Escolar Documentos
Profissional Documentos
Cultura Documentos
Laminex Product Catalogue
Enviado por
Emily StaffordDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Laminex Product Catalogue
Enviado por
Emily StaffordDireitos autorais:
Formatos disponíveis
Product Catalogue
The Laminex Group Product Catalogue
Today,The Laminex Group is uniquely placed to provide you with innovative solutions to all kinds of decorative surface, building and design environments, both commercial and residential.
The Laminex Group brand portfolio offers the most extensive range of panels, decorative laminates, premium surfaces and accessories. This includes high and low pressure laminates, cabinet doors and edgings, a range of Trade Essential items in panel products and adhesives, laminated flooring, essa stone, solid surfacing and compact laminate products. Providing the most comprehensive and technically advanced range available. All products are expertly manufactured to the highest quality standards possible. This enables you to find the optimal answer to the trickiest problem that much easier. The Laminex Group can also offer environmentally preferable products through the Greenfirst range, with products being certified by Good Environmental Choice Australia. Just as important is the fact that The Laminex Group has branches spread all over Australia; and together with a network of authorised distributors, provide shopfitters, cabinetmakers, builders and specifiers immediate access to our portfolio of products. It provides an easy-tounderstand reference guide to the various attributes and potential uses. And it accurately outlines all the technical information you require to make the correct product specification and/or follow the appropriate installation procedures.
Its a comforting thought given the tight project deadlines you The Laminex Group is totally often have to work to. committed to providing you with the very best technical This user-friendly catalogue and problem solving support of products from The possible including an expert Laminex Group, and their sales and technical support many applications, is team that you can call on at designed to make it easier any time for professional for you to use the right advice and assistance. product, allowing you to perform your job and solve For a prompt response to your problems creatively and any query you may have, professionally, so you can be contact your representative confident of achieving the directly or alternatively call best result.This catalogue The Laminex Group on groups together all products 132 136. by brand, eg. Laminex, Formica, essa stone,Trade Essentials.
INDEX
Contents
Section 1 Laminex Product Catalogue Introduction & Index Section 2 Product Definitions How theyre made Construction Options Ready Reference Section 3 Greenfirst - Environmentally Preferable Products Section 4 20-20 Design Software Section 5 Laminex Technical Data Laminex Fire Retardant Laminate Laminex Squareform Benchtops Laminex Redback Laminate Laminex Chemical Resistant Laminate Laminex Metallics Laminex Aquapanel Laminex Structural MR Laminex Stainless Steel Laminex DiamondGloss Surfaces Laminex Fusion Surfaces Laminex Compact Laminates Laminex Vertiboard Laminex Vertiboard MR Laminex Lamiwood MR Laminex Decorwood Laminex Finished Designed Timber Veneers Laminex Timber Veneers Laminex Freestyle 12mm Surfaces Laminex Freestyle 30mm Surfaces Laminex ColourTech Doors Laminex Contour Doors Laminex Contour Finedge Doors Laminex Timber Doors Laminex Timber Veneer Doors Laminex Vinyl Doors Laminex CrystalGloss Doors and Panels Laminex Surround Coated Doors and Panels Laminex Partitioning Systems Laminex Handles Laminex Thin Melamine Unglued Edging Laminex Thin Melamine Preglued Edging Laminex ABS Edging Laminex Wall Systems Adhesive Laminex Wall Systems Silicone
Page
Section 6 Formica Technical Data Formica Decorative Laminate Formica Liner Grade Laminate Formica Chemtop 2 Laminate Formica Metals Laminate Formica Decorated MDF Formica Decorated MR MDF Formica Decorated Particleboard Formica Decorated Particleboard MR Formica ABS Edging Formica Melamine Preglued Edging Formica Melamine Unglued Edging Formica Doors Formica Laminate Flooring Section 7 Essa Technical Data Essa Stone Section 8 Trade Essentials Technical Data Trade Essentials Craftwood Trade Essentials Craftwood MR Trade Essentials Craftwood (Thin) Trade Essentials Craftform Trade Essentials White MDF Trade Essentials Particleboard Trade Essentials Particleboard MR Trade Essentials Aquaban Trade Essentials Whiteboard Trade Essentials Particleboard Flooring Section 8 Trade Essentials Adhesives Trade Essentials Adhesives Guide Brushable Contact Adhesive Sprayable Contact Adhesive Contact Adhesive Thinner Adhesive Cleaner ABS Edge Strip Cleaner Particleboard Flooring Adhesive Wet Area Panelling Adhesive General Purpose PVA Adhesive Cross Linking PVA Adhesive Craftwood PVA Adhesive Section 9 Appendices Handling & Product Application Guidelines Laminate Products - General Care & Maintenance Board Products - Handling & Product Application Guidelines Safety & Usage Recommendations for Contact Adhesives Safety & Usage Recommendations for PVA & Water Based Adhesives Sheet Size & Thickness Availability 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 6.10 6.11 6.12 6.13
2.1 2.2 2.3
3.1
4.1
7.1
5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 5.9 5.10 5.11 5.12 5.13 5.14 5.15 5.16 5.17 5.18 5.19 5.20 5.21 5.22 5.23 5.24 5.25 5.26 5.27 5.28 5.29 5.30 5.31 5.32 5.33 5.34
8.1 8.2 8.3 8.4 8.5 8.6 8.7 8.8 8.9 8.10
8.11 8.12 8.13 8.14 8.15 8.16 8.17 8.18 8.19 8.20 8.21
9.1 9.2 9.3 9.4 9.5 9.6 Section 1
Issued September 2009
Index
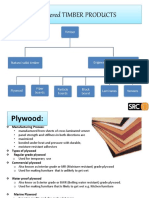
HOW THEYRE MADE
Products
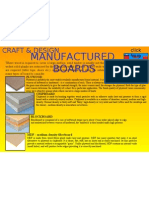
Todays wide and varied range of products from The Laminex Group are specially engineered and manufactured using the very best in raw materials, technology and quality control methods.
Quite often, its what you dont see below the surface that makes a product durable, fire retardant, moisture resistant or impact resistant. For this reason the following illustrations have been prepared to demonstrate the level of technology and thought that goes into making our products among the most trusted and well regarded in the building industry today.
Section 2:1.1
Issued September 2009
HOW THEYRE MADE
Laminex Aquapanel
High-pressure laminate 2.7mm thick (nominal) Wall panelling & wet area wall lining applications
Laminex Compact Laminate
High-pressure laminate 2 - 20mm thick Double-sided balanced construction High-impact applications Use for partitioning, institutional furniture, toilet and shower partitions, window sills, furniture, table & desk tops
Laminex Redback
High-pressure laminate 0.7mm thick (nominal) Post-forming grade/heat formed Medium impact applications Horizontal or vertical applications
Issued September 2009
Section 2:1.2
Product Definitions
HOW THEYRE MADE
Laminex Decorwood, Lamiwood MR & Formica Decorated MDF
Pre-finished decorated Craftwood panel (standard grade or moisture resistant) Vertical application Low impact applications Use as cupboard doors, panels, carcasses, furniture and wall panelling Available in most Laminex colours, patterns and woodgrains, and also in Formica decors
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.This also applies with Formica melamine faced board products (e.g. Decorated Board) and Formica high pressure laminate products.
Laminex Vertiboard, Vertiboard MR & Formica Decorated Particleboard
Pre-finished decorated particleboard (standard or moisture resistant) Low impact applications Used for carcasses and furniture applications Available in Laminex and Formica dcors
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.This also applies with Formica melamine faced board products (e.g. Decorated Board) and Formica high pressure laminate products.
Section 2:1.3
Issued September 2009
HOW THEYRE MADE
Laminex Structural MR
Pre-finished decorated Particleboard MR with special underlay paper for higher impact resistance Use in office desks, counters, computer floors, etc. Available in most colours and thicknesses Suitable for horizontal or vertical applications Made to order
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.
Fusion Surfaces
High-pressure laminate 1.0 - 13.0mm thick (nominal) Interior horizontal and vertical applications Grafitti and chemical resistant properties
Transparent, melamine resin impregnated surface overlay Image, layer. Digitally printed onto specially developed paper Resin impregnated solid colour underlay
Resin impregnated kraft paper. Thicker laminates have more kraft paper layers
Fusion surfaces available in Wet Area Panelling (2.7mm nominal), Sign Grade (3.0mm nominal) and Solid Grade (6.0 & 13.0mm nominal).
Issued September 2009
Section 2:1.4
Product Definitions
CONSTRUCTION OPTIONS
Benchtops and Doors
The following illustrations show the wide variety of product combinations from The Laminex Group which can be specified for creating benchtops, table tops, cupboard doors and other internal joinery and furniture.
This is designed as a guide only and does not represent every potential combination. By combining the right products, project solutions can be developed for applications ranging from laboratory benchtops to highly decorative reception desks and kitchen cupboard doors to high abuse toilet partition doors. The Laminex Group Product Ready Reference and detailed product information will help provide the correct path to specifying the product that is exactly right for your project.
Section 2:2.1
Issued September 2009
CONSTRUCTION OPTIONS
Laminate Benchtops / Desktops
Surface Options Laminex Redback Fusion Laminate Laminex Chemical Resistant Redback Laminex DiamondGloss Laminex Squareform Formica Laminate Freestyle Essa Stone Substrates Trade Essentials Particleboard MR Trade Essentials Craftwood MDF MR Applications Kitchen/bathroom/work surface benchtops
Surface Options Laminex Redback Fusion Laminate Laminex Chemical Resistant Redback Formica Laminate
Applications Kitchen/bathroom/work surface benchtops Substrates Trade Essentials Particleboard MR Trade Essentials Craftwood MDF MR
Surface Options Laminex Structural MR
Applications Desk tops Office workstations/furniture
Surface Options Laminex Redback & DiamondGloss Laminate Laminex Chemical Resistant Redback
Applications Kitchen/bathroom/laboratory/work surface benchtops Substrates
Formica Laminate Trade Essentials Particleboard MR Trade Essentials Craftwood MDF MR
Issued September 2009
Section 2:2.2
Product Definitions
CONSTRUCTION OPTIONS
Laminate Benchtops / Desktops
Surface Options Laminex Redback & DiamondGloss Laminate Fusion Applications Curved/shaped benchtops Square edged benchtops Substrates Trade Essentials Particleboard MR Trade Essentials Craftwood MDF MR
Surface Options Laminex Multipurpose Compact Laminates and Laboratory Compact Laminates are self supporting compact laminates.They have an integrated decorative surface
Applications: Laboratory Compact Laminates: biological, chemical and educational laboratories benchtops Laminex Multipurpose Compact Laminates: office furniture, laboratory, educational benchtops
Section 2:2.3
Issued September 2009
CONSTRUCTION OPTIONS
Premium Sufaces Benchtop/Desktops
Reconstituted Stone
Surface Options essa stone Quartz surfaces, 20mm & 30mm options Applications: Kitchen benchtops Bathroom worktops Interior cladding Kitchen splashbacks
Solid Surface
Surface Options Laminex Freestyle Surfaces Applications: Suitable for interior surfaces or cladding applications Kitchen benchtops & sinks Bathroom worktops & laundries Furniture shop fittings
Issued September 2009
Section 2:2.4
Product Definitions
CONSTRUCTION OPTIONS
Laminate & Vinyl Doors, Cupboards & Shelving
Products Laminex Lamiwood MR (Lamiwood is available in all Laminex palette colours, patterns and woodgrains) Formica Decorated Board Contour Doors
Formica ColorPanel
Formica Rolled Edge Doors Finished Designed Timber Veneer Doors Laminex & Formica Square Edged Doors
Applications Cupboard doors, shelving, carcasses for kitchens, bathrooms, tea rooms, libraries, office furniture etc.
Products Timber Veneer Panels Applications Cupboard doors, furniture etc.
Laminex colours in Advanced 2 Pac Polyurethane paint
Products Laminex Colourtech Doors Applications Cupboard Doors End Panels
Laminex decors in vacuum pressed vinyl
Products Laminex Vinyl Doors Applications Cupboard Doors End Panels
Section 2:2.5
Issued September 2009
READY REFERENCE
Ready Reference
Colour Codings Laminate Products Formica Essa Stone Trade Essentials Craftwood MDF Products Trade Essentials Particleboard Products Trade Essentials Adhesives Products Section 5 6 7
How to use this Ready Reference This Ready Reference is designed to give you a quick overview of the multitude of applications for The Laminex Group decorative surfacing and building products. To use the Ready Reference: 1. Identify the general area of the application for which you require a decorative surface or building product. 2. Select the specific usage requirement you have from within this application area. 3. For detailed information on The Laminex Group product(s) which will fulfil your requirements, refer to the page number in the far right hand column. For ease of reference, these are colour coded to reflect the product categories in this catalogue.
