Você também pode gostar
- Pastas, morteros, adhesivos y hormigones. IEXD0409No EverandPastas, morteros, adhesivos y hormigones. IEXD0409Ainda não há avaliações
- Densidad ControladaDocumento12 páginasDensidad ControladaJose Miguel Piña RodriguezAinda não há avaliações
- Ensayo de AdherenciaDocumento5 páginasEnsayo de AdherenciaRilmar Mamani llanosAinda não há avaliações
- Perfil de Proyecto UbiDocumento16 páginasPerfil de Proyecto Ubihector salcedoAinda não há avaliações
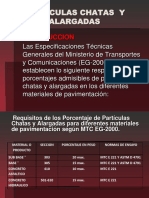
- Particulas ChatasDocumento11 páginasParticulas ChatasWalter Eduardo Valderrama LozanoAinda não há avaliações
- Presentacion de Ensayo de Desgaste 2Documento21 páginasPresentacion de Ensayo de Desgaste 2Jeffry LeOo MEndozaAinda não há avaliações
- Informe Ensayos de Mec Rocas 01Documento4 páginasInforme Ensayos de Mec Rocas 01lalibertad935Ainda não há avaliações
- U245809 PDFDocumento84 páginasU245809 PDFManuel Adrian Tobios VerbelAinda não há avaliações
- Adherencia Unidad Con MorteroDocumento4 páginasAdherencia Unidad Con MorteroAriana Rentacar MendozaAinda não há avaliações
- Norma NTG 41002 Astm c305-12 PDFDocumento11 páginasNorma NTG 41002 Astm c305-12 PDFKenneth Figueroa100% (1)
- Peso Volumetrico de Arenas y GravasDocumento3 páginasPeso Volumetrico de Arenas y GravasGustavo100% (1)
- Tratamientos Asfalticos Superficiales - ScribDocumento6 páginasTratamientos Asfalticos Superficiales - Scribxxpaulaxx321Ainda não há avaliações
- Bituper - Emulsiones Asfalticas, Morteros y MicropavimentosDocumento62 páginasBituper - Emulsiones Asfalticas, Morteros y Micropavimentosbarcholo100% (1)
- Desgaste de AdoquinDocumento7 páginasDesgaste de AdoquinElJooseAinda não há avaliações
- 10.2 Estudio TopograficoDocumento10 páginas10.2 Estudio TopograficoAngela SangamaAinda não há avaliações
- Tiempo de FraguadoDocumento18 páginasTiempo de FraguadoDaniel Fernando Rojas RojasAinda não há avaliações
- Evaluación Del Método de Hilf para El Control de Compactación de Mezclas Con Suelos Volcánicos Del Aeropuerto Del CaféDocumento128 páginasEvaluación Del Método de Hilf para El Control de Compactación de Mezclas Con Suelos Volcánicos Del Aeropuerto Del CaféMauricio SanchezAinda não há avaliações
- Factores Determinantes en El Fenómeno de LicuaciónDocumento3 páginasFactores Determinantes en El Fenómeno de LicuaciónJerson Paucar GuerraAinda não há avaliações
- Trabajo Final de Tratamientos SuperficialesDocumento38 páginasTrabajo Final de Tratamientos SuperficialesJuliana Noriega100% (1)
- Dseño de MorterosDocumento37 páginasDseño de MorterosTatiana Alvarez ParedesAinda não há avaliações
- DISENO DE MEZCLAS F - C 175 - FCR 210Documento5 páginasDISENO DE MEZCLAS F - C 175 - FCR 210DanielEspinoAinda não há avaliações
- Ceniza SDocumento8 páginasCeniza SCriZthian AmesAinda não há avaliações
- 01 Peso Específico PDFDocumento2 páginas01 Peso Específico PDFarquitecturacuatro50% (2)
- Tipo F SuperplastificanteDocumento3 páginasTipo F SuperplastificanteJose Domenico Guinea EspinozaAinda não há avaliações
- Ensayo ProctorDocumento8 páginasEnsayo ProctorMIGUEL CARLOS ROA TORRESAinda não há avaliações
- Lab Humedad Natural No 1Documento2 páginasLab Humedad Natural No 1Arthur Avila Pineda100% (1)
- Rendimiento Volumetrico Del ConcretoDocumento4 páginasRendimiento Volumetrico Del ConcretoJesus GarciaAinda não há avaliações
- Asfalto EspumadoDocumento21 páginasAsfalto EspumadoMelyssa Carazas BarriosAinda não há avaliações
- AdobeDocumento10 páginasAdobeRamos ManuelAinda não há avaliações
- Ensayo de Pilas y Muretes de Albañileria)Documento5 páginasEnsayo de Pilas y Muretes de Albañileria)Rem Ramos LibandroAinda não há avaliações
- Determinación Del Peso Volumétricos Seco Compactado de La Arena GruesaDocumento15 páginasDeterminación Del Peso Volumétricos Seco Compactado de La Arena GruesaMaite Aguirre VillanuevaAinda não há avaliações
