Você também pode gostar
- Square Concrete Pedestal Design Calculation SampleDocumento3 páginasSquare Concrete Pedestal Design Calculation SampleTariqul Islam100% (2)
- Investigation Into Courses of Pavement FailureDocumento59 páginasInvestigation Into Courses of Pavement FailureAhmed BinAinda não há avaliações
- Geosynthetics GuideDocumento50 páginasGeosynthetics GuideTraineeAinda não há avaliações
- Comparison of Maximum Dry Density, Optimum Moisture Content and Strength of Granular Soils Using Different Methods of CompactionDocumento5 páginasComparison of Maximum Dry Density, Optimum Moisture Content and Strength of Granular Soils Using Different Methods of CompactionIAEME PublicationAinda não há avaliações
- 2.4 - Geobrugg FLEX HeadDocumento2 páginas2.4 - Geobrugg FLEX HeadArmand J Romero100% (1)
- Clay BlanketDocumento2 páginasClay BlanketAhmed Tarek100% (1)
- Methodology For Soil Geotechnical InvestigationDocumento4 páginasMethodology For Soil Geotechnical InvestigationShyama Prasad SamantaAinda não há avaliações
- Making ways for better days with soil stabilizationDocumento36 páginasMaking ways for better days with soil stabilizationJean MbuAinda não há avaliações
- Base Course Aggregates StandardsDocumento5 páginasBase Course Aggregates Standardsprobook450_ehsanAinda não há avaliações
- On Expansive SoilsDocumento18 páginasOn Expansive SoilsSrijaJuluru100% (1)
- UMDIP Irrigation Project OverviewDocumento39 páginasUMDIP Irrigation Project OverviewKubaAinda não há avaliações
- Construction Dewatering Design Report SummaryDocumento132 páginasConstruction Dewatering Design Report Summary_seeAinda não há avaliações
- Dam Construction: Aggregate Production - The Acceptability of Natural Aggregates Is Judged Upon The PhysicalDocumento4 páginasDam Construction: Aggregate Production - The Acceptability of Natural Aggregates Is Judged Upon The PhysicalAbdi KaamilAinda não há avaliações
- Structural Engineering NotesDocumento5 páginasStructural Engineering NotesRishabh LalaAinda não há avaliações
- Research ProposalDocumento10 páginasResearch ProposalshrikantharleAinda não há avaliações
- Chapter 1 and 2Documento27 páginasChapter 1 and 2Carlo Magistrado PadillaAinda não há avaliações
- Soil Stabilisation Using Flyash: Civil EngineeringDocumento28 páginasSoil Stabilisation Using Flyash: Civil EngineeringNeeraj GuptaAinda não há avaliações
- Marshall Method Asphalt Mix Design GuideDocumento16 páginasMarshall Method Asphalt Mix Design GuidefitrianiAinda não há avaliações
- Method Statement Horizontal DrainDocumento1 páginaMethod Statement Horizontal DrainAlsonChin100% (1)
- Highway ReportDocumento257 páginasHighway ReportMarlon Rampersad100% (1)
- Chapter04 - Boring Log PreparationDocumento18 páginasChapter04 - Boring Log PreparationTomas Santiago Hanccoccallo PauccaraAinda não há avaliações
- Hydraulic roller compacted concrete (RCC) construction specificationDocumento40 páginasHydraulic roller compacted concrete (RCC) construction specificationSweel Skylling100% (1)
- Design of Flexible Pavement Using British Road NoteDocumento17 páginasDesign of Flexible Pavement Using British Road NoteObinna ObiefuleAinda não há avaliações
- 03 Subgrade PDFDocumento9 páginas03 Subgrade PDFTsegawbeztoAinda não há avaliações
- Soilcrete stabilization mixes soil with cementDocumento2 páginasSoilcrete stabilization mixes soil with cementscelo buthelezi100% (1)
- Technical Design Manual: Rainscapes Permeable PavementDocumento29 páginasTechnical Design Manual: Rainscapes Permeable PavementGeorge ClooneyAinda não há avaliações
- Cofferdams: Civil Engineering Practice (CE-203)Documento31 páginasCofferdams: Civil Engineering Practice (CE-203)Ali100% (1)
- Chapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Documento30 páginasChapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Frederick AgliamAinda não há avaliações
