 2021/2022 Study Program Management Faculty of Business Universitas Multimedia NusantaraDocumento9 páginasMid Exam Odd Semester Academic Year 2021/2022 Study Program Management Faculty of Business Universitas Multimedia NusantaraaekimAinda não há avaliações
- Brake Pedals and ValveDocumento4 páginasBrake Pedals and Valveala17Ainda não há avaliações
- Product Data Sheet: Linear Switch - iSSW - 2 C/O - 20A - 250 V AC - 3 PositionsDocumento2 páginasProduct Data Sheet: Linear Switch - iSSW - 2 C/O - 20A - 250 V AC - 3 PositionsMR. TAinda não há avaliações
- Sample Lab ReportDocumento4 páginasSample Lab ReportHolley WrightAinda não há avaliações
- CSE Catalog - IndiaDocumento67 páginasCSE Catalog - IndiaDheeraj SivadasAinda não há avaliações
- Deutz 1013Documento3 páginasDeutz 1013Retno Pudji LestariAinda não há avaliações
- JupaCreations BWCGDocumento203 páginasJupaCreations BWCGsoudrack0% (1)
- Scope of Work Project Sahastradhara Road (GYAN CONSTRUCTIONS)Documento4 páginasScope of Work Project Sahastradhara Road (GYAN CONSTRUCTIONS)Hotel Central palaceAinda não há avaliações
- The Game: Penetrating the Secret Society of Pickup ArtistsNo EverandThe Game: Penetrating the Secret Society of Pickup ArtistsNota: 4 de 5 estrelas4/5 (131)
- Secrets of the Millionaire Mind: Mastering the Inner Game of WealthNo EverandSecrets of the Millionaire Mind: Mastering the Inner Game of WealthNota: 4.5 de 5 estrelas4.5/5 (197)
- Proof of Heaven: A Neurosurgeon's Journey into the AfterlifeNo EverandProof of Heaven: A Neurosurgeon's Journey into the AfterlifeNota: 3.5 de 5 estrelas3.5/5 (165)