- Ensayo Granulometria Ensayo Flexion Compresion AdboeDocumento6 páginasEnsayo Granulometria Ensayo Flexion Compresion AdboeGaLo LopezAinda não há avaliações
- Aditivos para El ConcretoDocumento10 páginasAditivos para El ConcretoLuilly Sajami CorreaAinda não há avaliações
- Teoria Diseño de MezclaDocumento14 páginasTeoria Diseño de MezclaJoshua MatusAinda não há avaliações
- Asfalto Espumado 1Documento17 páginasAsfalto Espumado 1Albert AlfonzoAinda não há avaliações
- Manual Aprobacion de Planos 2021Documento348 páginasManual Aprobacion de Planos 2021oscort027Ainda não há avaliações
- Base Granular 1era ParteDocumento35 páginasBase Granular 1era ParteLuisAinda não há avaliações
- Densidad Rice 10ADocumento6 páginasDensidad Rice 10AVictor OlmedoAinda não há avaliações
- Equipos de Ensayo para La Industria de La ConstruccionDocumento21 páginasEquipos de Ensayo para La Industria de La ConstruccionAlberto Delgado100% (1)
- Analisis Granulometrico de Agregado GruesoDocumento10 páginasAnalisis Granulometrico de Agregado Gruesobresler_lin100% (1)
- Ensayos A Cemento Asfáltico PDFDocumento9 páginasEnsayos A Cemento Asfáltico PDFDidier Mansilla RodriguezAinda não há avaliações
- GRANULOMETRIADocumento27 páginasGRANULOMETRIAjose gonzalesAinda não há avaliações
- Tratamiento SuperficialDocumento66 páginasTratamiento SuperficialAlejandra Solis BeroizaAinda não há avaliações
- Pavimentos Metodo de Diseño California HveemDocumento18 páginasPavimentos Metodo de Diseño California HveemJean Carlos Villa MorlaAinda não há avaliações
- Índice de Alargamiento y AplanamientoDocumento2 páginasÍndice de Alargamiento y AplanamientoJover Alean FlorezAinda não há avaliações
- Pavimentos de ConcretoDocumento16 páginasPavimentos de ConcretoNelson Yair NymsAinda não há avaliações
- Norma Coguanor NTG 41047 Astm c1017!07!2Documento23 páginasNorma Coguanor NTG 41047 Astm c1017!07!2Roger Marcelo Linares GonzalesAinda não há avaliações
- Informe Diseño de MezclasDocumento18 páginasInforme Diseño de MezclasLeaa Alva AstAinda não há avaliações
- Densidad, Densidad Relativa (Gravedad Específica) y Absorción Del Agregado Grueso (Norma AASHTO T 85 ASTM C127) y Agregado FinoDocumento18 páginasDensidad, Densidad Relativa (Gravedad Específica) y Absorción Del Agregado Grueso (Norma AASHTO T 85 ASTM C127) y Agregado FinoMichael PonceAinda não há avaliações
- Laboratorio 2 de Tecn.hº Peso Unitario Del CementoDocumento7 páginasLaboratorio 2 de Tecn.hº Peso Unitario Del CementoWilber Flores RiveraAinda não há avaliações
- Tratamiento SuperficialDocumento1 páginaTratamiento SuperficialAngelMauroCruzPariAinda não há avaliações
- Fabricación de Lodo CretoDocumento6 páginasFabricación de Lodo CretoAnonymous ZcEzzIAinda não há avaliações
- Euco WRDocumento2 páginasEuco WRLuis RaymundoAinda não há avaliações
- Peso Unitario de Los Agragados FinalDocumento7 páginasPeso Unitario de Los Agragados FinalJose Luis CarrilloAinda não há avaliações
- Subrasantes CiprianoDocumento24 páginasSubrasantes CiprianoEdison Guerrero0% (1)
- Determinación Colorimétrica de La Presencia de Impurezas Orgánicas en Las ArenasDocumento22 páginasDeterminación Colorimétrica de La Presencia de Impurezas Orgánicas en Las ArenasErick Varela JerezAinda não há avaliações
- Ntc5147 Resistencia A La Abrasión de Materiales para PisosDocumento13 páginasNtc5147 Resistencia A La Abrasión de Materiales para Pisosgriever9900% (1)
- Norma NTG 41003 h13 Astm c1437-07 PDFDocumento9 páginasNorma NTG 41003 h13 Astm c1437-07 PDFJosé RocheAinda não há avaliações
- Norma NTG 41014 H2astm c204-11Documento23 páginasNorma NTG 41014 H2astm c204-11frank lampardAinda não há avaliações
- Norma NTG 41055h1 - Ensayo Resistencia Compresion de BloquesDocumento10 páginasNorma NTG 41055h1 - Ensayo Resistencia Compresion de BloquesSaariTa'h QOziita'Ainda não há avaliações
- WackerDocumento42 páginasWacker3962942550% (2)
- Frases de Seguridad y RiesgoDocumento9 páginasFrases de Seguridad y RiesgosalabartAinda não há avaliações