Product Section
8 8
Area of Application
Specific Use
Benchtops
Flooring Bar Tops
Check outs Domestic Kitchens
Laboratory
Formica Laminate Flooring Laminex Squareform Benchtops Laminex Redback Laminex Chemical Resistant Laminate Laminex Fusion Surfaces Laminex DiamondGloss Surfaces Laminex Stainless Steel Laminex Compact Laminates Laminex Freestyle 30mm Surfaces Formica Decorative Laminate Essa Stone Trade Essentials Aquaban Laminex Fusion Surfaces Laminex Compact Laminates Laminex Squareform Benchtops Laminex DiamondGloss Surfaces Laminex Redback Laminex Stainless Steel Laminex Freestyle 30mm Surfaces Formica Decorative Laminate Formica Decorated MR MDF Formica Decorated Particleboard MR Formica Doors Essa Stone Trade Essentials Particleboard MR Trade Essentials Aquaban Laminex Chemical Resistant Laminate Laminex Compact Laminates Laminex Freestyle 30mm Surfaces Formica Chemtop 2 Laminate Trade Essentials Aquaban
6.1 5.2 5.3 5.4 5.10 5.9 5.8 5.11 5.19 6.1 7.1 8.8 5.10 5.11 5.2 5.9 5.3 5.8 5.19 6.1 6.6 6.8 6.12 7.1 8.7 8.8 5.4 5.11 5.19 6.3 8.8 Section 2:3.1
Issued September 2009
Product Definitions
READY REFERENCE
Ready Reference
Area of Application Specific Use Product Section
Benchtops contd
Post-formed
High Wear Repetitive Reception
Vanity
Laminex Squareform Benchtops Laminex DiamondGloss Surfaces Laminex Redback Formica Decorative Laminate Laminex Chemical Resistant Laminate Laminex Squareform Benchtops Laminex Redback Laminex DiamondGloss Surfaces Laminex Fusion Surfaces Laminex Stainless Steel Laminex Compact Laminates Laminex Freestyle 30mm Surfaces Formica Decorative Laminate Formica ABS Edging Formica Melamine Preglued Edging Formica Melamine Unglued edging Essa Stone Trade Essentials Craftwood MDF Trade Essentials Craftwood (Thin) Trade Essentials Particleboard Laminex Squareform Benchtops Laminex Redback Laminex DiamondGloss Surfaces Laminex Compact Laminates Laminex Freestyle 30mm Surfaces Formica Decorative Laminate Formica Decorated MR MDF Trade Essentials Particleboard MR Laminex Lamiwood MR Laminex Finished Designed Timber Veneer Doors Laminex Structural MR Laminex ColourTech Doors Laminex Contour Doors Laminex Timber Doors Laminex Timber Veneer Doors Laminex Vinyl Doors Formica Liner Grade Laminate Formica Metals Laminate Formica Decorated MR MDF Formica ABS Edging Formica Melamine Preglued Edging Formica Melamine Unglued Edging Formica Doors Trade Essentials Craftwood MDF Trade Essentials Craftwood MR MDF Trade Essentials Particleboard Trade Essentials Particleboard MR Trade Essentials Whiteboard
5.2 5.9 5.3 6.1 5.4 5.2 5.3 5.9 5.10 5.8 5.11 5.19 6.1 6.9 6.10 6.11 7.1 8.1 8.3 8.6 5.2 5.3 5.9 5.11 5.19 6.1 6.6 8.7 5.14 5.16 5.7 5.20 5.21 5.23 5.24 5.25 6.2 6.4 6.6 6.9 6.10 6.11 6.12 8.1 8.2 8.6 8.7 8.9
Doors
Cupboards
Section 2:3.2
Issued September 2009
READY REFERENCE
Ready Reference
Area of Application Specific Use Product Section
Doors contd
Decorated
Curved
Fire Retardant Handles Built-In Furniture Shelving Wall Units
Laminex Lamiwood MR Laminex Structural MR Laminex ColourTech Doors Laminex Contour Doors Trade Essentials Craftwood MDF Trade Essentials Craftwood (Thin) Trade Essentials Craftform Trade Essentials Particleboard Laminex Fire Retardant Laminate Laminex Handles Laminex Compact Laminates Laminex Lamiwood MR Laminex Timber Veneer Laminex Structural MR Formica Liner Grade Laminate Formica Metals Laminate Formica Decorated MDF Formica Decorated Particleboard Formica Decorated Particleboard MR Formica Doors Trade Essentials Craftwood MDF Trade Essentials Craftwood MR MDF Trade Essentials Craftwood (Thin) Trade Essentials White MDF Trade Essentials Particleboard Trade Essentials Particleboard MR Trade Essentials Whiteboard Laminex Lamiwood MR Laminex Decorwood Laminex Timber Veneer Laminex Vertiboard Laminex Vertiboard MR Formica Decorated MR MDF Formica Decorated Particleboard Laminex Fire Retardant Laminate Laminex Compact Laminates Trade Essentials Craftwood MDF Trade Essentials Craftwood (Thin) Trade Essentials Particleboard Laminex Fire Retardant Laminate Laminex Compact Laminates Laminex Vertiboard MR Laminex Structural MR Formica Liner Grade Laminate Formica Decorated MDF Formica Decorated Particleboard Trade Essentials Craftwood MDF Trade Essentials Craftwood MR MDF Trade Essentials Particleboard
5.14 5.7 5.20 5.21 8.1 8.3 8.4 8.6 5.1 5.29 5.11 5.14 5.17 5.7 6.2 6.4 6.5 6.7 6.8 6.12 8.1 8.2 8.3 8.5 8.6 8.7 8.9 5.14 5.15 5.17 5.12 5.13 6.6 6.7 5.1 5.11 8.1 8.3 8.6 5.1 5.11 5.13 5.7 6.2 6.5 6.7 8.1 8.2 8.6
Cupboards
Fire Retardant Furniture Painted Finish High Abuse
Schools/Institutions
Issued September 2009
Section 2:3.3
Product Definitions
READY REFERENCE
Ready Reference
Area of Application Specific Use Product Section
Fire Retardant Speaker Boxes
Laboratory
Laminex Fire Retardant Laminate Trade Essentials Craftwood MDF Trade Essentials Craftwood (Thin) Trade Essentials Particleboard Laminex Chemical Resistant Redback Laminex Laboratory Compact Laminates Laminex Compact Laminates Laminex Freestyle 30mm Surfaces Formica Chemtop 2 Laminates Trade Essential Aquaban Laminex Aquapanel Laminex Fusion Surfaces Laminex Timber Veneer Laminex Compact Laminates Laminex Structural MR Laminex Partitioning Systems Laminex Aquapanel Laminex Fusion Surfaces Laminex Compact Laminates Laminex Partitioning Systems Laminex Aquapanel Laminex Compact Laminates Laminex Timber Veneer Laminex Lamiwood MR Laminex Decorwood Laminex Partitioning Systems Laminex Aquapanel Laminex Compact Laminates Laminex Structural MR Laminex Partitioning Systems Formica Metals Laminate Formica Decorated Particleboard MR Laminex Compact Laminates Laminex Partitioning Systems Laminex Aquapanel Laminex Compact Laminates Laminex Partitioning Systems Essa Stone Laminex Aquapanel Laminex Compact Laminates Laminex Freestyle 30mm Surfaces
5.1 8.1 8.3 8.6 5.4 5.11 5.11 5.19 6.3 8.8 5.6 5.10 5.17 5.11 5.7 5.28 5.6 5.10 5.11 5.28 5.6 5.11 5.17 5.14 5.15 5.28 5.6 5.11 5.7 5.28 6.4 6.8 5.11 5.28 5.6 5.11 5.28 7.1 5.6 5.11 5.19
Partitions
Toilet
Shower
Office (Various)
Change Rooms
Decorative Vertical Panels Wall Cladding (Wet Areas) (Dependent upon BCA Deemed To Satisfy fire provisions)
Residential & Commercial Shower Walls
Laundry & Bathroom Splashbacks
Section 2:3.4
Issued September 2009
READY REFERENCE
Ready Reference
Area of Application Specific Use Product Section
Wall Cladding (Wet Area contd)
Laundry & Bathroom Splashbacks
Shower Partitions
Formica Decorated MR MDF Formica Decorated Particleboard MR Essa Stone Trade Essentials White MDF Laminex Aquapanel Laminex Compact Laminates Laminex Partitioning Systems Laminex Compact Laminates Laminex Lamiwood MR Laminex Vertiboard MR Laminex Structural MR Formica Metals Laminate Formica Decorated MDF Formica Decorated MR MDF Formica Decorated Particleboard Formica Decorated Particleboard MR Trade Essentials White MDF Trade Essentials Whiteboard Laminex Aquapanel Laminex Compact Laminates Laminex Lamiwood MR Laminex Redback* Formica Decorative Laminate* Laminex Fire Retardant Laminate* Laminex Fusion* Surfaces Laminex Metallics Laminex Fire Retardant Laminate Laminex Aquapanel Laminex Compact Laminates Laminex Fire Retardant Laminate Laminex Aquapanel Laminex Aquapanel Laminex Aquapanel Laminex Fire Retardant Laminate Laminex Compact Laminates
6.6 6.8 7.1 8.5 5.6 5.11 5.28 5.11 5.14 5.13 5.7 6.4 6.5 6.6 6.7 6.8 8.5 8.9 5.6 5.11 5.14 5.3 6.1 5.1 5.10 5.5 5.1 5.6 5.11 5.1 5.6 5.6 5.6 5.1 5.11
Wall Cladding (Dry Areas) (Dependent upon BCA Deemed To Satisfy fire provisions)
High Impact Decorative
Caravans
(Dependent upon BCA Deemed To Satisfy fire provisions)
Rail Cars Tram Cars Bus Linings Corridors
* Complete laminate substrate construction must comply to BCA Requirements Specification C1.10a - Lift cars for walls and ceiling linings. Note: For all product specifications it is the responsibility of the specifier to confirm specific requirements consistent with Building Code of Australia and any appropriate local building regulations.
Issued September 2009
Section 2:3.5
Product Definitions
Wall Cladding (Fire Retardant) (Dependent upon BCA Deemed To Satisfy fire provisions) Wall Cladding
Lift Car Linings
Shipping
READY REFERENCE
Ready Reference
Area of Application Specific Use Product Section
Column Cladding Window Sills Ceilings
Square Round Computer Decorated
Trade Essentials Craftwood MDF Trade Essentials Craftwood MDF Laminex Structural MR Trade Essentials Craftwood MDF Laminex Aquapanel Laminex Timber Veneer Laminex Metallics Laminate Laminex Fusion Surfaces Trade Essentials Craftwood MR MDF Trade Essentials Craftwood (Thin) Trade Essentials Craftwood MDF Trade Essentials Craftwood MR MDF Laminex Fire Retardant Laminate Laminex Fusion Surfaces Laminex Fusion Surfaces Laminex Aquapanel Laminex Thin Melamine Pre-glued Edging Laminex Thin Melamine Unglued Edging Laminex ABS Edging Formica ABS Edging Formica Melamine Preglued Edging Formica Melamine Unglued Edging Trade Essentials Craftwood PVA Adhesive Trade Essentials General Purpose PVA Trade Essentials Cross Linking PVA Adhesive Trade Essentials Sprayable Contact Adhesive Trade Essentials Brushable Contact Adhesive Trade Essentials Contact Adhesive Thinner Trade Essentials Particleboard Flooring Adhesive Trade Essentials Wet Area Panelling Adhesive Trade Essentials Adhesives Laminex Wall Systems Adhesive Laminex Wall Systems Silicone Trade Essentials Adhesive Cleaner Trade Essentials ABS Edge Strip Cleaner
8.1 8.1 5.7 8.1 5.6 5.17 5.5 5.10 8.2 8.3 8.1 8.2 5.1 5.10 5.10 5.6 5.31 5.30 5.32 6.9 6.10 6.11 8.21 8.19 8.20 8.13 8.12 8.14 8.17 8.18 8.11 5.33 5.34 8.15 8.16
Acoustic Curved
Fire Retardant Signage Mouldings,Trims and Edging Murals Logos Shower Edgings
Adhesives
Sealant
Craftwood Decorative Boards to Particleboard or Timber Timber Joinery Contact (Laminate) Solvent Particleboard Flooring Wet Area Panelling Adhesive/Sealant
Cleaner
Rubber Based Adhesives Edge Strip
Section 2:3.6
Issued September 2009
Section 3
ENVIRONMENTALLY PREFERABLE PRODUCTS
The Laminex Group has always been at the forefront of design and innovation for interior surfaces.The Greenfirst initiative takes innovation a step further by providing you with a range of products that also deliver environmental advantages.
Scientifically based, internationally recognised eco-labelling programs have independently appraised our Greenfirst products. All Greenfirst products have been verified and certified by Good Environmental Choice Australia (GECA). The Laminex Group is the first manufacturer of composite wood panels and laminates to receive the Good Environmental Choice label certification this label is the only Australian environmental labelling program which indicates the environmental performance of a product from a multi-criteria and whole of life product perspective.The Good Environmental Choice label defines certified products as environmentally preferable. Products in the Greenfirst range offer no loss in design flexibility and product functionality and make it simple to identify products that contribute towards the achievement of Green Star credits. The Laminex Group has Green Star Accredited Professionals throughout Australia to assist with product selection and the provision of information for your next Green Star project. The Greenfirst range is now so extensive it can satisfy almost every type of interior space: aesthetically superior, commercially viable and environmentally responsible.
WOOD FIBRE SOURCES The wood fibre for our Australian made MDF and particleboard comes from government and private plantations that follow sustainable forest management practices. A significant proportion of preconsumer recycled and reclaimed wood fibre is used in the production of composite wood panels, giving these products a high eco-preferred content.The vast majority of fibre for our products comes from forests that are part of the international framework of certification schemes.This includes Forest Stewardship Council (FSC), Australian Forestry Standard (AFS) and Programme for the Endorsement of Forest Certification Schemes (PEFC). PAPER SOURCES Decorating papers are sourced from suppliers in Europe, Asia and the USA with suppliers using wood pulp from managed timber plantations. We specify the use of ECF Elemental Chlorine Free bleached pulp for decorative papers. INDOOR AIR QUALITY All composite wood panels are manufactured to comply with the low formaldehyde emission level E1, defined in the Australian Standard AS/NZS 1859. These levels are well below the workplace exposure limit set by the National Occupational Health and Safety Commission.There is also the option of the very low formaldehyde emission
level E0 in certain product offers. All Greenfirst products meet the criteria for formaldehyde within the GECA Furniture and Fittings Standard which is less than or equal to 1.0mg/L. All Greenfirst products contain low levels of Volatile Organic Compounds (VOCs). GREEN STAR COMPATIBILITY Greenfirst products can contribute towards the achievement of Green Star credits. Green Star is a suite of rating tools created by the Green Building Council of Australia to evaluate the environmental design and performance of buildings.The two important Green Star environmental impact categories for Greenfirst products are Indoor Environment Quality (IEQ) and Materials. The table following outlines all the Greenfirst products from The Laminex Group, including applications, products certified by GECA and also the Green Star criteria, to which Greenfirst products can help achieve credits.
LA-2008 GECA 28-2006 Furniture and Fittings
Section 3: 1.1
Issued September 2009
GECA Certified
IEQ-11/13: Volatile Organic Compound
IEQ-12/14: Formaldehyde Minimisation
MAT-7: Joinery
MAT-11/8: Sustainable Timber
Furniture
Storage Units
Wall Linings
Shelving
General Joinery
Partitioning Benchtops
Signage/ Murals
Interior Flooring Mouldings
Edgings
Laminex Vertiboard E0 N/A N/A N/A N/A N/A N/A
Laminex Decorwood
Laminex Structural MR E0
Laminex Melamine Edging
Laminex Redback HPL
Laminex Fusion Surfaces
Laminex Lamiwood
Laminex FSC Timber Veneer Panels
Formica Decorated MDF
Formica Laminate Flooring
Formica Decorative Laminate
Trade Essentials Craftwood MDF
Trade Essentials Particleboard E0
Trade Essentials White MDF
Trade Essentials Whiteboard E0
Trade Essentials PVA Adhesives
ENVIRONMENTALLY PREFERABLE PRODUCTS
N/A Products made completely of laminate are not considered to be composite wood products and are therefore not subject to these Green Star credit criteria (as per Green Building Council of Australia). Please note: This table is correct as of the time of printing. Please check Product Catalogue on website for most current listings.
