Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- HUB Contractors and Suppliers for UNC WilmingtonDocumento76 páginasHUB Contractors and Suppliers for UNC Wilmingtonsati67% (6)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Ufc 3 310 04-Seismic Design For BuildingDocumento245 páginasUfc 3 310 04-Seismic Design For BuildingDe Silva Shmapk0% (1)
- L-108 Underground Power Cable 609765 7 PDFDocumento17 páginasL-108 Underground Power Cable 609765 7 PDFywa00Ainda não há avaliações
- Fastener glossary guideDocumento32 páginasFastener glossary guideHugo RodriguezAinda não há avaliações
- Condenser Water and Cooling Tower in Thermal Power PlantDocumento131 páginasCondenser Water and Cooling Tower in Thermal Power PlantVivek TiwariAinda não há avaliações
- Parts Book (18001-Up)Documento650 páginasParts Book (18001-Up)Helio100% (1)
- Butterfly ValveDocumento20 páginasButterfly Valvenazar750Ainda não há avaliações
- LOD Spec 2016 Part I 2016-10-19 PDFDocumento207 páginasLOD Spec 2016 Part I 2016-10-19 PDFzakariazulkifli92Ainda não há avaliações
- Dry Van ManualDocumento234 páginasDry Van ManualMichael Yoanito Oliviano100% (1)
- Welding Book PipingDocumento184 páginasWelding Book PipingMahaveer Singh100% (2)
- AWS blank welding formsDocumento3 páginasAWS blank welding formsIvan Garzon100% (1)
- The Temple of Mentuhotep at Deir El-BahariDocumento146 páginasThe Temple of Mentuhotep at Deir El-Bahariel-gamelyan100% (2)
- Valve Stds AllDocumento11 páginasValve Stds AllGohilakrishnan ThiagarajanAinda não há avaliações
- GA 250 No S98944401Documento93 páginasGA 250 No S98944401jackyt09100% (1)
- Wps FormatDocumento12 páginasWps FormatGohilakrishnan ThiagarajanAinda não há avaliações
- N74 Engine Technical OverviewDocumento51 páginasN74 Engine Technical OverviewChris Ce100% (3)
- DN15FB 150 Body Investmentcasting PDFDocumento1 páginaDN15FB 150 Body Investmentcasting PDFGohilakrishnan ThiagarajanAinda não há avaliações
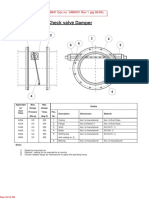
- 2 Check Type Damper Drawing 1555074039Documento1 página2 Check Type Damper Drawing 1555074039Gohilakrishnan ThiagarajanAinda não há avaliações
- 3 80 999 97657-WCA8assyDocumento1 página3 80 999 97657-WCA8assyGohilakrishnan ThiagarajanAinda não há avaliações
- MSS - Valve Standards: Manufacturers Standardization Society - MSS - of The Valve and Fittings Industry - Valve StandardsDocumento2 páginasMSS - Valve Standards: Manufacturers Standardization Society - MSS - of The Valve and Fittings Industry - Valve StandardsGohilakrishnan ThiagarajanAinda não há avaliações
- Is.3372.1965 BundformerDocumento15 páginasIs.3372.1965 BundformerGohilakrishnan ThiagarajanAinda não há avaliações
- Is.1976.1976 Paddy Wheader ManualDocumento13 páginasIs.1976.1976 Paddy Wheader ManualGohilakrishnan ThiagarajanAinda não há avaliações
- Is.3327.1982-Pasddy Trasher ManualDocumento16 páginasIs.3327.1982-Pasddy Trasher ManualGohilakrishnan ThiagarajanAinda não há avaliações
- Product and Engineer's Presentation ScheduleDocumento18 páginasProduct and Engineer's Presentation ScheduleMuhammad RidwanAinda não há avaliações
- Tender Enquiry 1819 060 1533296203Documento19 páginasTender Enquiry 1819 060 1533296203Gohilakrishnan ThiagarajanAinda não há avaliações
- Tenders Invited for Sale of Waste MaterialsDocumento2 páginasTenders Invited for Sale of Waste MaterialsGohilakrishnan ThiagarajanAinda não há avaliações
- Check Your EligibilityDocumento1 páginaCheck Your EligibilityGohilakrishnan ThiagarajanAinda não há avaliações
- BP Check Valve GaDocumento1 páginaBP Check Valve GaGohilakrishnan ThiagarajanAinda não há avaliações
- Series D Raw CastingDocumento6 páginasSeries D Raw CastingGohilakrishnan ThiagarajanAinda não há avaliações
- 2.7.3.1 Seal Type BU Download PDDocumento1 página2.7.3.1 Seal Type BU Download PDGohilakrishnan ThiagarajanAinda não há avaliações
