Você também pode gostar
- Inspección por líquidos penetrantes ASMEDocumento7 páginasInspección por líquidos penetrantes ASMEManuel Salvador Rodriguez Garcia100% (6)
- Cálculo de la ventilación en residencial y terciario con CE3X y normativaDocumento13 páginasCálculo de la ventilación en residencial y terciario con CE3X y normativajlruizmat8679Ainda não há avaliações
- Pro-Li-Eq-1-F21 Cartilla de Mantenimiento Preventivo 1000 Horas Motor Jumbo Dd321Documento6 páginasPro-Li-Eq-1-F21 Cartilla de Mantenimiento Preventivo 1000 Horas Motor Jumbo Dd321javierAinda não há avaliações
- Tabla de Torque - Perno EstructuralDocumento1 páginaTabla de Torque - Perno Estructuraljcmunevar1484Ainda não há avaliações
- Esclerometro ReporteDocumento1 páginaEsclerometro ReporteHeberAinda não há avaliações
- Test de Los 4 Temperamentos (PARA PARTICIPANTES No CreyentesDocumento12 páginasTest de Los 4 Temperamentos (PARA PARTICIPANTES No CreyentesCindy SerranoAinda não há avaliações
- Curriculum Empresarial Const Keijaraq Sa Decv PDFDocumento35 páginasCurriculum Empresarial Const Keijaraq Sa Decv PDFHeberAinda não há avaliações
- Formación de Auxiliar de Odontología en menos de 40 horasDocumento18 páginasFormación de Auxiliar de Odontología en menos de 40 horasJose PaulAinda não há avaliações
- Bujias NGKDocumento42 páginasBujias NGKAntonio Parrales100% (1)
- El Pequeño Libro de Estoicismo - Traducción A MejorarDocumento111 páginasEl Pequeño Libro de Estoicismo - Traducción A Mejorarwalteraarios100% (1)
- NMX C 192 20080430Documento5 páginasNMX C 192 20080430Heber100% (1)
- Catalogo General ECOHOE PDFDocumento8 páginasCatalogo General ECOHOE PDFHeberAinda não há avaliações
- Prueba Con EsclerometroDocumento5 páginasPrueba Con EsclerometroAnonymous cQOCjq100% (3)
- La OvogenesisDocumento10 páginasLa OvogenesisLuis Francisco Manuel Carranza CruzAinda não há avaliações
- Activacion Planetaria y ConexiÓn Con El Ser SuperiorDocumento4 páginasActivacion Planetaria y ConexiÓn Con El Ser Superiorapi-3781260Ainda não há avaliações
- Marcello Carmagnani - Estado y Sociedad en América LatinaDocumento128 páginasMarcello Carmagnani - Estado y Sociedad en América LatinaNelson Córdoba100% (1)
- Banda TransportadoraDocumento1 páginaBanda TransportadoraHeberAinda não há avaliações
- Reporte LP 435Documento1 páginaReporte LP 435HeberAinda não há avaliações
- Servicios Ind Cys Ingenieria QuerétaroDocumento4 páginasServicios Ind Cys Ingenieria QuerétaroHeberAinda não há avaliações
- Ideaspmerik 16Documento16 páginasIdeaspmerik 16HeberAinda não há avaliações
- Plano FosaDocumento1 páginaPlano FosaHeberAinda não há avaliações
- Catalogo Normas Diciembre 2014Documento100 páginasCatalogo Normas Diciembre 2014emilidiverAinda não há avaliações
- Curriculum Profesional Laboratorio - CYSDocumento15 páginasCurriculum Profesional Laboratorio - CYSHeberAinda não há avaliações
- Diagrama Flujo EpmDocumento2 páginasDiagrama Flujo EpmHeberAinda não há avaliações
- Carta de PostulacionDocumento1 páginaCarta de PostulacionHeberAinda não há avaliações
- Vaso-Estudio de frecuencia-Heber-QuintanillaDocumento13 páginasVaso-Estudio de frecuencia-Heber-QuintanillaHeberAinda não há avaliações
- HQM Cec SopDocumento3 páginasHQM Cec SopHeberAinda não há avaliações
- Angulos de SistemasDocumento2 páginasAngulos de SistemasHeberAinda não há avaliações
- Acta Mixtli EspañolDocumento8 páginasActa Mixtli EspañolHeberAinda não há avaliações
- Análisis de Las Fuerzas en La DirecciónDocumento2 páginasAnálisis de Las Fuerzas en La DirecciónHeberAinda não há avaliações