Technical Data: Greenfirst
Adhesives
Issued September 2009
Green Star - Office Interiors v1.1 / Office v3 Compatibility
Product
Section 3: 1.2
Section 4
DESIGN SERVICES
20-20 Software Products
OVERVIEW IT Bureau, a division of Laminex Group Pty Limited, is the licenced distributor of 20-20 Technologies products and services in Australia. 20-20 Technologies is the worlds leading provider of computer-aided design, sales software, and manufacturing solutions tailored for the interior design industry. This technology offers state-of-the-art marketing, design, specification, photorealistic 3D rendering, and management software for organisations in the residential and commercial interior market.The main office of IT Bureau is based in Melbourne. WHAT ARE THE 20-20 TECHNOLOGIES PRODUCTS AND SERVICES AVAILABLE FROM IT BUREAU? 20-20 Products: 20-20 Design is a software application that assists in designing and visualising interior spaces. 20-20 Virtual Showroom is a consumer engagement rendering tool that can be tailored to suit specific interior built product offers. 20-20 Technologies software is currently used for kitchens and bathrooms, but is expected to be used for all interior spaces of the home including: master
bedrooms, walk in wardrobes, and home theatres. 20-20 Design can allow project builders, cabinet makers, designers and specifiers to adjust plans quicky and easily to suit each specific home buyers requirements. 20-20 Virtual Showroom allows customers to visualise interior spaces before being purchased or built. For any enquiries about 20-20 Technologies products and services please contact IT Bureau directly. SERVICES Phone Support If a customer elects to put their software purchased from IT Bureau on annual Support and Enhancement (see more details below), they will receive phone support on the applications purchased.This support will include; installation of the application, help with features, help upgrading to a new version, and help installing catalogues. Customisation If a customer would like to investigate a customised application they can call IT Bureau. Common items customized include; catalogues, reports, logos, layouts, and showing/hiding features. Catalogues can be built or customised to suit specific customer requirements.
Consultation Service IT Bureau can provide a consultation service to assist the customer in setting up an application or process to work with any applications IT Bureau sells. This could include; making an application work with the customers accounting software, automating common tasks, and setting up a network install. Training IT Bureau provides training on all of the applications sold.This training can be in a classroom or over the web. A customer can also work with the IT Bureau in creating a customer specific training session. Catalogue Design 20-20 Design is based on catalogues of data.These catalogues include; images of each product, available colours, add-ons to each product, preset limitations (example: minium size and maximum size), and pricing for each product.
Section 4: 1.1
Issued September 2009
DESIGN SERVICES
WHAT 20-20 SUPPORT & ENHANCEMENT (S&E) OFFERS 1. Invaluable advice and assitance by telephone, email and fax from a dedicated team.The support line is open 9am to 5pm AEST, Monday to Friday. Help offered by this support includes troubleshooting, technical information and general queries about the 20-20 products.The support line does not offer training, but can arrange for a training consultant to contact you to discuss training needs. 2. Support can help you with installing your 20-20 products. Due to the length of time that can be taken by installations, assistance is available by appointment only. If you have broadband, installation assistance can be obtained over a web conference. During a web conference you can have Support remotely install your software with you. Easy-to-follow documentation will be available with each software update. 3. The opportunity to receive invitations to seminars and trade shows across Australia. 4. Regular major software releases are sent out automatically. 5. Access to helpful resources and software service packs will be available on-line through our website. Support can assist with your website account if assistance is required. 6. A periodic newsletter, NewsBYTE, will be sent out to inform customers of updates, interior design trends and new products and services.The newsletter will also include an FAQ area and a section that will feature the top selections of kitchen, bathroom and office designs submitted by our customers. 7. Access to vendor approved catalogues and updates generic catalogues both on-line and sent out on media periodically.
SYSTEM RECOMMENDATIONS TO OPERATE 20-20 DESIGN Please contact IT Bureau to confirm if your system will be compatible. 20-20 Technologies are currently working towards supporting the latest and upcoming technology. As new hardware and operating systems are supported we will notify you, with customers on active support (S&E) receiving the corresponding updates. EXAMPLES OF 20-20 DESIGN OUTPUTS
IT BUREAU CONTACT DETAILS IT Bureau a division of Laminex Group Pty Limited Suite 12/857 Doncaster Road Doncaster East VIC 3109 Phone: 1800 653 015 Fax: 1800 283 509 Website: www.itbureau.com.au Email Sales: sales@itbureau.com.au Email Support: support@itbureau.com.au
Issued September 2009
Section 4: 1.2
Technical Data: Design Services
Section 5
HIGH PRESSURE LAMINATES
Laminex Fire Retardant Laminate
Laminex Fire Retardant laminate is a melamine surfaced high-pressure decorative laminate specifically designed to meet certain Australian Standards as outlined below.
APPLICATIONS The effectiveness and suitability of Laminex Fire Retardant Laminate must be assessed and determined by the customer to meet project requirements. PRODUCT CHARATERISTICS
Size: 2400mm x 1200mm (other sizes subject to enquiry). 1.2mm, 0.8mm (nominal) 0.8mm: 1kg/m2 approx. 1.2mm: 1.7kg/m2 approx. Flint. Refer to current Product Availability Chart.
Laminex Fire Retardant laminate conforms with AS/NZS 2924.1 for highpressure decorative laminates. Note: Laminex Fire Retardant Laminate is adhered on the surfaces of panels; but the laminate itself has no significant effect on the fire retardancy of the substrate to which it is bonded, so the core construction selected must itself give the required level or fire retardancy PROPERTIES
(AS/NZS 2924.1) PROPERTY REQUIREMENT Resistance to Surface Wear: Initial wear not less than 150 cycles. Average wear not less than 350 cycles. No deterioration other than slight loss of gloss. Gain in weight of not more than 13.5% (0.8mm). No deterioration other than slight loss of gloss and/or colour. No deterioration other than slight change of gloss and/or colour. Dimensional change of not more than 0.70% with grain and 1.2% across grain (0.8mm). Reagents Groups 1 and 2 = No visible change.
Thickness: Weight: Finish: Colours and Pattern Range:
Reagents Groups 3 and 4 = Slight change of colour and/or gloss. Resistance to Not more than slight Colour Change in colour change in Xenon Artificial Light:* arc light (minimum). 6 on Blue Wool Scale Resistance to No deterioration other Cigarette Burns: than moderate change in gloss and moderate brown staining.
* Laminex Fire Retardant laminate has good colour retention and dimensional stability in normal interior applications. However, prolonged exposure to sunlight may cause shrinkage and/or some change in colour. Laminex Fire Retardant laminate is therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result* Range Ignitability Spread of Flame Heat Evolved Smoke Developed 0 0 0 4 0-20 0-10 0-10 0-10 Resistance to Immersion in Boiling Water: Resistance to Dry Heat at 180C: Resistance to Steam: Dimensional Stability:
WHEN SPECIFYING Surfacing shall be Laminex Fire Retardant laminate of a nominal thickness of .....mm, as manufactured by The Laminex Group. Colours and/or patterns shall be ..... in .... finish. SITE WORK NOTES Laminex Fire Retardant can be bonded to a variety of approved fire retardant substrates using Resorcinol Formaldehyde or Neoprene adhesives for best fire retardant properties. Laminex Fire Retardant is not recommended for application directly to plaster, plasterboard or concrete.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
* Results for 0.8 and 1.2mm laminates. Laminate tested free standing.
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 1 1-3 Average Specific 73.4 m2 / kg Extinction Area
1.2mm Laminate unadhered
Resistance to Staining:
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 5: 1.1
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex Squareform Benchtops
Laminex Squareform is a laminated bench top produced to a thickness of 39mm and incorporates a square-shape moulded edge.The radius of the moulded edge is 5mm providing a square look to the profile. Moisture resistant particleboard is used to ensure maximum water resistance. The use of high-pressure laminate on the surface of the bench top provides a hardwearing and durable decorative surface.
APPLICATIONS Laminex Squareform Benchtops are designed for applications such as kitchen worktops, countertops, bathroom vanities and laundry bench tops where a durable decorative surface is required. PRODUCT CHARACTERISTICS
Thickness: Weight: Profile: 39mm 25kg / m2 Square shape, 180 degree rolled edge, 5mm radius moulded top and bottom edges. Natural or Flint Refer to current Squareform brochure Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 1 1-3 Average Specific 46.4 m2 / kg Extinction Area
Laminate non-adhered
Resistance to Steam:
Resitance to Staining:
Finish: Colours & Pattern Range:
The ends of Laminex Squareform Benchtops are not post formed. Colour-matched laminate can be used to cap ends as required.
PROPERTIES Laminex Squareform Benchtops are decorated using high-pressure laminate. The surface hardness of high-pressure laminate provides resistance to surface wear and scratching under normal conditions of use. High-pressure laminate is adhered to the particleboard surface using a durable adhesive, which ensures surface bond soundness.The use of moisture resistant particleboard for substrate ensures structural integrity and added protection against high humidity or occasional wetting.
Resistance to Colour Change in Artificial Light*: Resistance to Cigarette Burns:
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 12 8 8 5 0-20 0-10 0-10 0-10 F(AS/NZS 2924.1) PROPERTY RESULTS Resistance to Surface wear: Initial wear not less than 150 cycles; Average wear not less than 350 cycles Not less than 2.0 Newtons No deterioration other than slight loss of gloss/colour
* Laminex Squareform Benchtops have good colour retention and dimensional stability in normal interior applications. However prolonged exposure to sunlight may cause shrinkage and/or some change in colour. Laminex Squareform Benchtops are therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight.
Resistance to scratching: Resistance to Dry Heat at 180C:
Issued September 2009
Section 5: 2.1
Technical Data: Laminex Branded Products
No deterioration other than slight change of gloss and/or colour Reagents Groups 1 and 2 = no visible change. Reagents Groups 3 and 4 = moderate change of colour/gloss Not more than slight colour change in Xenon arc light (minimum) 6 on Blue Wool Scale No deterioration other than moderate change on gloss and moderate brown staining.
HIGH PRESSURE LAMINATES
WHEN SPECIFYING Surfacing shall be Laminex Squareform Benchop as supplied by The Laminex Group, Pattern shall be ... in ... sizes and ... profiles. FABRICATION GUIDELINES Storage and Handling Store Benchtop elements with protective paper between each element keeping bulk stocks stacked flat and supported. Avoid exposure to low humidity and extreme temperature. Do not slide elements over one another as this may damage the decorative surface, lift carefully instead. Note the weight specification for the product. Preconditioning Prior to installation Laminex Squareform should be allowed to reach moisture equilibrium over a period of 48 hours within the environment of its end use. Remove the packaging to enable this process to occur. Machine Routing Verticle spindle moulding machines with tungsten carbide-tipped cutters operating at 18,000 to 22,000 RPM are preferred for edge finishing and for making perfect mitres.Twin fluted cutters with replaceable tips are recommended for this process. Equipment must have the capability to handle the size of the bench top element.
Machine Sawing Circular saws with 3-4 teeth per 25mm with only a slight set and a saw blade tip speed of 3,000 metre/minute will give a clean cut.Tungsten carbide-tipped blades 300mm to 350mm in diameter and operating at 3,500 to 4,500 RPM are recommended to achieve this. Always cut with face up to minimise surface chipping. For cutting of double-edged post form elements it is recommended to use a saw with a drop down blade (post form saw or scribing saw). The direction of the edge cut must always be towards the post-formed edge and not away from it. A slow feed speed is important in preventing charring of the bench top element when cutting. It is advisable to consult machine or tooling suppliers for optimum operating settings for routing or sawing equipment. Hand Tools and Portable Tools The use of hand tools and portable tools are not recommended for the preparation of benchtop joins. Machine routing and/or machine sawing give superior results. Cut Outs All cut outs must have clean chip free edges and a small (2-3mm) internal radius at corners. Ensure that machined edges of cut outs are sanded smooth and that the top edge of the laminate is arrissed to eliminate stress points. Ragged edges with underside chip out or square cut internal corners provide weak spots for cracking to occur.
Joins Where two fabricated components are to be joined, lightly sand the ends of each component. Apply a complete spread of silicone adhesive or Colorfill Adhesive and Sealant to one surface of the components before clamping them together. Close the join and allow excess adhesive or sealant to squeeze out. Secure the join using work top connectors and clean away excess adhesive with appropriate solvent. If shrinkage of adhesive or sealant occurs re-apply a second application to the outside of the join and wipe away excess. Whenever possible avoid placement of joins close to sink areas. This can minimise the risk of water damage to joins. Where external joins are formed with Postformed components it is important to dull any sharp edges using fine sand paper to prevent injury from accidental contact.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 5: 2.2
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex RedbackTM Laminate
Laminex Redback is a specially formulated laminate which may be readily heatformed down to a radius of 10mm without cracking or blistering. It will form around internal and external bends in any direction to as tight as a 10mm radius with no loss of durability or appearance.
* Laminate unadhered
PRODUCT CHARACTERISTICS
Sizes 3600mm x 1500mm 3600mm x 1200mm 3600mm x 900mm 3600mm x 750mm 0.7mm (nominal) 1.0kg/m2 approx. Gloss, Dimensions, Natural. Refer to current Product Availability Chart.
Laminex Redback conforms with AS/NZS 2924.1 for high-pressure decorative laminates. PROPERTIES
(AS/NZS 2924.1) PROPERTY REQUIREMENT Resistance to Surface Wear: Initial wear not less than 150 cycles. Average wear not less than 350 cycles. No deterioration other than slight loss of gloss. Gain in weight of no more than 14%. No deterioration other than slight loss of gloss/colour. Moderate change of gloss and/or colour. Dimensional change of not more than 0.7% with grain and 1.2% across grain. Reagents Groups 1 and 2 = No visible change. Reagents Groups 3 and 4 = Moderate change of colour/gloss.
* Laminex Redback laminate has good colour retention and dimensional stability in normal interior applications. However, prolonged exposure to sunlight may cause shrinkage and/or some change in colour. Laminex Redback laminate is therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight.
Thickness: Weight: Finish: Colours and Pattern Range:
Resistance to Immersion in Boiling Water:
WHEN SPECIFYING Surfacing shall be Laminex Redback laminate as manufactured by The Laminex Group. Colours and/or patterns shall be .......... in .......... finish. GREENfirst PRODUCT Laminex Redback is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range * ** Ignitability Spread of Flame Heat Evolved Smoke Developed 16 12 4 0 4 1 4 3 0-20 0-10 0-10 0-10 Resistance to Dry Heat at 180C: Resistance to Steam: Dimensional Stability:
Licence Number LA-2-2006
* Laminate adhered to 33mm particleboard with neoprene adhesive. ** Laminate adhered to non-combustible substrate.
Resistance to Staining:
Issued September 2009
Section 5: 3.1
Technical Data: Laminex Branded Products
APPLICATIONS Laminex Redback is widely used for countertops, vanity units, partitions, store fixtures, sills, bars, benchtops, door and drawer fronts and other applications where good appearance, durability and resistance to stain and heat from ordinary sources are required.
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result* Unit/Range Group Number 1 1-3 Average Specific 196.5 m2 / kg Extinction Area
Resistance to Colour Change in Artificial Light*: Resistance to Cigarette Burns:
Not more than slight colour change in Xenon arc light (minimum) 6 on Blue Wool No deterioration other than moderate change in gloss and moderate brown staining.