- Road Survey and Quantity CalculationDocumento25 páginasRoad Survey and Quantity CalculationHarish joshiAinda não há avaliações
- Stabilization of Cinder Gravel With Clay and CementDocumento73 páginasStabilization of Cinder Gravel With Clay and Cementufomib5155100% (4)
- Fiker AlebachewDocumento118 páginasFiker AlebachewTeka TesfayeAinda não há avaliações
- Behavior of Unsaturated Soils For Road Pavement Structure Under Cyclic LoadingDocumento272 páginasBehavior of Unsaturated Soils For Road Pavement Structure Under Cyclic LoadingDiana CapisondaAinda não há avaliações
- Geotechnical Checklist-Geocon - Runwal PinncleDocumento5 páginasGeotechnical Checklist-Geocon - Runwal PinncleKOMAL JOSHIAinda não há avaliações
- 5 - Superelevation & Transition CurvesDocumento20 páginas5 - Superelevation & Transition Curvesmochan31100% (3)
- Standard Penetration Test PaperDocumento10 páginasStandard Penetration Test PaperXe GodAinda não há avaliações
- Rubble ConcreteDocumento537 páginasRubble ConcreteRoshan Nanjundaiah100% (3)
- 1 IntroductionDocumento4 páginas1 Introductionmgi100% (1)
- Transpotation - Emulsions For Highway ConstructionDocumento20 páginasTranspotation - Emulsions For Highway ConstructionAtish KumarAinda não há avaliações
- Standard Specifications For Road Works SERIES 4000-Bituminous Layers and SealsDocumento51 páginasStandard Specifications For Road Works SERIES 4000-Bituminous Layers and SealsKisali SarakikyaAinda não há avaliações
- Detailed Estimate of CC RoadDocumento5 páginasDetailed Estimate of CC RoadGeo Mapl InfraAinda não há avaliações
- Final ProposalDocumento23 páginasFinal Proposalpriyanshu pathakAinda não há avaliações
- Highway Drainage 0734Documento209 páginasHighway Drainage 0734Rajesh Khadka100% (1)
- Road Construction Techniques GuideDocumento21 páginasRoad Construction Techniques GuideAlvinCrisDonacaoDemesaAinda não há avaliações
- ROAD-MAINTENANC1 Docx1219021568Documento11 páginasROAD-MAINTENANC1 Docx1219021568Dezzalyn D. GabrielAinda não há avaliações
- Soil Strength and Failure CriteriaDocumento152 páginasSoil Strength and Failure CriteriaSolomon MehariAinda não há avaliações
- ENGINEERING DESIGN GUIDELINES FOR PAVEMENT DESIGNDocumento13 páginasENGINEERING DESIGN GUIDELINES FOR PAVEMENT DESIGNShida ShidotAinda não há avaliações
- D4254 - Maximum Index Density and Unit Weight of Soils and Calculation of Relative DensityDocumento8 páginasD4254 - Maximum Index Density and Unit Weight of Soils and Calculation of Relative DensityJhon Hilario AquinoAinda não há avaliações
- Diaphragm Wall CASE StudyDocumento10 páginasDiaphragm Wall CASE Studyabdulajeej salluAinda não há avaliações
- Rigid Pavement MethodologyDocumento3 páginasRigid Pavement MethodologyVibekananda MohantyAinda não há avaliações
- Unit - IV Consolidation of SoilDocumento64 páginasUnit - IV Consolidation of Soilgopierode4100% (1)
- Lec 5 - Road Bed ConstructionDocumento28 páginasLec 5 - Road Bed ConstructionRuel B. Ramos Jr.100% (1)
- SA-W-DW-SP-001A - Grouting Comm ZINWA - FINALDocumento27 páginasSA-W-DW-SP-001A - Grouting Comm ZINWA - FINALDannyAinda não há avaliações
- ChaptersDocumento79 páginasChaptersMay JangkumAinda não há avaliações
- Use of Recycled Materials in Road ConstructionDocumento8 páginasUse of Recycled Materials in Road ConstructionLaoye Abdulrahman AdewaleAinda não há avaliações
- Slope Stability 1Documento89 páginasSlope Stability 1GilbertDeVillaManaloAinda não há avaliações
- Fly Ash Rigid PavementDocumento4 páginasFly Ash Rigid PavementRaghav100% (1)
- Flexible PavementsDocumento13 páginasFlexible PavementsAhmad NajiAinda não há avaliações
- Celebrating Literacy in the Rwenzori Region: Lest We Forget: a Biographical Narrative of Uganda’S Youngest Member of Parliament, 1980-1985No EverandCelebrating Literacy in the Rwenzori Region: Lest We Forget: a Biographical Narrative of Uganda’S Youngest Member of Parliament, 1980-1985Ainda não há avaliações
