Você também pode gostar
- Music Distribution: Technology and The Value of Art in SocietyDocumento38 páginasMusic Distribution: Technology and The Value of Art in SocietySungwon Peter ChoeAinda não há avaliações
- Earth Care ManualDocumento4 páginasEarth Care ManualOneof ThemanyAinda não há avaliações
- Sorghum Root and Stalk RotsDocumento288 páginasSorghum Root and Stalk RotsFindi DiansariAinda não há avaliações
- The Solar Funnel CookerDocumento12 páginasThe Solar Funnel Cookerglvl88100% (1)
- Disease of SorghumDocumento29 páginasDisease of SorghumVikas BhardwajAinda não há avaliações
- Food - Solar Cooking 2Documento7 páginasFood - Solar Cooking 2Jeremy WilliamsAinda não há avaliações
- BioCleaner PresentationDocumento54 páginasBioCleaner PresentationSetyorini SafitriAinda não há avaliações
- Isea - Wastewater Treatment Plant For Residental Communities and Industrial FacilitiesDocumento19 páginasIsea - Wastewater Treatment Plant For Residental Communities and Industrial FacilitiesAG-Metal /Tretman Otpadnih Voda/Wastewater Treatment100% (3)
- 4th Summative Test in Science 5Documento3 páginas4th Summative Test in Science 5MULTI TUTORIALS0% (1)
- Wwsgactsludgeintro - Chapter 2 - Operation and MaintenanceDocumento33 páginasWwsgactsludgeintro - Chapter 2 - Operation and MaintenanceAgus Witono100% (1)
- STP Design (With MBBR)Documento9 páginasSTP Design (With MBBR)Sagar Patel.100% (1)
- Bio Mimi CriDocumento8 páginasBio Mimi CriYogendra PatilAinda não há avaliações
- Ethanol Production From Sorghum PDFDocumento2 páginasEthanol Production From Sorghum PDFErinAinda não há avaliações
- Soil Survey Lab Methods Manual 2004 USDADocumento735 páginasSoil Survey Lab Methods Manual 2004 USDAfrtklau100% (7)
- Activated Sludge Microbiology SemanDocumento89 páginasActivated Sludge Microbiology SemanNavid CmaterialAinda não há avaliações
- MBR - Industrial WW AE 02Documento12 páginasMBR - Industrial WW AE 02transilvanpopAinda não há avaliações
- Adinkra ClothsDocumento7 páginasAdinkra Clothsapi-525047546Ainda não há avaliações
- IPM Case Studies: Sorghum: Gerald J. Michels, Jr. and John D. BurdDocumento11 páginasIPM Case Studies: Sorghum: Gerald J. Michels, Jr. and John D. BurdDanielle Fletcher100% (1)
- "Hidden Practices": Frederick Douglass On Segregation and Black Achievement, 1887Documento3 páginas"Hidden Practices": Frederick Douglass On Segregation and Black Achievement, 1887Stephanie DysonAinda não há avaliações
- Sorghum (Sorghum Bicolor (L.)Documento6 páginasSorghum (Sorghum Bicolor (L.)Andrae GenusAinda não há avaliações
- Shane Project - Pizza Box Solar OvenDocumento11 páginasShane Project - Pizza Box Solar OvenNicole San DiegoAinda não há avaliações
- Ethanol Production From Sweet Sorghum Syrup For Utilization As Automotive Fuel in IndiaDocumento6 páginasEthanol Production From Sweet Sorghum Syrup For Utilization As Automotive Fuel in Indiaapsinghenv100% (10)
- Sorghum BeerDocumento8 páginasSorghum Beerpana0048Ainda não há avaliações
- Frederick Douglass Autobiography ReflectionDocumento5 páginasFrederick Douglass Autobiography ReflectionLee Reighard100% (1)
- Frederick Douglass Plot DiagramDocumento1 páginaFrederick Douglass Plot Diagramapi-348813150Ainda não há avaliações
- Andrinka SymbolsDocumento7 páginasAndrinka Symbolsapi-490690736Ainda não há avaliações
- Music Use of Copyright PDFDocumento14 páginasMusic Use of Copyright PDFfatoAinda não há avaliações
- Britishexpeditio00hozirich BWDocumento348 páginasBritishexpeditio00hozirich BWsemabayAinda não há avaliações
- Sorghum For Feed and Fodder ProductionDocumento10 páginasSorghum For Feed and Fodder ProductionMaarouf MohammedAinda não há avaliações
- Egyptian Religion. Columbia Electronic EncyclopediaDocumento4 páginasEgyptian Religion. Columbia Electronic EncyclopediaBair PuigAinda não há avaliações
- 02 64Documento441 páginas02 64institut_ierst1880Ainda não há avaliações
- IRRIGATION NOTES (Cross-Drainage-Work)Documento8 páginasIRRIGATION NOTES (Cross-Drainage-Work)Sasmita SahooAinda não há avaliações
- What Do Orchids EatDocumento6 páginasWhat Do Orchids EatAna Irina CrînganuAinda não há avaliações