HIGH PRESSURE LAMINATES
PROCESSING Board Substrate Bend Profile Laminex Redback should be fully supported by substrate when glued. Do not bond directly to plaster, plasterboard or concrete.The correct profile on particleboard or medium density fibreboard can be obtained by using specially shaped router blades with a radius not less than 10mm. Profile should be uniform along the full length of the board with none of the following faults: 1. High spots 2. Bumps 3. Low spots 4. Ridges 5. No surface dust or chips. The profile should be smooth and have a gentle taper leading into the profile from the boards surface. Gluing Trade Essentials Sprayable Contact Adhesives are suitable for gluing the laminate to the boards in conjunction with static post-forming machines. Glue line should be evenly applied to both contact surfaces avoiding lumps of glue, sawdust, chips, etc., as they may fracture the laminate when pressure is applied during bonding. Refer to the adhesive manufacturers directions for correct fabrication instructions. Forming There are three main steps involved in bending Laminex Redback grade. 1. Heat the area to be bent to the required bending temperature. 2. Bend immediately while still at the correct temperature. 3. Cooling of laminate to set formed shape. Heater The most common type of heater consists of a series of ceramic heater segments which are coupled together to form a continuous bar. In most cases Section 5: 3.2
these heaters are set up in banks to allow three heat zones along the machine. Temperature variations during heating can affect the heat up time range and lead to possible failures when bending. As a safeguard against this, regular heat up time checks should be undertaken at the centre and both ends of the machine.The most common method of heat up checking is by placing sample pieces of Redback laminate (say 250mm x 75mm) at the three stations mentioned above. Apply Tempilaq to each piece, time to melt (should be approx. 30 seconds) and then time to blister. If there is a variation in blister time between any of the laminate samples of 5 seconds or more, then adjustment of the heater bar may be necessary. Refer to the machine manufacturer for guidance. Heater Set Up Procedure 1. Elements must be centred over the bend to be made. 2. Usually the heater elements are closer to the work surface at each end than at the centre.The reason for this situation is to compensate for the heat loss around each end of the machine. 3. Heater height above the laminate surface is determined by the time it takes the laminate surface to reach a temperature of 163C which should be between 25-30 seconds. This can be controlled by either adjusting the elements temperature, the height above the laminates surface or speed of motor drive conveyor in the case of a continuous forming type machine. The surface temperature can be determined by using a temperature indication crayon or liquid, eg.Tempilaq. 4. For a wide bend, the elements can be gently moved backward and forward to give a greater heat spread and maintain a surface temperature of 163C in 25-30 seconds.
Bending Time Bending times in the order of 30-50 seconds are generally accepted as practical.To establish bending time, use the following method: 1. Taking an offcut from a part of the sheet adjacent to the area to be formed, determine the blister time (a bubble raised on the heated surface) with a stopwatch. (Normally around 45-60 seconds). 2. Bend time: (Time to obtain forming temperature.) Bend time = 60% of blister time, eg. if the blister time was 60 seconds then bend time would be 60 x 60% = 36 seconds. If any tightness on bending is detected, there is the potential to increase the time to 80% of blister time without any problems. Note: The pattern colour, sheet thickness, as well as room, board temperature or speed of movement of forming (continuous type machine) may affect the heating time due to the differences in heat absorption. Bend range is normally around 25 seconds if all above steps have been performed. If no offcut of the material to be formed is available, then the bend time can be approximated by heating the area to be bent to the required bending temperature of 163C at a heat up time to Tempilaq melt of 30 seconds. Allow a further 5 seconds for the core material to reach temperature then make the bend. Again, if any tightness is detected, extend time by a further 5 seconds. The operating window can be widened if necessary by slowing the heating time such that a surface temperature of 163C is reached in 40 seconds.The slower heating rate will lengthen the blister time and bending can be achieved at 47 seconds heat time.
Issued September 2009
HIGH PRESSURE LAMINATES
Making the Bend Firstly, the ends of the laminate sheet 8cm either side of the centre line of the bend should be filed smooth to remove any edge chips or small cracks. These may start larger cracks leading into the sheet when bending. The laminate should then be glued flat and pressed down and rolled, leaving the laminate for the bend clear of the boards. If using a contact adhesive, ensure adhesive is sufficiently dry and all solvents evaporated before making the bend. The laminate and board should then be accurately located in the forming machine so that the bend is made in the correct position, not pulling the laminate around the profile under too much tension. The sheet is formed immediately after the correct heat up procedure is completed and is then held in position while the area of the bend is allowed to cool down. Usually 15-20 seconds is sufficient to permanently set the laminate in position and shape. 1. Temperature should have reached bend temperature along full bending length. 2. If too much bar tension (ie. the benchtop core is placed in the machine too far forward) on the bend, tension cracks along both top and bottom radius may occur. This cracking is usually evident immediately after the top is removed from the machine. 3. Too little pressure will leave a gap between the laminate and the board, leaving this susceptible to impact cracking.
Use of a hand roller may be required to press the moulded laminate onto the boards so that contact adhesive can bond properly. Coved Splashbacks or Up-Stands (also refer to appendix 6.2-6.3 regarding proximity of splashbacks to heat sources) When splashback or up-stand is required, it is necessary to lay out the top to determine the correct dimensions for each section of the benchtop. Assume the total width of the benchtop including splashback is 600mm with the overall height of the splash-back being 100mm from the top of the benchtop.
Fig. 1.
must be employed to ensure an even thickness between both components. The top is now ready for post-forming. It is important that all other forming functions are completed prior to the coving operation. Premature forming of the cove section may result in insufficient room in the machine to carry out the front edge forming. FORMING THE COVER SECTION Once all other forming sections have been completed, heat up the cove rod on your machine. a. Invert the benchtop and align the 14.5mm grooved section with the machine indexers provided in the recessed aluminium channel, so the section to be coved will fall directly over the coving rod. Pull firmly so as to align the back edge of the benchtop component with the inside of the coving rod.This will ensure correct alignment of the benchtop. Remove the indexers before applying platen pressure.
Having determined the dimensions of each component, prepare the blanks and laminate and bond together ensuring that a spacer block 14.5mm wide (for 19mm diameter coving rod) is used to guarantee an exact dimension between benchtop blank and splashback component.
Fig.2.
b. Lower the top platen of the press. Apply 163C Tempilaq to a section of the groove, ensuring that a melt time of around 30 seconds is achieved. Once the Tempilaq commences to melt, slight hand pressure should be applied to the splashback component, it will usually fall down under its own weight. When the splashback component has formed to 90 degrees and is hard against the machine frame, clamp splashback in position with clamps provided with the machine.
After bonding of both components to the laminate, care should be taken when rolling to ensure edge cracking does not occur between the splashback and top component. Should the splashback be of a different thickness to the benchtop, then accurate packers
Issued September 2009
Section 5: 3.3
Technical Data: Laminex Branded Products
HIGH PRESSURE LAMINATES
This total operation should take no more than 45 seconds. Should the time be faster or slower, then adjustment of the heat setting on the coving rod will be required. c. Now fit the timber coving profile in position and fix in both directions with screws or staples ensuring the cover section remains hard against the machine frame. Warning: Speed is essential during the fixing of the timber coving profile as extensive delay in removing the benchtop from the machine may result in scorching or blistering of the laminate. Should large tops be required for fabrication where long delays would be obvious, then it is suggested that a special table be constructed to enable the fixing of the timber coving profile away from the post-forming machine. d. Once coving profile has been fixed into position it will be required to check that the splashback is square to the benchtop. Usually the cove section will want to fall away. Avoiding this will require the fixing of temporary plates to each end of the blank to hold it square until the adhesive dries along the timber coving profile and the laminate cools. Extended Drop-Fronts Benchtops Some specifications require the fabrication of extended drop-down front edges usually between 200mm and 250mm deep.These applications are usually used in motel and hotel vanity units, reception counters, etc. It is therefore important to be aware of the formula required to achieve this result. Details of the mathematical specification for 16mm and 33mm thickness benchtops are as follows:
a. 16mm thickness benchtop with 10mm radius
Note: a. The rate of forming depends primarily upon the amount of energy fed in, the thickness of the high-pressure laminate, the radius of curvature to be formed and whether the laminate is to be formed parallel to, or across, the direction of its sanding. But when a laminate must be formed around a 10mm radius across the direction of sanding, the bend time (of 60% of the blister time) should be adhered to.The laminate will always bend more easily in a direction parallel to the direction of sanding. b. The formed laminate must be cooled in its shape to prevent it from springing back. In electrically heated equipment this is achieved with a draught of cool air or by a wet sponge. c. Providing it is not exposed to extremes of temperature or high humidity, Laminex Redback should have a shelf life of up to 12 months, however, it is strongly recommended that stocks be rotated as often as possible. d. This information is intended as a guide and should not necessarily be regarded as applying to all situations. It is therefore advised that if problems arise which are not covered, then the technical services section of Laminex should be contacted through your local branch. e. The data here in is believed to be accurate to the best of our knowledge, but users should carry out their own assessment of the product to satisfy themselves that it is suitable for their requirements.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Then allow 0.5 to 1mm for additional clearance which would give a suggested dimension at X of 12.5mm. b. 33mm thickness benchtop with 15mm radius
In all cases it is important that the 1mm bevel be applied to the bottom of the front edge of the benchtop section.This bevel enables additional clearance for the drop-down component to clear when being bent into position. The most common problems in post-forming are normally caused by:
Cracks Dirty and/or uneven cores. Rough cores. Cold cores. Insufficient heat. Uneven heat distribution. Element too far from laminate. Wrong heat up rate. Uneven heat distribution. Warped material.Too much heat. Insufficient heat. Not enough glue. Insufficient pressure.
Blisters
Delamination
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Greenfirst
Section 3:1
Section 5: 3.4
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex Chemical Resistant Laminate
Laminex Chemical Resistant Surfaces are a high-pressure decorative laminate manufactured to have improved chemical, stain and abrasion resistance. It will form around internal and external bends to a 15mm radius in the longitudinal direction without cracking or blistering.
The rounded edges eliminate joins or seams which may permit chemical penetration into the edges. PRODUCT CHARACTERISTICS
Sizes: Thickness: Weight: Finish: Colours and Pattern Range: 3600mm x 1200mm 0.8mm (nominal) 1.0kg/m2 approx. Natural Refer to current Product Availability Chart.
Resistance to Immersion in Boiling Water: Resistance to Dry Heat at 180C: Resistance to Steam: Dimensional Stability:
PROCESSING Board Substrate Bend Profile Laminex Chemical Resistant Surfaces must be fully supported when glued down. Keep joins away from sink areas. Do not bond directly to plaster, plasterboard or concrete. The correct profile on particleboard or medium density fibreboard can be obtained by using specially shaped router blades with a radius not less than 15mm. Bend Time The bend time can be approximated by heating the area to be bent to the required bending temperature of 163C at a heat up time to Tempilaq melt of around 30 seconds. Allow a further 10 seconds for the core material to reach temperature, then make the bend. Extended Drop-Front Benchtops Some specifications require the fabrication of extended drop-down front edges usually between 200mm and 250mm deep. It is therefore important to be aware of the formula required to achieve this result. Details of the mathematical specification for 16mm and 33mm thickness benchtops are as follows:
Resistance to Staining:
Cone Calorimeter AS/NZS 3837:1998 (Irradiance of 50kW/m2) Classification Result* Unit/Range Group Number 1 1-3 Average Specific 155.0 m2 / kg Extinction Area
* Laminate unadhered
Resistance to Colour Change in Artificial Light*: Resistance to Cigarette Burns:
Laminex Chemical Resistant Redback conforms with AS/NZS 2924.1 for highpressure decorative laminates.
* Laminex Chemical Resistant Surfaces has good colour retention and dimensional stability in normal interior applications. However, prolonged exposure to sunlight may cause shrinkage and/or some change in colour. Laminex Chemical Resistant Surfaces is therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight
Issued September 2009
Section 5: 4.1
FIRE TESTS
Technical Data: Laminex Branded Products
APPLICATIONS Laminex Chemical Resistant Redback is unaffected by many solvents, dyes, alkalies, acids and other chemicals. It is an ideal surfacing material for laboratories, hospitals, schools and factories where resistance to chemical attack and durability is required.
PROPERTIES
(AS/NZS 2924.1) PROPERTY Resistance to Surface Wear: REQUIREMENT Initial wear not less than 150 cycles. Average wear not less than 350 cycles. Moderate loss of gloss. and/or colour. Gain in weight of not more than 18%. No deterioration other than slight loss of gloss/colour. Moderate change of gloss and/or colour. Dimensional change of not more than 0.7% with grain and 1.2% across grain. Reagents Groups 1 and 2 = No visible change. Reagents Groups 3 and 4 = Slight change of colour/gloss. (see chemical list for selected reagents) Not more than slight change in Xenon arc light. Grey Scale: >4 at Blue Wool Scale: 6 No deterioration other than moderate change in gloss and moderate brown staining.
WHEN SPECIFYING Surfacing shall be Laminex Chemical Resistant Surfaces as manufactured by The Laminex Group. Colours and/or patterns shall be .......... in .......... finish.