- Ecohydrology: Vegetation Function, Water and Resource ManagementNo EverandEcohydrology: Vegetation Function, Water and Resource ManagementAinda não há avaliações
- Unbound Aggregates in RoadsNo EverandUnbound Aggregates in RoadsR.H. JonesAinda não há avaliações
- Ground Freezing 1980: Selected Papers from the Second International Symposium on Ground Freezing, Trondheim, Norway, 24-26 June 1980No EverandGround Freezing 1980: Selected Papers from the Second International Symposium on Ground Freezing, Trondheim, Norway, 24-26 June 1980Ainda não há avaliações
- Footing PDFDocumento21 páginasFooting PDFCyrus HongAinda não há avaliações
- Lecture 3 Axially Loaded MembersDocumento59 páginasLecture 3 Axially Loaded MembersCyrus HongAinda não há avaliações
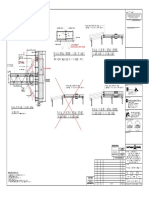
- 450x950x25mm THICK PLATE: Building and Construction AuthorityDocumento1 página450x950x25mm THICK PLATE: Building and Construction AuthorityCyrus HongAinda não há avaliações
- Footing PDFDocumento21 páginasFooting PDFCyrus HongAinda não há avaliações
- Lecture 1 Introduction - 2072Documento48 páginasLecture 1 Introduction - 2072Chan Keng ChunAinda não há avaliações
- GgwagwagagntDocumento1 páginaGgwagwagagntCyrus HongAinda não há avaliações
- Column PDFDocumento32 páginasColumn PDFCyrus HongAinda não há avaliações
- Footing PDFDocumento21 páginasFooting PDFCyrus HongAinda não há avaliações
- Column PDFDocumento32 páginasColumn PDFCyrus HongAinda não há avaliações
- My TimetableDocumento1 páginaMy TimetableCyrus HongAinda não há avaliações
- Design of Rock Bolt and Shotcrete Support of TunnelDocumento10 páginasDesign of Rock Bolt and Shotcrete Support of TunnelScott DownsAinda não há avaliações
- Quiz 1answersDocumento3 páginasQuiz 1answersCyrus HongAinda não há avaliações
- 1000 WL2700Documento4 páginas1000 WL2700Cyrus HongAinda não há avaliações
- ABCDocumento1 páginaABCCyrus HongAinda não há avaliações
- My TimetableDocumento1 páginaMy TimetableCyrus HongAinda não há avaliações
- Cadbury ReportDocumento90 páginasCadbury ReportSunit SarodeAinda não há avaliações
- Lecture 8Documento18 páginasLecture 8Cyrus HongAinda não há avaliações
- Estimation of Pile Cap DimensionDocumento1 páginaEstimation of Pile Cap DimensionCyrus HongAinda não há avaliações
- VBB 2072 DesignDocumento6 páginasVBB 2072 DesignCyrus HongAinda não há avaliações
- Lecture 2 Intro Continued - 2072Documento46 páginasLecture 2 Intro Continued - 2072Chan Keng ChunAinda não há avaliações
- Quiz 1answersDocumento3 páginasQuiz 1answersCyrus HongAinda não há avaliações
- Lecture 8Documento18 páginasLecture 8Cyrus HongAinda não há avaliações
- VBB 2072 DesignDocumento6 páginasVBB 2072 DesignCyrus HongAinda não há avaliações
- Tutorial 5 SlidesDocumento22 páginasTutorial 5 SlidesCyrus HongAinda não há avaliações
- Introduction Lecture 1 ScheduleDocumento1 páginaIntroduction Lecture 1 ScheduleCyrus HongAinda não há avaliações
- Shear Stresses in Concrete BeamsDocumento9 páginasShear Stresses in Concrete BeamsPalak AriwalaAinda não há avaliações
- Tata Steel - Blue Book - Advance - Section - Properties - For - Students PDFDocumento20 páginasTata Steel - Blue Book - Advance - Section - Properties - For - Students PDFshugd31085100% (1)
- Cms 350125Documento9 páginasCms 350125Cyrus HongAinda não há avaliações
- Critical State Soil MechanicsDocumento228 páginasCritical State Soil Mechanicscezhua100% (9)
- VCB 4223 Ocean and Coastal Engineering Group AssignmentDocumento13 páginasVCB 4223 Ocean and Coastal Engineering Group AssignmentCyrus HongAinda não há avaliações
- 5 Kaowool Ceramic Paper 1260Documento2 páginas5 Kaowool Ceramic Paper 1260Sharun JacobAinda não há avaliações
- Lecture - 37: Case Studies On Retrofitting and RehabilitationDocumento38 páginasLecture - 37: Case Studies On Retrofitting and Rehabilitationu10ce073Ainda não há avaliações