- Biological Reactor PDFDocumento10 páginasBiological Reactor PDFJane de RousAinda não há avaliações
- Fixed Film BioreactorsDocumento8 páginasFixed Film BioreactorsifalerinAinda não há avaliações
- Composting TechnologiesDocumento15 páginasComposting TechnologiesAnu ThomasAinda não há avaliações
- Comparison of Vermicomposting and CompostingDocumento3 páginasComparison of Vermicomposting and CompostingMorfeo y sus médicos del sueñoAinda não há avaliações
- Sanitation For The BiogasDocumento4 páginasSanitation For The BiogasChimmi DorjiAinda não há avaliações
- 43 4 Biological ProcessesDocumento12 páginas43 4 Biological ProcessesrobbyrokenAinda não há avaliações
- Bioreactor Wastewater TreatmentDocumento17 páginasBioreactor Wastewater TreatmentSadhana loharAinda não há avaliações
- An Li - Biological Wastewater Treatment - Selecting The ProcessDocumento6 páginasAn Li - Biological Wastewater Treatment - Selecting The ProcessprogerAinda não há avaliações
- John Koumoukelis PDFDocumento6 páginasJohn Koumoukelis PDFAnisa Nur WahyuniAinda não há avaliações
- Biofiltration-A Primer PDFDocumento9 páginasBiofiltration-A Primer PDFeghbali2255Ainda não há avaliações
- Extended Aeration Activated Sludge Proce PDFDocumento4 páginasExtended Aeration Activated Sludge Proce PDFEnrique MartinezAinda não há avaliações
- TappiDocumento15 páginasTappiLye YpAinda não há avaliações
- Comparison of Vermicomposting and Composting: Biocycle January 1997Documento4 páginasComparison of Vermicomposting and Composting: Biocycle January 1997Ishan DograAinda não há avaliações
- Module-2 NotesDocumento41 páginasModule-2 NotessanemsinoritaAinda não há avaliações
- Article TextileDocumento6 páginasArticle TextileHatem EllouzeAinda não há avaliações
- Overview of Activated Sludge ProcessDocumento32 páginasOverview of Activated Sludge ProcesssoorajTVMAinda não há avaliações
- Bio-Filtration For Air Pollution Control: M.Tech. Environmental Engineering Seminar - IiDocumento25 páginasBio-Filtration For Air Pollution Control: M.Tech. Environmental Engineering Seminar - IiKaushal PatelAinda não há avaliações
- Construct MembraneDocumento7 páginasConstruct MembranesurendraAinda não há avaliações
- CHIP-tuning For Biological Wastewater Treatment PlantsDocumento3 páginasCHIP-tuning For Biological Wastewater Treatment PlantsJuan David Fajardo MendezAinda não há avaliações
- Alkaline Stabilization PDFDocumento9 páginasAlkaline Stabilization PDFJulio TovarAinda não há avaliações
- "Fluidized Bed Biofilm Reactor-A Novel Wastewater Treatment Reactor" (2013)Documento12 páginas"Fluidized Bed Biofilm Reactor-A Novel Wastewater Treatment Reactor" (2013)Allaiza SantosAinda não há avaliações
- Bioreactors For The Treatment of Land Fill Leachate: Submitted By: Madhu H Department of Chemical EngineeringDocumento16 páginasBioreactors For The Treatment of Land Fill Leachate: Submitted By: Madhu H Department of Chemical EngineeringmadhuAinda não há avaliações
- 311 222003WSTComettGonzlezWildererDocumento8 páginas311 222003WSTComettGonzlezWildererujjval chauhanAinda não há avaliações
- Biological Wastewater Treatment: Aerobic & AnaerobicDocumento8 páginasBiological Wastewater Treatment: Aerobic & Anaerobic007_pppqqqAinda não há avaliações
- Biomass and Bioenergy: Research PaperDocumento10 páginasBiomass and Bioenergy: Research Paperbehzad kamiAinda não há avaliações
- Biological Oxygen DemandDocumento9 páginasBiological Oxygen DemandSiva RaoAinda não há avaliações
- Bio FiltersDocumento9 páginasBio FiltersValerita OjedaAinda não há avaliações
- Chapter 4 Biotrickling Filters: Biotricklingjilter, or Trickling Biojilter. Biotrickling Filters Work in ADocumento2 páginasChapter 4 Biotrickling Filters: Biotricklingjilter, or Trickling Biojilter. Biotrickling Filters Work in Aijonk_witjakAinda não há avaliações
- 5 ReportDocumento20 páginas5 ReportPRATEEK KUMAR DASAinda não há avaliações
- Survey of The Fouling Characteristics Between Attached and Suspended Growth Microorganisms in Submerged Membrane BioreactorDocumento11 páginasSurvey of The Fouling Characteristics Between Attached and Suspended Growth Microorganisms in Submerged Membrane BioreactorsagbvnAinda não há avaliações