HIGH PRESSURE LAMINATES
a. 16mm thickness benchtop with 15mm radius
Then allow 0.5 to 1mm for additional clearance which would give a suggested dimension at X of 10.5mm. b. 33mm thickness benchtop with 15mm radius
SCIENCE LABORATORIES Acids Acetic Acid, Acetic Acid (Glacial), Chromic Acid, Citric Acid, Dichromate Cleaning Solution** Formic Acid, Formic Acid, Hydrochloric Acid, Hydrochloric Acid, Nitric Acid, Perchloric Acid, Phosphoric Acid, Sulphuric Acid, Sulphuric Acid, Sulphuric Acid, Alkalis Ammonium Hydroxide, Barium Hydroxide Calcium Hydroxide Potassium Hydroxide, Potassium Hydroxide, Sodium Carbonate, saturated Sodium Hydroxide, Sodium Hydroxide, Sodium Hydroxide, Sodium Silicate Solvents Acetone Amyl Acetate Benzene Carbon Tetrachloride Cresol Dioxane Ethyl Acetate Ethyl Alcohol Ethylene Glycol Furfural Isopropanol Methyl Alcohol Methyl Ethyl Ketone Methylene Chloride Mineral Spirits Naphtha N - hexane Tetrahydrofuran Trichloroethylene Toluene Xylene Other Reagents Calcium Hypochlorite Copper Sulfate, Ferric Chloride, Phenol, Phenolphthalein, Potassium Permanganate, Sodium Bisulphite Sodium Chloride Zinc Chloride HOSPITAL AND HEALTH CARE Amyl Alcohol Aniline Blue, Bromocresol Green Solution* Bromothymol Blue, Carbol Fuschin Chloroform Coal Tar Solution, Crystal Violet Detachol Adhesive Remover Eosin Solution* Ethyl Alcohol Ethyl Ether Eucalyptol Ferric Subsulphate Purified, Formaldehyde, Gentian Violet, Giemsa Bloodstain* Glycerinum Iodine Compositum* Haematoxylin* Hydrogen Peroxide, Hydrogen Peroxide, Iodine Tincture, USP, Isopropyl Alcohol Methyl Alcohol
40% 98%* 60%** 10% 10%* 85%* 3%* 7%** 5%** 60%** 85%* 5%* 11%* 33%** 28% 15%* 42%* 8% 24%* 50%*
Methyl Orange, Methyl Red Methylene Blue Mineral Oil Petroleum Jelly Povidone Iodine* PVP Iodine Swab* Silver Nitrate, Steri-strip, 1544 Benzoin Tincture Sudan III Tincture Benzoin Compound Wrights Blood Stain* Zephiran Chloride, Zinc Oxide DENTAL SUPPLIES Acrylic Bonding Cement* Amalagam Disclosing Tablets Enthat Phosphoric Acid Etch, Eugenol Fluoride Rinse Germicidal Disposable Cloth GENERAL REAGENTS Cellosolve Detergent Disinfectant Kerosene Disinfectant Methylated Spirits Nail Polish Remover Petroleum Jelly Pine Oil Sodium Hypochlorite, Sodium Hypochlorite, Trisodium Phosphate, Unleaded petrol Urea, Vegetable Oil
0.04%
10%*
17%
37%*
In all cases it is important that the 1mm bevel be applied to the bottom of the front edge of the benchtop section.This bevel enables additional clearance for the drop-down component to clear when being bent into position. Note: Bending across the direction of sanding is not recommended with Chemical Resistant Surfaces. For all other processing details refer to Laminex Redback Technical Data Sheet. CHEMICAL RESISTANCE Laminex Chemical Resistant Surfaces have been rated for the following list of chemicals and reagents in relation to 16 hours covered exposure at 2022 degrees C. Many reagents listed below will not damage the laminate surface.Those reagents labelled with an asterisk (*) may cause slight change in gloss or colour, depending upon the duration of exposure whereas those labelled with two asterisks (**) will cause marked or severe damage. As with all fine cabinetry surfaces, Laminex recommends prompt cleanup of all spills using water, a cloth and mild detergent. A slight loss of gloss can occur from harsh rubbing. Never use abrasive cleaners. It is always a good idea to obtain large size samples and perform in- situ tests with chemicals most likely to be in contact with the laminate before purchasing. Section 5: 4.2
5% (White King) 13% (White King) 30% 6.6%
10% 10% 85% 1% 2%*
2.5%* 0.1% 20%
HARSH HOUSEHOLD PRODUCTS Bluing*: Bluo liquid blue laundry brightness. Ceramic Cook Top Cleaners*: Cook Top cleaning crme for smooth top ranges. Chlorine Bleaches: White King regular bleach, Pine O Cleen bathroom power foam bleach. Coffeepot Cleaners*: Glitz calcium scale and rust remover, Rubbedin descale magic. Countertop Cleaners: Ajax Spray n Wipe, White King multi surface spray, Pine O Cleen orange oil antibacterial. Crystal Drain Openers*: Drano drain cleaner crystal sachet, Diggers caustic soda. Hair Colourings*: Miss Clairol crme formula black velvet, Clairol Pure White crme developer Lime Removers*: Rubbedin kettle magic, Lime-A-Way. Liquid Drain Openers*: Drano drain cleaner gel. Metal Cleaners*: Brasso metal polish, Silvo metal polish. Mildew Removers: Selleys rapid mould killer, Pine O Clean bathroom power foam bleach, Exit Mould stain remover. Oven Cleaners*: Mr Muscle heavy duty oven cleaner, Easy-Off Oven heavy duty cleaner. Rust Removers**: C L R all purpose cleaner, Wattyl kill rust, Dulux quit rust. Toilet Bowl Cleaners:Toilet Duck fresh pine toilet cleaner, Harpic white & shine bleach gel toilet cleaner, Pine O Cleen foam bathroom cleaner, White King lemon fresh toilet gel cleaner, Note: Some reagents will become more concentrated if allowed to evaporate on the laminate. It is therefore recommended that all spillages be washed and rinsed off the laminate as soon as possible.
13-14% 37% 1% solution*
General Site Work Notes
3% 20% 2%*
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex Metallics
Laminex Metallics are high pressure laminates manufactured with genuine decorative metallic foils. The surface of these products is coated with a protective lacquer similar to a good quality timber lacquer.
Metallic finishes are recommended for light duty interior applications only.They are not recommended for heavy usage areas such as worktops, bars, tables, kitchen splashbacks or kick boards Laminex Metallics are not heat formable. PRODUCT CHARACTERISTICS Sizes: 2400mm x 1200mm Thickness: 0.8mm to 1.3mm Weight: 1.5kg/m2 approx. (1mm) FIRE TESTS
(Typically achieved when tested to Cone Calorimeter, AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result* Unit/Range Group Number 1 1-3 Average Specific 80.3 m2 / kg Extinction Area
CARE & MAINTENANCE Caution Laminex Metallics are intended for interior use in vertical decorative applications.The lacquered surface of Laminex Metallics has similar properties to a high quality wood lacquer, thus the surface could be damaged by hard objects and some solvents.The metallic surfaces have low resistance to impacts and low resistance to abrasion. Avoid the use of solvents for cleaning purposes. Any spillage of liquids should be removed as soon as possible. Do not use abrasive cleaners, even those in liquid form. Laminex Metallics should be cleaned with a soft, moist cloth or moist chamois leather and then dried with a soft, dry cloth. A mild cleaning agent such as glass cleaner can be used to remove smudges and smears. Do not place hot objects on or near the surface nor expose the surface to hot water or steam. Laminex Metallics laminates are not recommended for use in areas of high humidity such as in bathrooms or laundries as exposure to
SITE WORK NOTES Laminex Metallics laminates come protected with a plastic film that should be left attached while the laminate is being processed.The plastic film should not be exposed to direct sunlight as it may degrade making removal more difficult and the film should be removed within 6 months of receiving the laminate. Ensure that checks for colour, colour uniformity and surface defects are performed before the job is started. Use laminate from one production batch for a job as small variations in appearance can occur batch to batch due to the production process of the metallic foils. Laminates should be stored horizontally. If this is not possible, it is recommended to store the sheets propped up on their long edge against a wall but fully supported at an 80 degree angle. Condition for at least 48 hours in the same environment as the substrate.
*0.8mm Laminate unadhered
Issued September 2009
Section 5: 5.1
Technical Data: Laminex Branded Products
APPLICATIONS Laminex Metallics are ideal for walls, doors, feature paneling, room dividers, exhibition stands and shop fittings (displays, stands, etc.). Other uses include fireplace and kitchen hoods, lift linings and many other areas where a metallic look is desired.
WHEN SPECIFYING Surfacing shall be Laminex Metallic laminate as supplied by The Laminex Group. Colour/Finish shall be ..........
moisture for prolonged periods can cause corrosion of the metallic surface and/or delamination. Protect from strong, direct sunlight as continuous exposure may cause discolouration or fading to the surface over time.
HIGH PRESSURE LAMINATES
When processing, ensure that the adjoining sheets are running in the same orientation otherwise variations in appearance may occur. Laminex Metallics can be sawn, drilled and milled like standard high pressure laminates. It is advisable to use carbide-tipped cutting tools. When cutting, the decorative surface should always face upwards. Laminex Metallics should be bonded to Trade Essentials Particleboard or Craftwood MDF using Trade Essentials Contact Adhesives or Cross-Linking PVA adhesives. Laminate should be fully supported when glued. Do not bond directly to plaster, plasterboard or concrete. If heating adhesives the temperature should not exceed 60C (140F).Two component epoxide glues and polyurethane adhesives can also be used but care must be taken that the glue residues are completely removed from the surface before they harden. Condensation resin glues such as urea are not recommended as the acid released during hardening can adversely affect the metallic foil. When pressing the laminate to a substrate, a thin protective soft layer (eg. paper) should be placed on top of the metallic surface. Avoid excess glue coming in contact with the unprotected metallic surface. Use only sufficient pressure to ensure a good bond. During cutting and machining a slight burring may occur on the new edge. This can be removed by careful use of a fine file. Note:This technical data does not apply to Brushed Stainless Steel or Steel Wave.
General Site Work Notes
For these products refer to the Laminex Stainless Steel Technical Data Sheet.
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 5: 5.2
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex Aquapanel
Laminex Aquapanel is a melamine surfaced highpressure decorative laminate specifically designed for areas where resistance to moisture is required. The strong and durable 2.7mm sheets feature a black core allowing the distinctive black edge to be exposed in applications.
Colours: Thickness: Weight: Decorated:
Core:
APPLICATIONS Laminex Aquapanel is ideal for: Lining in shower recesses, bathrooms, and laundries, Splashbacks over sinks, basins and laundry troughs Lining buses, caravans and boats. Shopfitting and commercial applications Wall Panelling and Partitioning Although Laminex Aquapanel is designed for use in wet areas, this material must not be immersed in water for lengthy periods nor should it be continuously exposed to saturated moisture conditions. Decors and Patterns Refer to current Laminex Aquapanel brochure for decors and patterns available. Accessories Refer to Section 5:28 for Fixing Systems Product information. Refer to Section 5:33 for Laminex Wall Systems Adhesive Product information. Refer to Section 5:34 for Laminex Wall Systems Silicone Product information.
Issued September 2009
Sheet Dimensions: (Sheet sizes vary by dcor) 1800mm x 900mm 2400mm x 900mm 2400mm x 1200mm 3000mm x 1200mm** Warranty: (Australia) 7 Year Limited Warranty * Tile and Ripple not made double sided. ** Tile and Ripple only.
COMPLIANCE Laminex Aquapanel is tested to AZ/NZS 2924.1 for high-pressure decorative laminates and has been approved by government bodies. It conforms with building code Australia and specific state regulatory (where applicable) for moisture resistant classification. WHEN SPECIFYING Material shall be Laminex Aquapanel as supplied by The Laminex Group. Colour or pattern shall be in .. Finish. CARE AND CLEANING Laminex Aquapanel is easy to clean. Clean the sheet surface with warm water and mild liquid detergent only. Do not use abrasive cleaners, waxes or polish on the surface.
Preconditioning Aquapanel should be unpacked and protective cover removed at the fitting site and allowed to stand for at least 48 hours prior to cutting and installing to allow the sheets to breathe and reach moisture equilibrium. Preparation Choose your starting point with the whole job in mind. Starting off with straight and plumb walls will help with whole job. Mark areas that need packing using a straight edge or square. Checking your levels and plumbs regularly will keep the job tidy and assist with installation. Check the Laminex Aquapanel for squareness in case re-sizing is needed. If using Laminex fixing system profiles check for fit and if necessary plane or sand the back edge of the laminate to ease the fitting.
Section 5: 6.1
Technical Data: Laminex Branded Products
Laminex Aquapanel has a moisture resistant backing, and a balanced construction ensures board flatness. It has excellent impact strength, which is more than adequate for normal applications, enabling supporting framework to be spaced at 450mm centers. It is available in a range of finishes and colours / patterns.
PRODUCT CHARACTERISTICS
Finishes: (Finishes vary by colour/pattern) Glaze, Gloss,Tile, Ripple Refer to product brochure 2.7mm (Nominal) 4.4kg/m2 approx. One Sided (Double sided by special order enquiry)* Black
SITE WORK NOTES Storage and Transport Sheets should be transported flat with minimum flex. Bulk stocks of Aquapanel should be stored flat on pallets and covered with a polythene type sheeting to avoid dust penetration. Before installation store sheets upright on the longest edge and face to face on the decorated surface. Keep the work area clean. Lift sheets carefully. Do not slide on decorative surface or use as a work surface.
HIGH PRESSURE LAMINATES
PROPERTIES
Property Application Dimensional Tolerance Cone Calorimeter BCA Group Number Average Specific Extinction Area Resistance to surface wear Resistance to immersion in Boiling Water: Resistance to dry heat at 180C: Resistance to Steam: Dimensional Stability: Resistance to impact by large diameter ball (324g) Resistance to Scratching Resistance to Staining: Unit Measure Standard VGS (Vertical General Purpose Standard) AS/NZ 3837 Rating 3 m2/kg 134 Initial wear not less than 50 cycles. Average wear not less than 150 cycles. No deterioration other than slight loss of gloss. Gain in weight of not more than 4.0% No deterioration other than slight loss of gloss &/or colour No deterioration other than slight change of gloss and/or colour Dimensional change of not more than 0.3% with grain and 0.65% across grain. No visible damage at a drop height of 100cm other than an indent of 10mm diameter Min. 1 Newton force Reagents groups 1 & 2 = no visible change, Reagents groups 3 & 4 = slight change of colour and/or gloss Not more than slight colour change in Xenon arc light (minimum). Blue Wool: 6 No deterioration other than moderate change in gloss and moderate brown staining No worse than hairline cracks across surface and/or edges, visible under x6 magnification No worse than a slight change of gloss/colour, or hairline edge cracks or slight edge swelling after 2 days
mm
+10/ 0mm
AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1
Drill holes into the sheet with highspeed twist drills. Use a hole saw for holes for edges larger than 18mm in diameter. Drill holes 2mm oversize to allow for expansion. Fixing Systems When using Laminex fixing systems, using the Laminex Mitre Box and Saw is recommended to assist in creating correct mitred angles on profiles. Place sticky tape over the section of profile or keep in protective cover when placing in the Mitre Box to keep the profile in good condition.
AS/NZS 2924.1 AS/NZS 2924.1
Resistance to Colour Change in Artificial Light*:
AS/NZS 2924.1
Resistance to Cigarette Burns: Resistance to Crazing (Test 25): Resistance to Moisture at 65C#
AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1
Additional relevant properties included.
* Laminex Aquapanel has good colour retention in normal interior applications. However prolonged exposure to sunlight may cause some change in colour. Laminex Aquapanel are therefore not recommended for exterior applications or interior applications with prolonged exposure to direct sunlight. # Slight to moderate gloss change can occur in glossy laminate due to the high gloss level. Not applicable to Ripple low duty wear, average wear point of 10 cycles
Preparation contd Laminex recommends that Aquapanel should be attached to a dressed timber frame with no more than 450mm between horizontal and vertical studs or battens. Cutting and Drilling Always cut sheets with the decorative surface face up. Cutting stroke should be down into the decorative surface.To cut use a fine tooth hand or power saw, (10 12 teeth per mm), masonry cutting disc, fine tooth band saw or fibro Section 5: 6.2
cement cutters. Note: Jig saws are not recommended but if using cut with an upward stroke and cut from back of sheet). Clean all edges with a fine file, sand paper or plane to ensure there are no burrs or flattened edges.This will assist in inserting the sheet into fixing systems with minimum fuss. As with all woodworking, always ensure you wear the appropriate safety gear, including dust mask, eye protection and hearing protection.