- Welding Process: SMAW WGS /WPS/ SMAW/0033 Dear Sir, We Are Sending The Following PlateDocumento1 páginaWelding Process: SMAW WGS /WPS/ SMAW/0033 Dear Sir, We Are Sending The Following PlateGohilakrishnan ThiagarajanAinda não há avaliações
- BHEL Enquiry for Sliding Door Travel MechanismDocumento14 páginasBHEL Enquiry for Sliding Door Travel MechanismGohilakrishnan ThiagarajanAinda não há avaliações
- Wedge Slitting MCDocumento16 páginasWedge Slitting MCGohilakrishnan ThiagarajanAinda não há avaliações
- BHEL Enquiry for Ballscrew Rod SupplyDocumento8 páginasBHEL Enquiry for Ballscrew Rod SupplyGohilakrishnan ThiagarajanAinda não há avaliações
- Mpi PowderDocumento10 páginasMpi PowderGohilakrishnan ThiagarajanAinda não há avaliações
- Nozzle PlugDocumento6 páginasNozzle PlugGohilakrishnan ThiagarajanAinda não há avaliações
- Product CatalogueDocumento61 páginasProduct CatalogueGohilakrishnan ThiagarajanAinda não há avaliações
- Butterfly Valves For Water: Avk Uk LTDDocumento44 páginasButterfly Valves For Water: Avk Uk LTDGohilakrishnan ThiagarajanAinda não há avaliações
- Ball Screw AssyDocumento8 páginasBall Screw AssyGohilakrishnan ThiagarajanAinda não há avaliações
- Bgi Stock Gears BrochureDocumento16 páginasBgi Stock Gears BrochureGohilakrishnan ThiagarajanAinda não há avaliações
- Integral Axle Arm Machining ProjectDocumento2 páginasIntegral Axle Arm Machining ProjectGohilakrishnan ThiagarajanAinda não há avaliações
- Annexure A Indian Supplier Registration Form 1437133882Documento19 páginasAnnexure A Indian Supplier Registration Form 1437133882Gohilakrishnan ThiagarajanAinda não há avaliações
- Project 1 Foundation 2019Documento43 páginasProject 1 Foundation 2019SaraAinda não há avaliações
- Understanding Boat Design 101 PDFDocumento1 páginaUnderstanding Boat Design 101 PDFŁukasz ZygielAinda não há avaliações
- WTP& Collection WellDocumento431 páginasWTP& Collection Wellsubramanyam kumarAinda não há avaliações
- Geotechnical Support of Design and Construction of "Rostov-Arena" Football (Soccer) StadiumDocumento6 páginasGeotechnical Support of Design and Construction of "Rostov-Arena" Football (Soccer) StadiumPacho ArbelaezAinda não há avaliações
- Installation, Operation, & Maintenance Manual FOR Nov D285P Linear Motion Shale ShakerDocumento32 páginasInstallation, Operation, & Maintenance Manual FOR Nov D285P Linear Motion Shale Shakerfrancisco hurtadoAinda não há avaliações
- Text of 1st McClelland Lecture Murff PDFDocumento37 páginasText of 1st McClelland Lecture Murff PDFNadya SaviraAinda não há avaliações
- NSCP Chap4Documento8 páginasNSCP Chap4BUILDING PERMITAinda não há avaliações
- Rain Water HarvestingDocumento7 páginasRain Water HarvestingMithil KotwalAinda não há avaliações
- ANSYS Model Analyzes Concrete Pavement Stresses and StrainsDocumento8 páginasANSYS Model Analyzes Concrete Pavement Stresses and Strainslaalai faicelAinda não há avaliações
- GFRG Construction Schedule and RatesDocumento50 páginasGFRG Construction Schedule and Ratessri projectssAinda não há avaliações
- Intro & Theory VentilationDocumento7 páginasIntro & Theory VentilationSyahir HadziqAinda não há avaliações
- Autoclaved Aerated Concrete Block Machine Manufacturers - 2k TechnologiesDocumento10 páginasAutoclaved Aerated Concrete Block Machine Manufacturers - 2k TechnologiesPriyaAinda não há avaliações
- Fdot Field Manual Final ReportDocumento166 páginasFdot Field Manual Final ReportRainer TafurAinda não há avaliações
- Eichenberger Main CatalogueDocumento80 páginasEichenberger Main CataloguePhạm Văn VinhAinda não há avaliações
- Sikalastic®-590: Product Data SheetDocumento5 páginasSikalastic®-590: Product Data SheetKhin Sandi KoAinda não há avaliações
- LRT3 Safety BillDocumento16 páginasLRT3 Safety Billroslan yusofAinda não há avaliações
- 050-GG313-10DF BoMDocumento13 páginas050-GG313-10DF BoMYesid BedoyaAinda não há avaliações