- Waste Segregation Benefits Environment YouthDocumento15 páginasWaste Segregation Benefits Environment YouthLenin Joel Golveo100% (1)
- Cte McqsDocumento18 páginasCte McqsSanjay ShewaleAinda não há avaliações
- Behaviour of Reinforced Concrete Exterior Beam Column Joint: A General ReviewDocumento5 páginasBehaviour of Reinforced Concrete Exterior Beam Column Joint: A General ReviewRafie Itharani UlkhaqAinda não há avaliações
- Lecture - 09 - ScaffoldingsDocumento13 páginasLecture - 09 - ScaffoldingsDawit ShankoAinda não há avaliações
- 20-10!09!3 - Returnable Price Schedule 4 - Priced BoQ - Construction Latrine in Ten SchoolsDocumento21 páginas20-10!09!3 - Returnable Price Schedule 4 - Priced BoQ - Construction Latrine in Ten Schoolselsabet gezahegnAinda não há avaliações
- ECN Minor/Major Change Classification For Product/Process ChangeDocumento1 páginaECN Minor/Major Change Classification For Product/Process ChangeBalaji SAinda não há avaliações
- By Mahary Aregay Id No 0546/06: at Jigjiga University Dormitory BuildingDocumento20 páginasBy Mahary Aregay Id No 0546/06: at Jigjiga University Dormitory BuildingAkli Ale ManAinda não há avaliações
- Dpc47f-Aa00-G0000-As001 001 03 eDocumento9 páginasDpc47f-Aa00-G0000-As001 001 03 eSUSOVAN BISWASAinda não há avaliações
- Step Slab DesignDocumento6 páginasStep Slab DesignAnkush JainAinda não há avaliações
- Echo Prestress Durban (Pty) LTD: A Name Truly Cast in ConcreteDocumento8 páginasEcho Prestress Durban (Pty) LTD: A Name Truly Cast in ConcreteTino MatsvayiAinda não há avaliações
- Last Planner SystemDocumento9 páginasLast Planner SystemFladimir Bautista GarcíaAinda não há avaliações
- Climateofindia-House Design Analysis PDFDocumento10 páginasClimateofindia-House Design Analysis PDFProf. Vandana Tiwari SrivastavaAinda não há avaliações
- PVC vs. Polypropylene (PP) Sewer Pipe: Proven Performance Makes PVC The Right ChoiceDocumento2 páginasPVC vs. Polypropylene (PP) Sewer Pipe: Proven Performance Makes PVC The Right ChoiceRaul ArmendarizAinda não há avaliações
- IndexDocumento35 páginasIndexBe HappyAinda não há avaliações
- RCD Chaptetr 5Documento9 páginasRCD Chaptetr 5jereck loquisoAinda não há avaliações
- TWJO-ITP-RDW-0013-CHK-003 Revb Pre-Cast RC-Pipe ChecklistDocumento2 páginasTWJO-ITP-RDW-0013-CHK-003 Revb Pre-Cast RC-Pipe ChecklistBangkit SamosirAinda não há avaliações
- Fictiv CNC Design Guide 1Documento23 páginasFictiv CNC Design Guide 1Alexis A. Illarramendi G.Ainda não há avaliações
- Pengaruh Putaran Spindel, Gerak Makan Dan Kedalaman Potong Terhadap Getaran Spindle Head Hasil Proses DrillingDocumento8 páginasPengaruh Putaran Spindel, Gerak Makan Dan Kedalaman Potong Terhadap Getaran Spindle Head Hasil Proses Drillingsri wahyuniAinda não há avaliações
- Lightning Protection System Installation Works Inspection ChecklistDocumento1 páginaLightning Protection System Installation Works Inspection ChecklistReda HamedAinda não há avaliações
- Armando Javier Marquez ResumeDocumento1 páginaArmando Javier Marquez Resumeapi-432634814Ainda não há avaliações
- C01 Gypsum Board: Reflected Ceiling PlanDocumento1 páginaC01 Gypsum Board: Reflected Ceiling PlanCamille ArielAinda não há avaliações
- Spesifikasi Teknis 2692016Documento5 páginasSpesifikasi Teknis 2692016Rhiky Irvanjas JanultullohAinda não há avaliações
- Exercise 12 - Symbols & Dimensions (Dimension Rebar) : Graitec Advanced TutorialsDocumento6 páginasExercise 12 - Symbols & Dimensions (Dimension Rebar) : Graitec Advanced Tutorials51018Ainda não há avaliações
- Masterformat X Uniformat X OmniclassDocumento8 páginasMasterformat X Uniformat X Omniclass500207Ainda não há avaliações
- LHS-DI-MAR-MEP-042 - Duct and Pipe Support - Diamond - R0 PDFDocumento2 páginasLHS-DI-MAR-MEP-042 - Duct and Pipe Support - Diamond - R0 PDFMelvin Angelo LopenarioAinda não há avaliações
- General construction notesDocumento1 páginaGeneral construction notesMac KYAinda não há avaliações