Preparing the Substrate and Installing Ideally sheets should be attached to a dressed timber frame with no more than 450mm centers.You will need to install batons at 450mm intervals and at the sheet joins if there are not existing batons in place. Standard plasterboard can also be used in low humidity applications such as corridors. When adhering to plasterboard and cement sheet board in wet area, it must be moisture resistant.
Issued September 2009
HIGH PRESSURE LAMINATES
If installing the capping profile along the top edge of the sheet, make sure to cut the internal joiner 7mm shorter than the sheet. If installing a base profile along the bottom edge of the sheet, make sure to cut the internal joiner 3mm shorter than the sheet. Refer to mitre joints for more information. Next, seal the joins by squeezing a bead of Laminex Wall System Silicone down the inside edge of the fixing profile.
Insert Step 6
Measure your areas carefully.Then cut fixing systems and sheets one at a time as they are required. To begin, install the fixing system profiles along the first edge. Internal corners require the use of an internal 90 profile so it is important to ensure the facing walls are square and plumb. Measure the height of the fixing profile required. Depending on the height of the walls of your room, the fixing profile may require a join. Mark and cut to required length. Keep in mind that if the fixing profile runs down to a shower base, you should not fix the profile below the top of the base.This will prevent water from seeping behind your wall. Double check measurements and cut the internal corner profile to length and install using galvanised flat head nails. Ensure you punch in the heads of any nails. Now youre ready to install your first sheet. Insert Step 2
Place the sheet back into the fixing profile.You can put the next fixing profile into place while the first sheet is still slightly tacky. Now firm the sheet with a tap to ease the sheet into its fixed and final position. DO NOT fix the sheet too tightly into the fixing system.They are specifically designed with a stop on the inside of the trim that allows for the sheet to expand or contract with changing room temperatures and humidity levels. Insert step 7
Do not over fill expansion gap with silicone sealant as this will prevent natural movement of the sheet. Insert Step 5
Apply a 5mm bead of Laminex Wall Systems Adhesive to the frame, where it will come into contact with the sheet. Put the sheet that has been cut to size into place. Then, apply a little pressure against the sheet, so it comes into firm contact with the adhesive. Now gently remove the sheet and allow the adhesive to become tacky.This takes approximately five to fifteen minutes depending on climatic conditions.
Divisional Profile Divisional profiles are designed for walls that require two or more sheets to span the area. Make sure the previous sheet is installed square and plumb, then slide the Divisional profile onto the sheet edge, checking measurements once more. Allow for 7mm overlap if you are planning to install the capping profile or 3mm for base profile. Once you are satisfied with the fit and alignment, remove the Divisional profile; apply a bead of Silicone down the inside edge of the profile.Then simply slide the profile back into place. Nail the Divisional profile in place.
Measure the size of sheet and cut as required. If fixing around pipes or taps, you can drill straight through the sheet to create the hole size required. For larger cutouts begin by drilling small pilot holes.
Issued September 2009
Section 5: 6.3
Technical Data: Laminex Branded Products
HIGH PRESSURE LAMINATES
Fit the next sheet as before, ensuring that the appropriate method of adhering is followed. External Corners External corners are also required to be 90. Carefully measure the sheet to ensure the fit into the previous profile is correctly aligned, then mark off the edge to be cut, taking care to ensure that the fixing profile is square and plumb with the edge of the wall and the sheet. Once satisfied that the sheet is correctly aligned, mark the sheet and cut as before, ensuring that the edges are smooth and free from burrs or flattened ends.
Capping and Base Capping and base profiles complete the installation by finishing the top and bottom of the sheet neatly. Capping and base profiles are best installed as a continuous length across the sheets.You may need to run these around corners, depending on your job. Firstly, starting from an internal or external corner, measure up the required length for installation. Simple divisional profiles can be run flush up to the Capping profile at 7mm from the top, or down to the Base profile at 3mm from the bottom.
Mitred Joints If you need to cut mitred joints, we recommend you use the patented Laminex Mitre Box and Laminex Mitre Saw to help you cut 45 and 90 angles. The Mitre Box has a unique base specially designed to fit the Laminex Fixing System. To cut 90 angles, insert the fixing profile into the Mitre Box. Using the Laminex Mitre Saw, make a straight cut through the profile. Always check your measurements.
Capping profile
7mm Divisional profile Corners are more detailed but are still easy. Measure the length required, and then, to allow for the join, measure up a rebate to cut from the Capping end. Where a Capping profile joins with a vertical (divisional, external, internal) profile, you need to allow for overlap. Trim the back flange of the capping profile to accommodate the overlap.
45 cuts can be made in both inward and outward faces.This allows for both internal and external corners, giving your job a professional finish.
Divisional profile 3mm
Base profile Refer to the Fixing Systems Product information (pg 5.28). Check the fit in the external profile to ensure accurate fit with the wall and re-check your levels once more. Apply a bead of Silicone down the inside edge of the External profile and slide the profile onto the sheet, remembering to allow for the Capping or Base profile if required. Nail the External profile in place. Completing the Installation Carefully seal all gaps around any exposed edges of the sheet with Laminex Wall Systems Silicone. Pay particular attention to wet areas such as shower bases and around any cut-outs in the sheets.
After you have located the rebate, check the fit once more.
Section 5: 6.4
Issued September 2009
HIGH PRESSURE LAMINATES
When inserting fixtures, make sure that the holes and cut-outs are slightly larger to allow for expansion. Always ensure that the holes are sealed with silicone to prevent moisture penetration. If fitting a load bearing item such as a towel rail or shelving, fix through the sheet and into a wall stud or noggin. Make sure you apply Laminex Wall System Silicone to seal any penetrations. SILICONE JOINS If Laminex fixing profiles are not being used to join sheets, a simple butt join can be used.The cutting and machining of each sheet (tile and patterns particularly) is critical to the overall appearance of the finished job. Apply bond breaker tape to the timber frame at the centre of the join before fixing sheet to wall. Always leave a minimum 3mm gap between the sheets. (Use an offcut of the sheet as a spacer). Sheets are then installed as previously detailed with a 5mm bead of adhesive applied to all studs in contact with the sheet.
the sides of the joint. The tooling action should positively force the sealant into the joint. Note: The thickness of any solid material inserted between gaps must be added onto the recommended gap measurements. Fill the gap with silicone, slightly overfilling. Figure 10 Product Catalogue
humidity greater than 65%, standard plasterboard should not be used. In wet areas, moisture resistant plasterboard or cement sheeting is required. Walls subject to possible dampness or high moisture pick-up should not have Aquapanel fixed direct, but installed to dressed timber frame or the wall surface must be waterproofed with an impermeable membrane. Installation requires the following: All surfaces must be clean and free of grease, oil, dust and paint. Walls must be completely dry. If subject to possible dampness then a timber frame must be used, or the wall completely sealed. Walls must be flat and square. Aquapanel will not conform to an uneven surface. Clean surface with a solvent such as IPA (Isopropyl Alcohol) or white spirits using a two wipe method. (Apply the solvent with a clean cloth, then dry off with a second clean cloth before the solvent has flashed off). Use fixing system profiles in these applications. Method of Application As described for typical installations for profiles, except the sheet is bonded directly to the moisture resistant plasterboard or cement sheet using the following method: Run a 5mm bead of adhesive around the edge of the sheet. Use a zig zag pattern of 5mm bead of adhesive making sure that the bead is within 15 - 20mm of the edges of the sheet. Press the sheet against the wall to transfer the adhesive to the wall. Remove the sheet and hold away from the wall to allow adhesive to become tacky. This will take approximately 5 15 minutes depending on climatic conditions. Once tacky, press the sheet back against the wall and continue as before.
Use a wet spatula to trowel off the excess and remove the strips of tape. Figure 11 Product Catalogue
Bond Breaker Tape
Use a damp cloth or mineral turpentine to immediately remove any excess silicone from the sheet to prevent etching of the surface. Run masking tape down the sides of each join and apply Laminex Wall Systems Silicone to fill the expansion gap between the two sheets. Trowel off any surplus, remove masking tape and wipe off any excess silicone on the surfaces using a damp cloth or mineral turpentine. Tooling All sealant must be tooled into place. This action forces the sealant into the joint and assists the sealant to Wet Out
Issued September 2009
INSTALLATION ON PLASTERBOARD AND CEMENT SHEETS Although not recommended, Aquapanel can be fitted to walls that are already lined with a flat sheet, such as plasterboard and cement sheeting. Refer to warranty for further information. Standard plasterboard sheeting can only be used in low humidity applications, such as corridors. In areas of relative
Section 5: 6.5
Technical Data: Laminex Branded Products
HIGH PRESSURE LAMINATES
INSTALLATION ON BRICK AND CEMENT BLOCK WALLS Although not recommended, Aquapanel can be fitted to brick, cement render and cement blockwork. Refer to the warranty for further information. The wall must be dry and be impermeable to water. The wall must be sealed with suitable waterproofing membrane. It is essential that the wall is flat and free of protruding grout. Sealing the Wall Walls should be flat and free from loose particles. Coat the wall with an even layer of Trade Essentials Contact Adhesive or Laminex Wall Systems Adhesive with sufficient coverage to ensure a continuous film to provide an effective moisture barrier. Leave to completely dry for 24 hours. Fixing to Wall Refer to application instructions for adhering to plasterboard and cement sheets.
HELPFUL HINTS Check fit of profiles on Aquapanel sheets before starting a job. Plane or sand back edge of sheet if necessary. Directionally embossed designs may require retrimming for squareness depending on required installation tolerances. Ensure walls and corners are plumb, straight and square. Leave expansion gaps at all joins if butt joining and around cut-outs. Seal all joins and corners with Laminex Wall Systems Silicone. Clean off excess adhesive or silicone from the sheet surface immediately. Clean the sheet surface with warm water and mild liquid detergent only. DO NOT fit the sheet to wet or damp walls. DO NOT use mechanical fixing such as nails and screws without providing an expansion gap. DO NOT force the sheet into the fixing system past the small expansion lug. DO NOT fit the sheets tightly together. DO NOT use abrasive cleaners, waxes or polish on the sheet surface. DO NOT attempt to align embossed panels of opposing sheet orientation.
Section 5: 6.6
Issued September 2009
HIGH PRESSURE LAMINATES
LAMINEX FIXING SYSTEM PROFILES
Base Profile
Divisional Profile
Capping Profile
External Profile LAMINEX FIXING SYSTEMS
50 x 25mm Timber
Internal Profile
Adhesive
Internal Corner Profile
External Corner Profile
Divisional Profile
TYPICAL DETAIL - SHOWER
TYPICAL DETAIL - BATH
50mm x 25mm Timber 25mm (min.)
Aquapanel Aquapanel Silicone Silicone
Nogging
Stud Wall
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Moulded Shower Base Bath
Laminate Product: Care & Maintenance
Noggings Full length of bath
Appendix 2. General Care and Maintenance Section 9:2
Issued September 2009
Section 5: 6.7
Technical Data: Laminex Branded Products
LOW PRESSURE LAMINATES
Laminex Structural MR
Laminex Structural MR is a moisture resistant particleboard, factory laminated on both sides with a hardwearing decorative melamine surface. Layers of Kraft paper laminated beneath the decorative melamine surface give Laminex Structural MR superior impact resistance together with the wear and abrasion properties approaching that of high-pressure laminate.
APPLICATIONS Laminex Structural MR is designed for both horizontal and vertical applications and has similar hardwearing attributes of standard laminates being resistant to normal wear and abrasion. It is designed for interior applications such as: table tops, cupboard doors, built-in furniture, partitions, commercial shelving, office furniture, school desks and furniture and hospital fitouts. Laminex Structural MR is also available in the lower formaldehyde emission level E0. FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
SURFACE FINISH Flint, Natural. DECORATIVE SURFACE PROPERTIES When tested in approved manner complies with the relevant sections of AS/NZS 1859.3 surface properties. RESISTANCE TO WEAR Solid Colors Typical results >700 cycles. Patterns and Woodgrains Typical results >150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. RESISTANCE TO DRY HEAT When Structural MR is exposed to temperature higher than 180C, slight dulling of the surface may occur. IMPACT RESISTANCE >40 cm, in accordance with the above standard. SHEET SIZES, THICKNESSES AND COLOURS Refer to the Laminex Product Availability Chart.
GREENfirst PRODUCT Laminex Structural MR E0 is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally LA-2008 GECA 28-2006 Furniture and Fittings preferable.
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 61.2 m2 / kg Extinction Area
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Greenfirst
Section 3:1
Section 5: 7.1
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex Stainless Steel
Laminex Brushed Stainless Steel and Steel Wave are highpressure laminates manufactured with genuine stainless steel metallic foils. They are resistant to solvents, chemicals and household reagents and have an extremely hard wearing surface. Laminex Brushed Stainless Steel laminate is also post formable. Special fabrication conditions apply as a consequence of the physical properties of stainless steel foils.
APPLICATIONS Laminex stainless steel laminates are suitable for both vertical and horizontal applications such as feature panelling, benches, table tops, bar tops, doors, exhibition stands, shopfitting or any area where a decorative metal look is required.They are not suitable for exterior applications. PRODUCT CHARACTERISTICS
Sizes: Brushed Stainless Steel Steel Wave Thickness: Brushed Stainless Steel Steel Wave Weight: Brushed Stainless Steel Steel Wave Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result* Unit/Range Group Number 1 1-3 Average Specific 80.3 m2 / kg Extinction Area
* 0.8mm Laminate unadhered
WHEN SPECIFYING Surfacing shall be Laminex Metallic laminate as supplied by The Laminex Group. Colour/Finish shall be .......... CARE AND MAINTENANCE Although Laminex stainless steel laminates are resistant to most common household chemicals and solvents, it is good practice to always clean up spills as they occur. Avoid the use of abrasive cleaners for routine maintenance, even those in liquid form. Laminex stainless steel laminates should only be cleaned with a soft, moist cloth or moist chamois leather and then dried with a soft, dry cloth. For more persistent marks, use a blue window cleaner such as Extra Strength Windex or methylated spirits. Proprietary stainless steel cleaner can also be used if necessary. Do not place hot objects on stainless steel laminate benchtop surfaces always use insulating mats. Laminex stainless steel laminates should not be exposed to temperatures in excess of 80C.
2400 mm x 1000 mm 2400 mm x 1200 mm
0.8 mm 1.0 mm
Keep strong chemicals away from the surface even stainless steel can corrode if exposed to the wrong reagents. Apart from the cleaning recommendations given above, a good rule of thumb is that if the substance in question doesnt go into food, then it should not come into contact with the laminate surface. SITE WORK NOTES Special machining requirements are necessary for fabricating Laminex stainless steel laminates (see information contained within the following pages) therefore it is not practical to carry out on-site fabrication. It is critical that the design for any particular application relies on shop machining, with only minimal on site finishing to be employed.