- Msds Boquilla Concolor LatexDocumento2 páginasMsds Boquilla Concolor Latex39629425Ainda não há avaliações
- Wacker VinnapasDocumento24 páginasWacker Vinnapas39629425Ainda não há avaliações
- Primera Parte de La TesisDocumento7 páginasPrimera Parte de La TesisMilton Antonio Cruz DávilaAinda não há avaliações
- Guía de Aprendizaje 1 - Simulación de RedesDocumento7 páginasGuía de Aprendizaje 1 - Simulación de RedesElsy Bivis Muñoz MolanoAinda não há avaliações
- Taller SistNum - FraccDocumento2 páginasTaller SistNum - FraccCarlos MantillaAinda não há avaliações
- VIDECI - Alternativas de Gestión de Agua para Afrontar La SequíaDocumento146 páginasVIDECI - Alternativas de Gestión de Agua para Afrontar La Sequíamarisabel cespedesAinda não há avaliações
- Modelo de Gestion MiaffDocumento39 páginasModelo de Gestion Miaffjose saavedraAinda não há avaliações
- Anexo-Fase 2 - Grupo403026 - 14Documento20 páginasAnexo-Fase 2 - Grupo403026 - 14Sonia Alejandra Martinez Viveros100% (1)
- Orientacion Encuentro RoboticaDocumento14 páginasOrientacion Encuentro RoboticaverioskaAinda não há avaliações
- Codigo TributarioDocumento6 páginasCodigo TributarioCarol ChauraAinda não há avaliações
- Experiencia 5to de Primaria-Agosto.Documento23 páginasExperiencia 5to de Primaria-Agosto.suely FernandezAinda não há avaliações
- Precontrato M2P Sin OIF EsDocumento3 páginasPrecontrato M2P Sin OIF Es2ym2x6ms7jAinda não há avaliações
- Curso Basico Sellos Mecanicos APSADocumento89 páginasCurso Basico Sellos Mecanicos APSAPablo Edelman100% (1)
- Fundamentos de La Administración FinancieraDocumento23 páginasFundamentos de La Administración FinancieraHugo DanAinda não há avaliações
- Sistema Tecnico de UnidadesDocumento5 páginasSistema Tecnico de UnidadesLuis Fernando BelloAinda não há avaliações
- Clase 4.4 - Función LinealDocumento30 páginasClase 4.4 - Función LinealCourse hero1Ainda não há avaliações
- Ley Del Sentido ComúnDocumento3 páginasLey Del Sentido ComúnMilagros Becerra RamirezAinda não há avaliações
- MentiraDocumento22 páginasMentiraBonich22 Bonich22Ainda não há avaliações
- Práctica IDocumento5 páginasPráctica Itomas dali villena andradeAinda não há avaliações
- Triptico de La AnemiaDocumento2 páginasTriptico de La AnemiaEckereltigre OrbegosoAinda não há avaliações
- Grado 10 Sociales Segunda Guerra MundialDocumento3 páginasGrado 10 Sociales Segunda Guerra Mundialblanca isabel tapieroAinda não há avaliações
- PAOTDocumento51 páginasPAOTLethii GutierrezAinda não há avaliações
- Aprendizaje Basado en Competencias Una Propuesta para La Evaluacion de Las Competencias GenericasDocumento30 páginasAprendizaje Basado en Competencias Una Propuesta para La Evaluacion de Las Competencias GenericasAdriana Torres Romero100% (1)
- Hijos de PoseidónDocumento19 páginasHijos de PoseidónCrhistian Vera Zavala100% (1)
- Glosario UnescoDocumento12 páginasGlosario UnescoRicardo DoldanAinda não há avaliações
- Mapas Conceptuales Sobre Comando para La Administración Del Sistema Operativo Linux CentosDocumento10 páginasMapas Conceptuales Sobre Comando para La Administración Del Sistema Operativo Linux CentosDavid Enrique Tapia VerbelAinda não há avaliações
- Manual de Organizacion Contraloria 2017-2021 DefinitivoDocumento28 páginasManual de Organizacion Contraloria 2017-2021 DefinitivoAmauri Salazar HernandezAinda não há avaliações
- Caso Erin Brockovich Una Mujer AudazDocumento3 páginasCaso Erin Brockovich Una Mujer AudazLuciano Gallardo SócolaAinda não há avaliações
- Fact Chevy PlanDocumento2 páginasFact Chevy PlanMIGUEL ANGELAinda não há avaliações
- Clasificacion Del SueDocumento7 páginasClasificacion Del SueJhoel CRAinda não há avaliações
- Evaluaciones Investigación de MercadosDocumento25 páginasEvaluaciones Investigación de MercadosA1100% (9)
- Examen Nancy Comportamiento OrganizacionbalDocumento8 páginasExamen Nancy Comportamiento OrganizacionbalNANCY GONZALEZ0% (1)