- Compost Toilet Guidelines 30 June 2010Documento33 páginasCompost Toilet Guidelines 30 June 2010andrewb2005Ainda não há avaliações
- Design Manual For Small Wastewater Works 2009-4Documento73 páginasDesign Manual For Small Wastewater Works 2009-4VichekaAinda não há avaliações
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsNo EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghAinda não há avaliações
- Introducing AVR Dragon: AVR32 Menu AVR MenuDocumento45 páginasIntroducing AVR Dragon: AVR32 Menu AVR MenufrtklauAinda não há avaliações
- Fact Sheet. Land Application of Sewage Sludge #3Documento4 páginasFact Sheet. Land Application of Sewage Sludge #3frtklau100% (2)
- Cornell Compost Air Emissions Health StudiesDocumento6 páginasCornell Compost Air Emissions Health StudiesfrtklauAinda não há avaliações
- Reaction Products of Aquatic Humic Substances With ChlorineDocumento9 páginasReaction Products of Aquatic Humic Substances With ChlorinefrtklauAinda não há avaliações
- Types of Waste WaterDocumento1 páginaTypes of Waste WaterNwachukwu UmehAinda não há avaliações
- CON4156 Assignment 1 (Q)Documento6 páginasCON4156 Assignment 1 (Q)vanessalau0410Ainda não há avaliações
- Science (5R)Documento24 páginasScience (5R)Adrian PanganAinda não há avaliações
- Tender Drawings: Detail D Manhole Cover PlanDocumento7 páginasTender Drawings: Detail D Manhole Cover PlanomerscheenAinda não há avaliações
- Waste Disposal in IndiaDocumento4 páginasWaste Disposal in Indiakarthik poluAinda não há avaliações
- Wealth From WasteDocumento6 páginasWealth From Wasteakhileshmoney33% (3)
- Group 1 - ManuscriptDocumento39 páginasGroup 1 - ManuscriptKathleen Kaye CastilloAinda não há avaliações
- Principles of Sewage TreatmentDocumento64 páginasPrinciples of Sewage TreatmentfelipeAinda não há avaliações
- Imhoff TankDocumento3 páginasImhoff TankMiftakhul JannahAinda não há avaliações
- SWM-A Policy AgendaDocumento8 páginasSWM-A Policy AgendaKamran 123Ainda não há avaliações
- Lit Review (Esci)Documento2 páginasLit Review (Esci)Shania LallAinda não há avaliações
- Earth Science - Long QuizDocumento3 páginasEarth Science - Long QuizJen Laurine CosicolAinda não há avaliações
- A Brief History of Solid Waste Mangement in The US During The Last 50 YearsDocumento4 páginasA Brief History of Solid Waste Mangement in The US During The Last 50 YearsGulbana CekenAinda não há avaliações
- Water Cycle: John C. Radcliffe, Declan PageDocumento22 páginasWater Cycle: John C. Radcliffe, Declan PageDiana RuizAinda não há avaliações
- Article 9003 or The Waste Management Act of The PhilippinesDocumento37 páginasArticle 9003 or The Waste Management Act of The PhilippinesIdiot From PhAinda não há avaliações
- Municipality/City Disposal Facility DF Location DF Status DF RehabilitationDocumento3 páginasMunicipality/City Disposal Facility DF Location DF Status DF RehabilitationsorbisorbiAinda não há avaliações
- Western Sydney Recycling DirectoryDocumento5 páginasWestern Sydney Recycling DirectoryMatthew CliftonAinda não há avaliações
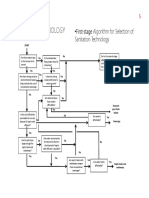
- FlowChart SeleksiTeknologiSANITASI PDFDocumento3 páginasFlowChart SeleksiTeknologiSANITASI PDFClarita BangunAinda não há avaliações
- From Waste Water To Drinking Water - Howard University - Research PaperDocumento17 páginasFrom Waste Water To Drinking Water - Howard University - Research PaperJohan GreeneAinda não há avaliações
- Chapter 5 CorrectedDocumento43 páginasChapter 5 CorrectedKarthiKeyanAinda não há avaliações
- 3257, Case Study Mars NL 1Documento1 página3257, Case Study Mars NL 1Ryan PasupathyAinda não há avaliações
- Status of Sewage Treatment in IndiaDocumento101 páginasStatus of Sewage Treatment in IndiaRakshakari SadhakiAinda não há avaliações
- Abe137 Kl1 3 Laboratory 9 Carmona CherubimDocumento5 páginasAbe137 Kl1 3 Laboratory 9 Carmona CherubimJackielou PachesAinda não há avaliações
- Lagman Plan423FinalsDocumento8 páginasLagman Plan423FinalsViolinna Kaye LagmanAinda não há avaliações
- Consent Water PDFDocumento3 páginasConsent Water PDFNaveen ChaudharyAinda não há avaliações