* Steel Wave laminate has a seam join down the centre of the sheet
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability 0 0-20 Spread of Flame 0 0-10 Heat Evolved 0 0-10 Smoke Developed 0 0-10
Issued September 2009
Section 5: 8.1
1.7 kg per m2 approx. 1.9 kg/m2 approx.
Technical Data: Laminex Branded Products
Just as for solid stainless steel sheeting, Laminex stainless steel laminates will scratch under certain conditions. Never cut on the surface and use protective mats in high traffic areas to minimise the likelihood of scratching. Always lift objects on or off the surface, do not slide or drag.
HIGH PRESSURE LAMINATES
Laminex stainless steel laminates are supplied with a protective film on the surface.This should be left intact during transport, handling and fabrication. In the case of Brushed Stainless Steel, the protective coating can be left on during post forming. Warning: do not expose the stainless steel laminate with protective film to prolonged periods of direct UV exposure, as this will cause the film adhesive to harden, making removal difficult. If for any reason the film becomes firmly adhered to the laminate surface, removal may be facilitated by the gentle application of hot air to soften the adhesive. It is only necessary to heat the laminate so that it feels warm at the back care must be taken not to heat the laminate above 80C. Residual adhesive may be removed using acetone or petroleum based solvents. FABRICATION Laminex stainless steel laminates can be bonded to a range of suitable substrates such as MDF, particleboard or plywood using conventional adhesives such as cross linking PVA, contact or epoxy adhesives. Note: Urea-formaldehyde adhesives are not suitable. Laminex Stainless Steel should be fully supported when glued. Do not bond directly to plaster, plasterboard or concrete. See also other general site work notes in Appendix 1, section 9.1. MACHINING The tools, cutters and methods that are normally used to process high pressure laminates are not designed to be used with such a hard surface as stainless steel, and if applied to stainless steel laminates it will result in damaged equipment, burring of the edges of the stainless steel foil, and delamination of the stainless steel foil from the phenolic impregnated kraft backing.
Machining of stainless steel laminates can be carried out using point-to-point or similar routering equipment and cutters designed for use with stainless steel (see below). Required parts: 300 x 300 Z96 Saw Blade Leitz Part No. 68800 16mm Spiral roughing cutter Leitz part No. 42507 18mm Up and down spiral cutter Leitz part. No. 42538 or Leitz equivalent part.
MACHINING CRITERIA For use with point-to-point or similar routers. 1. Programme the head in the Z direction to enable the cutter to continually and gradually pass vertically through the panel during each machining leg, from say 1mm to 10mm, depending on the panel thickness and the cutter length.This action considerably increases cutter life. 2. Cutter speed 2500 RPM (Twist direction of the tool so that the cutting edge always presses the stainless steel laminate against the substrate. 3. Feed speed 2 lineal metres per minute.
Notes: 1.The cutters detailed above are designed for the trimming function only. All components must first be cut to a dimension no greater than 4 mm oversize to the finished dimensions. It is recommended that a waste board be clamped to the laminate surface prior to saw cutting to obviate saw "chatter" that might lead to delamination of the foil surface. Use a feed speed of 7m/min. and a blade speed of 3000 RPM. 2. Where the product is to be fabricated into a post formed component with a Mason's Mitre joint, then this joint section must be machined to an undersize dimension before applying the stainless steel laminate, once again ensuring a dimension of 4mm is left on for final machining. 3.The stainless steel laminate is to be cut to the same dimensions as the oversize board blanks, ensuring that any excess laminate is removed from the area of the Mason's Mitre joint location. 4. Fabricate stainless steel laminate to substrate in the normal manner.
4. Initial cutting by 16mm spiral roughing cutter to remove 2-3 mm of waste. 5. Final machining of 1 mm (maximum) with 18mm up and down spiralfinishing cutter. POST FORMING Laminex Brushed Stainless Steel laminate can be post formed down to a 10mm radius, in both longitudinal and cross direction, using conventional post forming equipment. It is important to be aware that the bending temperature for stainless steel laminate is much lower than conventional laminates. THE BENDING TEMPERATURE FOR LAMINEX BRUSHED STAINLESS STEEL LAMINATE IS BETWEEN 110 AND 120 DEGREES CENTIGRADE. Higher temperatures will result in delamination of the surface foil from the kraft backing.The use of 114C temperature indicating crayon, available from The Laminex Group, is recommended.
Section 5: 8.2
Issued September 2009
HIGH PRESSURE LAMINATES
Note: Due to the lower forming temperatures for this product, bonding failure may be experienced when forming on continuous post forming machines where cross linking PVA adhesives are used. It may therefore be necessary to consider other adhesive forms, such as sprayable contact adhesive. COLD FORMING Stainless steel laminates with nonembossed surfaces and a thickness of 1mm or less, can be cold formed to the following radii: Convex bend, lengthwise or cross direction 80mm minimum. Concave bend lengthwise or cross direction 130mm minimum. These figures are based on test material strips 50mm in width, and represent radii which can be achieved under normal conditions, where constant pressure is distributed uniformly over the entire surface. Factors such as the degree of moisture in the laminate, temperature, method of bending, and uneven pressure or substrate profile can all have an effect on these results. EDGING It is possible to produce edge laminate strips from off-cut product, but it is important to ensure that chattering of the laminate does not occur as the laminate passes through the saw blade. If chattering occurs then minor delamination of the stainless steel foil may result.
It is preferable that any edging be produced using a guillotine. Small tools such as the Virutex hand guillotine can be used for this function. Care should be taken in determining the dimensions of the laminate to be guillotined due to the extremely hard nature of the stainless steel foil, therefore it is suggested that minimal over trim be used, to enable a fast and clean finishing off of the laminate edge to both faces of the panel. Slight burring may be removed by careful use of a fine file, only applying pressure on the downward stroke in the direction of the laminate surface to prevent delamination. COLOUR CONSISTENCY By their nature, the metal foils used in the production of Laminex stainless steel laminates may vary slightly in colour from batch to batch. Where colour consistency between adjacent panels is important, it is critical that manufacture dates or batch numbers (printed on the back of the laminate) are checked to ensure that they are the same.This will avoid the need to remove protective film to check colour or to take special steps where shop/warehouse lighting conditions are not ideal.
Issued September 2009
Section 5: 8.3
Technical Data: Laminex Branded Products
HIGH PRESSURE LAMINATES
Laminex DiamondGloss Surfaces
Laminex DiamondGloss is a high gloss laminate with mark and scuff resistance superior to traditional laminates. It may be readily heat formed down to a radius of 8 mm in the machine direction (MD), using special equipment without loss of durability or appearance.
APPLICATIONS Laminex DiamondGloss is widely used for countertops, bench tops, vanity units, bars, store fixtures and other applications where good appearance, resistance to marking and scuffing, and resistance to stain and heat from ordinary sources is required. PRODUCT CHARACTERISTICS Size: 3595mm x 1395mm Thickness: 0.7mm nominal (-0.1+ 0.1mm) Weight: 1.0kg/m2 approx. Finish: High Gloss Colours and Refer to current Pattern Range: Product Availability Chart FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed
*Laminate tested free standing
Refer to Specification C1.10a section 3(c) of the Building Code of Australia # Refer to Specification A2.4 of the Building Code of Australia * Laminate tested free standing
+
Resistance to Cigarette Burns:
No deterioration other than moderate change in gloss and/or moderate brown staining.
PROPERTIES
(AS/NZS 2924.1) PROPERTY RESULTS Resistance to Surface Wear: Initial wear not less than 150 cycles. Average wear not less than 350 cycles. No more than a marked change of gloss and/or colour. Gain on weight of not more than 19% No more than a moderate change of gloss and/or colour Marked change of gloss and/or colour Dimensional change of not more than 0.7% with grain and 1.2% across grain. Reagents Groups 1 and 2 = No visible change. Reagents Groups 3 and 4 = No more than a moderate change of gloss and/or colour Not more than slight colour change in Xenon arc light Minimum 6 on Blue Wool Scale
* Laminex DiamondGloss laminate has good colour retention and dimensional stability in normal interior applications. However, prolonged exposure to sunlight may cause shrinkage and/or some change in colour. Laminex DiamondGloss laminate is therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight.
Resistance to Immersion in Boiling Water: Resistance to Dry Heat at 180C: Resistance to Steam: Dimensional Stability:
SCUFF RESISTANCE More than 95% gloss retention after being scrubbed with a 3M Scotch- Brite Heavy Duty scouring pad attached to a Sheen Model 903 Wet Abrasion Scrub Tester, using 800 gram applied weight and 30 scrubs.
8 9 4 5
0-20 0-10 0-10 0-10
Resistance to Staining:
WHEN SPECIFYING Surfacing shall be Laminex DiamondGloss laminate as supplied by The Laminex Group. Colours and/or patterns shall be ...........
Cone Calorimeter AS/NZS 3837 Classification Result Group Number# 1 Average Heat Release Rate 49.0kw/m2 Average Specific Extinction Area+# 64.2m2/kg
Resistance to Colour Change in Artificial Light*:
Section 5: 9.1
Issued September 2009
HIGH PRESSURE LAMINATES
PROCESSING Board Substrate Bend Profile Laminex DiamondGloss should be fully supported when glued. Do not bond directly to plaster, plasterboard or concrete. The correct profile on particleboard or medium density fibreboard can be obtained by using specially shaped router blades with a radius not less than 8mm. Profile should be uniform along the full length of the board with none of the following faults to either substrate or profile: 1. High spots 2. Bumps 3. Low spots 4. Ridges 5. No surface dust or chips. For consistent results it is recommended the profile be smooth and have a gentle taper leading into the profile from the boards surface. Gluing and Bonding tips All high gloss laminates, due to their high reflective surface have an inherent tendency to display undulations.To minimise this effect the following recommendations may assist to provide the best results. 1. Cross linking PVA Gluing (CPVA) System: CPVA glue is a water based adhesive that when applied to a substrate causes the fiber to swell. Adding heat to the process produces steam, which exacerbates the swelling. High gloss laminates have a greater tendency to show this swelling/unevenness through to the top of the sheet.Too much glue will amplify unevenness because of the higher water content. Ensuring that glue is not applied above the required bonding level will reduce the effect; as will maintaining a uniform glue line quality and consistency. Similar to adhering all laminate, the glue line should be evenly applied avoiding lumps of glue, sawdust, chips, etc, as they may fracture the laminate when pressure is applied during bonding or cause blistering during post-forming.
Issued September 2009
Reference the adhesive manufacturers directions. If the glue is not evenly distributed, at the time of pressing, high points can be telegraphed by the gloss surface. 2. Using a Poly Urethane glue (PUR), which contains no water, will provide a better result. 3. Low temperatures and pressures on the press bonding equipment will provide best results.The lower the pressure the better the surface appearance. It is important to note that for a given press pressure the actual pressure applied to the work piece is dependent of the size of the piece. A large piece will be exposed to less pressure than a smaller piece, if for example the press gauge pressure remains unchanged. To achieve a consistent finish calculate the pressure requirement vs work piece size for your installed equipment (this information is generally available from the equipment manufacturer). Using a flat surface or pad, such as 3mm MDF to press against the decorative surface provides for smoother results. 4. Maintain glue applicators to avoid contamination. Contamination may result in pressing imperfections into laminate surface. Similarly, maintain pressing surfaces free of dints and lumps. 5. Contact glue is generally not recommended for high gloss surfaces; mainly due to visual appearance of the finished laminate, which has a tendency to amplify unevenness of the glue line.The expectation of appearance and decision of acceptability is that of the customers not of The Laminex Group. More uniform results may be achieved using spray application; however the appropriate OH&S
technique and work practices are the responsibility of the fabricator. FORMING PROFILE Laminex DiamondGloss grade is designed to be post-formed using commercially specific post-forming machines. Forming to an 8mm radius in the machine direction (MD) is recommended. Forming in the cross direction (CD) / end roll, is not recommended. (Guideline for the CD radius is 15 times the individual laminate sheet thickness. Choosing to form an end roll in the CD of the laminate is the decision of the fabricator). Laminex DiamondGloss grade has very good operating tolerance between the heat required to bend and the additional heat exposure time required before the laminate blisters. The average tolerance between, heat time exposure to bend is approximately 20 to 28 seconds and the additional time to blister is approximately 15 to 30 seconds. PROFILE TIPS Determining the heat-up rate control becomes important to the thinner, the laminate, and Laminex DiamondGloss is no exception. With reference to the temperature indicator 163C tempilaq, set the heat up rate to achieve melt in 26 to 28 seconds. With the heat-up rate set, 8mm or 10mm radius bends may be achieved slightly before tempilaq at 22 to 25 seconds. Note if the heat-up rate of the laminate is too rapid, overshoots or if heat applied is variable random failure due to blistering may occur. As a safeguard against this, it is recommended that regular heat up time checks are undertaken to track machine performance, temperature control fluctuations (i.e. overshoot, undershoot and stability).
Section 5: 9.2
Technical Data: Laminex Branded Products
HIGH PRESSURE LAMINATES
Note: The sheet thickness, as well as ambient temperature and drafts close to the work piece, board temperature or speed of movement of forming may affect uniform heating and overall heating time over the distance of the profile. MAKING THE BEND Firstly, the ends of the laminate sheet 8cm either side of the centre line of the bend should be filed smooth to remove any edge chips or small cracks. Removal of these will help prevent any larger cracks from propagating into the sheet when bending. Accurately locate the laminate and board in the forming machine so that the bend is made in the correct position, not attempting to pull the laminate around the profile under too much tension. If too much tension is developed on the bend, tension cracks along both top and bottom radius may occur. This cracking is usually evident immediately after the top is removed from the machine. Too little pressure will leave a gap between the laminate and the board, leaving this susceptible to impact cracking. PROBLEM SOLVING The most common problems in postforming are normally caused by: Cracks: Contaminated and/or uneven substrate, unsuitable profile, unsanded rough profile, or cold substrate, insufficient heat, uneven heat distribution or heat up rate requires optimising. Blisters: Uneven heat distribution, warped material, too much heat or too fast heat up rate, too much or unevenly distributed CPVA.