- Formato para Declarar ScrapDocumento32.767 páginasFormato para Declarar ScrapHeberAinda não há avaliações
- Estudio - Marketing - HbrquintanillaDocumento10 páginasEstudio - Marketing - HbrquintanillaHeberAinda não há avaliações
- Ensayo Del Plástico en La Industria AutomotrizDocumento2 páginasEnsayo Del Plástico en La Industria AutomotrizHeber100% (1)
- Expo Plásticos 2014 (HEBER QUINTANILLA)Documento2 páginasExpo Plásticos 2014 (HEBER QUINTANILLA)HeberAinda não há avaliações
- Sistemas de DirecciónDocumento4 páginasSistemas de DirecciónHeberAinda não há avaliações
- HeberQuintanillaque Es Eso de La Etica ProfDocumento2 páginasHeberQuintanillaque Es Eso de La Etica ProfHeberAinda não há avaliações
- Ergonomia Vs Panel de ControlDocumento12 páginasErgonomia Vs Panel de ControlHeberAinda não há avaliações
- Alcantar - Política Del Transporte PDFDocumento6 páginasAlcantar - Política Del Transporte PDFErika AlcantarAinda não há avaliações
- TRIBOLOGIA Mecanica IndustrialDocumento84 páginasTRIBOLOGIA Mecanica Industrialbrayan ariasAinda não há avaliações
- Secado por atomización: introducción, componentes y mecanismoDocumento31 páginasSecado por atomización: introducción, componentes y mecanismoalisAinda não há avaliações
- Empresas Exp e Imp 2018Documento87 páginasEmpresas Exp e Imp 2018Castro CadenaAinda não há avaliações
- Academia Primera Semana 2019Documento31 páginasAcademia Primera Semana 2019Rohner Guevara TorresAinda não há avaliações
- Cultivo pimientoDocumento15 páginasCultivo pimientoSegundo Alfredo Albán AlamaAinda não há avaliações
- Las Poleas Son Mecanismos Capaces de Transmitir Fuerza y MoDocumento4 páginasLas Poleas Son Mecanismos Capaces de Transmitir Fuerza y MoedutecnoAinda não há avaliações
- CEMENTODocumento14 páginasCEMENTOHuber Antoni Quinto HilarioAinda não há avaliações
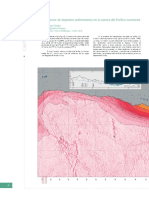
- 6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalDocumento2 páginas6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalGonzalo TampierAinda não há avaliações
- Comentarios - "Alteraciones Cromosómicas"Documento9 páginasComentarios - "Alteraciones Cromosómicas"AGUILAR HERNANDEZ MARIANA ITZELAinda não há avaliações
- Practica LuceroDocumento32 páginasPractica LuceroLucero Espinoza GarcíaAinda não há avaliações
- Presupuesto VillacuriDocumento2 páginasPresupuesto VillacuriJaime Flores PacoAinda não há avaliações
- Sesion 2 - Modulo 1 Pe Lean ConstructionDocumento44 páginasSesion 2 - Modulo 1 Pe Lean ConstructionJuan CAinda não há avaliações
- Conteo VehicularDocumento92 páginasConteo VehicularJean Pierre MoralesAinda não há avaliações
- Unidad 1 - Generalidades de La Quimica IndustrialDocumento17 páginasUnidad 1 - Generalidades de La Quimica IndustrialJEAN CARLOS ANGARITA BOTELLOAinda não há avaliações
- Intubación Endotraqueal RNDocumento51 páginasIntubación Endotraqueal RNJosé Flores ValenzuelaAinda não há avaliações
- Grupo 3-Cuestionario1 Al 5Documento19 páginasGrupo 3-Cuestionario1 Al 5Josué AcostaAinda não há avaliações
- Informe de LecturaDocumento4 páginasInforme de LecturacristinaAinda não há avaliações
- Historia de La Educacion Fisica en CubaDocumento15 páginasHistoria de La Educacion Fisica en CubaAlejandro cardenasAinda não há avaliações
- Norma Mexicana Prevención Incendios Centros TrabajoDocumento52 páginasNorma Mexicana Prevención Incendios Centros TrabajoEDUARDOAinda não há avaliações
- MQ13-73-MC-2110-SS302 RB OrejaDocumento17 páginasMQ13-73-MC-2110-SS302 RB OrejaRichard GarciaAinda não há avaliações