Delamination: Insufficient heat, Insufficient suitable adhesive, insufficient bonding. PROTECTIVE FILM Laminex DiamondGloss grade is supplied with a Polyester protective film which provides a protective layer to the high gloss surface for transport and handling. The film can be heated when the laminate is subjected to post-forming processes and can be released afterwards. During film application some small particles may become trapped between the laminate and film.These particles can cause an indentation when the laminate is subjected to press bonding. It is recommended that the surface is inspected and any specks removed prior to pressing. Consequently the film may be removed and the laminate cleaned prior to pressing and post-forming and then the finished laminated work piece recovered for delivery to the worksite. The Polyester film has a shelf life and can be difficult to remove after nine months from application to the laminate, this is the nature of the film. It is recommended that if laminate is to be stocked at the fabricators for an extended period the film be removed. This information is intended as a guide and should not necessarily be regarded as applying to all situations. It is therefore advised that if problems arise which are not covered, then the technical services section of The Laminex Group should be contacted through your local branch. The data in here is believed to be accurate to the best of our knowledge, but users should carry out their own assessment of the product to satisfy themselves that it is suitable for their requirements.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 5: 9.3
Issued September 2009
HIGH PRESSURE LAMINATES
Laminex Fusion Surfaces
Laminex Fusion Surfaces is a revolutionary new concept in surface design. Fusion surfaces offer design professionals greater choice, flexibility and ease-of-use than ever before. You can choose from hundreds of exclusive designs and colours. Or, design your own image (called Customart). All Fusion laminates are custom made in quantities of one sheet to thousands.
Resistance to Wear:
GRADES OF FUSION LAMINATES AVAILABLE: Standard Laminate 1mm general purpose laminate (non postforming). Laminex Fusion Standard Laminate must be fully supported when bonded to substrates such as particleboard or medium density fibreboard. Do not directly bond Fusion Standard Laminate to plaster, plasterboard or concrete. PRODUCT CHARACTERISTICS
Sheet Size: (nominal) Thickness: (nominal) Weight: 3600mm x 1200mm 1.0mm - 13.0mm 1.0mm: 1.7kg/m approx. 2.7mm: 4.4kg/m2 approx. 6.0mm: 9.9kg/m2 approx. 13.0mm: 13kg/m2 approx. Natural, Gloss, Dimensions
2
Resistance to Immersion in Boiling Water: Resistance to Dry Heat at 180C: Resistance to Steam: Dimensional Stability:
Initial surface wear not less than 150 cycles. Average wear not less than 350 cycles. Minimal blistering evident. No delamination No deterioration other than slight loss of gloss/colour. No deterioration other than slight loss of gloss/colour. Dimensional change of not more than 0.6% with grain and 1.1% across grain. Reagents Groups 1 and 2 = No visible change. Reagents Groups 3 and 4 = Slight change of colour and/or gloss. Not more than slight colour change in Xenon arc light Minimum 6 on Blue Wool Scale No deterioration other than moderate change in gloss and moderate brown staining.
FIRE TESTS
Typically achieved when tested to AS/NZS 1530.3 Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed * 14 5 4 5 ** 12 0 2 4 0-20 0-10 0-10 0-10
* Laminate adhered to 33mm particleboard with neoprene adhesive. ** Laminate adhered to non combustible substrate
Resistance to Staining:
Typically achieved when tested to AS/NZS 3837 (Cone Calorimeter Irradiance of 50kW/m2) Classification Result* Unit/Range Group Number 1 1-3 Average Specific 136.9 m2 / kg Extinction Area
* Laminate unadhered
Resistance to Colour Change in Artificial Light*: Resistance to Cigarette Burns:
Finish:
GREENfirst PRODUCT Laminex Fusion Surfaces is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Licence Number LA-2-2006
Fusion Standard Laminate - laminate tested to AS/NZS 2924.1 and ISO 4586.1 Section 5: 10.1
Issued September 2009
Technical Data: Laminex Branded Products
APPLICATIONS Laminex Fusion Surfaces have wide interior application in all segments, wherever there is a surface. Examples include: benchtops, table tops, wall paneling, reception desks, retail displays, furniture, P.O.S. displays, toilet partitions, cupboard doors, wall murals etc.
PROPERTIES
(AS/NZS 2924.1) PROPERTY RESULTS
* Fusion Standard Laminate has good colour retention in normal interior applications. However prolonged exposure to sunlight may cause some change in colour. Fusion Surfaces Standard Laminate is therefore not recommended for exterior applications.
HIGH PRESSURE LAMINATES
Aquapanel Wall lining panel for both wet and dry areas. For product applications and characteristics see the Aquapanel section 5.6 within this Product Catalogue. Nominal thickness is 2.7mm. Compact Laminate A self-supporting strong, highly durable panel. For product applications and characteristics see Compact Laminate section 5.11 within this Product Catalogue. Nominal thicknesses are 6.0mm and 13.0mm. Sign Grade Designed for single sided or doublesided Customart signage applications. Product characteristics are as per Aquapanel (Section 5.6 within this product catalogue). Nominal thickness is 2.7mm. WHEN SPECIFYING Surface material shall be Fusion Surfaces laminate as manufactured by The Laminex Group. Surface design shall be either (Fusion surfaces design # FD ........ or customart design). For information or to place orders go to laminex.com.au.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Greenfirst
Section 3:1
Section 5:54 10.2
Issued September 2009
COMPACT LAMINATES
Laminex Compact Laminates
Laminex Compact Laminates are an innovative and durable decorative panel made from thermosetting resins, homogeneously reinforced with cellulose fibres and manufactured under high pressure and temperature. As such, the panels are strong, self supporting, moisture resistant and durable.
PROPERTIES MULTIPURPOSE COMPACT LAMINATES
Finish Colours Fire Resistance Thickness Decorated Core Panel Dimension Applications: Natural 27 Standard Colours Not Standard 13mm x 27 colours 18mm x 4 colours Double Sided Black 3670x1820mm Shower & Toilet Cubicles, Office Worktops, Interior Wall Cladding, Lockers, Kitchen Benchtops & Cabinetry, Educational Furniture, Durable Furniture
Property Unit Compact Laminates Material Properties Multipurpose Innovations Laboratory Standard*
Physical Properties Specific Gravity (mimimum) Weight 13 mm thickness Weight 16 mm thickness Weight 18 mm thickness Panel Tolerance Length Width Thickness 13 mm Thickness 16 mm & 18 mm Flatness Optical Properties Colour Stabilities Stain Resistance Groups 1 and 2 Stain Resistance Groups 3 and 4 Mechanical Properties Modulus of Elasticity Tensile Strength Flexural Strength Craze Resistance Impact Resistance Immersion in Boiling Water Scratch Resistance# Stability at elevated temperature Wear Resistance Wet Heat Resistance at 100 C Steam Resistance Thermal Properties Thermal Conductivity Coefficient Cigarette Burns Dry Heat at 180 C Fire Properties Fire Hazard Indicies Ignitability Spread of Flame Heat Evolved Smoke Developed Cone Calorimeter Group Number Average Specific Extinction Area
kg/m3 kg/m2 kg/m2 kg/m2 mm mm mm mm mm/m Grey Scale Blue Wool Scale Rating Rating Mpa Mpa Mpa Rating cm N % Cycles Rating Rating W/mK Rating Rating Range 0 - 20 0 - 10 0 - 10 0 - 10 1-3 m2/kg
1350 18.5 25.2 5 5 0.60 0.70 3 Minimum 4 Minimum 6 Pass Pass ? 9000 ? 60 ? 80 Pass Pass Pass Pass Pass Pass Pass Pass 0.3 Pass Pass
1350 18.5 5 5 0.60 0.70 3 Minimum 4 Minimum 6 Pass Pass ? 9000 ? 60 ? 80 Pass Pass Pass Pass Pass Pass Pass Pass 0.3 Pass Pass
1350 22.5 5 5 0.60 0.70 3
EN 438-4
EN 438-4
AS/NZS 2924.1 Minimum 4 Minimum 6 Pass Pass ? 9000 ? 60 ? 80 Pass Pass Pass Pass Pass Pass Pass Pass 0.3 Pass Pass EN 438-4 EN 438-4 EN 438-4 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 2924.1 EN 438-4 AS/NZS 2924.1 DIN 52612 AS/NZS 2924.1 AS/NZS 2924.1 AS/NZS 1530.3 10 0 2 4 3 8 12 0 4 3 3 31
INNOVATIONS COMPACT LAMINATES
Finish Colours Fire Resistance Thickness Decorated Core Panel Dimension Applications: Natural 6 Standard Colours Not Standard 13mm Double Sided Black 3670x1820mm Same as Multipurpose Compact Laminates
* AS/NZS 2924.1: compact general purpose standard (CGS) material type. # Minimum 1N for darker colours
Issued September 2009
Section 5: 11.1
Technical Data: Laminex Branded Products
Laminex Compact Laminates come in three ranges, each with its own particular properties, applications, and colours. Multipurpose Compact Laminates, Innovations Compact Laminates, and Laboratory Compact Laminates.
LABORATORY COMPACT LAMINATES
Finish Colours Fire Resistance Thickness Decorated Natural 3 Standard Colours Not Standard 16mm Single Sided Core Panel Dimension Applications: Black 2550x1860mm 3050x1530mm Laboratory Worktops, Laboratory Furniture
COMPACT LAMINATES
WHEN SPECIFYING Materials shall be Laminex Multipurpose, Innovations, or Laboratory Compact Laminates of nominal thickness of .......... mm, as supplied by The Laminex Group. Colour shall be ................................... .............................................................. Laminex Compact Laminates are included in the Greenfirst range of environmentally preferable products. SITE WORK NOTES Fabrication Laminex Compact Laminates can be cut, drilled and machined with standard woodworking equipment fitted with tungsten carbide edges. Surface mounted objects should be secured using selftapping screws in pre-drilled holes. Screws into the edges should be avoided. Metal brackets are recommended for securing the panels together. Mitring of edges should be avoided as they are vulnerable to damage. Standard tools for hardwood can be used for machining or processing such as sawing, drilling and routing. Neither the surface nor the sawn edges need to be protected or sealed. Panels will present a distinctive black edge. CUTTING DOORS OR PANELS Compact Laminate is a wood based product and its movement is influenced by humidity absorption. Similarly to other laminates; Compact Laminates will expand more in the width than in the length due to the grain direction of the cellulose fibres in the paper-paper core. To minimise warpage of doors and panels it is recommended that panels must be cut with the long edge parallel to the length of the sheet. Warpage
occurs when both sides of a door or panel are not exposed to the same humidity level. The longer a sheet is, the larger the impact of warpage will be. Ensure as far as possible that ambient conditions are the same on each side of a panel where it is used, mounted on a wall or enclosing a cabinet for example. Incorrect: door cut out of width of a sheet, warpage vertically
Correct: door cut out of length of a sheet, warpage horizontally
Front view
Front view
high humidity low humidity Top view
low humidity high humidity
Note: An exception is when Compact Laminate is used for sash doors.The panels have to be cut out of the width of the basic sheets instead of the length. If a sash door is cut out of the length of a sheet the horizontal bow will interfere with the sliding action of the door. It is preferable to have a vertical bow for this application and cutting out of the width of the basic sheet is recommended. GLUEING Compact panels can be glued to each other and to almost any other material with one or two part adhesives, e.g. epoxy or polyurethane adhesive systems, Glueing is usually carried out together with a mechanical joint to provide sufficient pressing during drying.
Side view Glue Type Application Open Time Application Pressure Time Epoxy/Polyurethane 100-250 g/m2 Depends on type 0.2 N/mm2 4-8 hours at 20C
Section 5:56 11.2
Issued September 2009
COMPACT LAMINATES
Please follow the instructions below for thickening the edges of panels. Panels and strips must have the same "grain direction". Panels, strips and adhesive must be preconditioned in the same way (temperature and humidity preferably the same as the future conditions of use). Remove grease from surfaces to be glued, slightly roughen them and ensure they are dust-free. PROCESSING (Sawing) Stationary circular saw.The following requirements are required:
Section Teeth Number of Revolutions Blade Thickness Height Setting 300mm 350mm 72 84 6,000 5,000 400mm 96 4,000 4.8mm 40mm
Jig saw - Carbide-tipped, interior corners of cut-outs should be drilled first with 6mm hole diameter. Entering tooth - At the decorative side of the panel if only this side will be in view. Cut edges - The best results are obtained with stationary machines. Any sharp edges can be removed with sand paper. Rake angle - A rake angle of 45 gives the best performance. Corner profiles - First cut to length, then saw to the correct length. Measure the length of leg from the corner. Routering - If panels are supplied with a protective film do not remove it until these are assembled. If the film burns or melts during routering, remove only the film in the edge areas. Manually operated routing cutter Manually operated spindle moulder
Routering shapes Straight and slanted bits for cutting edges and bevelling. Hollow or round bits for rounded edges. Diamond groove-circular saw blades for grooves. Materials - Cutters made of hard metal or diamond. DRILLING HSS drill, top angle 60-80. Panels should be drilled with support sheets.
Section 5mm Number of Revolutions 3,000 Start 60-120 mm/min 8mm 2,000 40-80 mm/min 10mm 1,500 30-60 mm/min
Large holes, e.g. for suspension and locking equipment, are to be drilled with combination drills without a centering point.
3.4mm 4.0mm 30mm 35mm
Saw-blade height
Diameter Number of Revolutions Speed Diameter Number of Revolutions Speed Start
20-25mm 18,000-24,000 20-30m/sec 125mm 6,000-9,000 40-60m/sec 5-15 m/min
Groove-circular saw
Alternate tooth
Trapezoidial flat tooth
Edge cutter
Issued September 2009
Section 5: 11.3
Feed - 7 -22 m/min. Tooth - Alternate or trapezoidial flat tooth with carbide or diamond tip.
Technical Data: Laminex Branded Products
COMPACT LAMINATES
INTERSECTIONS T -Intersection
EDGES & NOSINGS Standard Edge
SPLASHBACKS
Built-Up Edge External Corner
JOINTS
Edge with Sliding Doors Pass-through Objects Internal Corner
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Greenfirst
Section 3:1
Section 5:58 11.4
Issued September 2009
COMPACT LAMINATES
CARE & CLEANING The non-porous surface is easy to clean. For general cleaning of standard interior applications, household cleaners, water or soap are highly recommended.The use of abrasive or polishing materials should not be used. Both the decorative surface and homogenous core of Laminex Compact Laminates are impervious and resistant to most commonly used cleaning agents and disinfectants. The surfaces of Laminex Compact Laminates furniture can be easily cleaned with a dry or damp cloth and, if necessary, a mild household cleaner. Wipe damp surfaces with an absorbent cloth. Alternatively, the panels can be steam cleaned. Removing Severe Soiling Severely dirty surfaces or areas where normal soiling* has built up over a long period of time are easy to clean with hot water and an interior detergent- or soap-based cleaning agent, applied with a sponge or soft nylon brush. Apply the diluted cleaning agent to the surface and leave it to soak for a while. Then rinse off with clean water and dry with an absorbent cloth.
* dust, pencil, ball pen, ink, coffee, tea, fruit juice, lipstick, grease, nicotine stains, shoe polish, soap residues, limescale, water-soluble paints and adhesives.
Removing Special Staining Solvent-based varnishes and adhesives (nail varnish, rubber stamp ink, aerosol paint) should be removed with organic solvents such as acetone, white spirit, turpentine or petroleum. Remove wax from candles or crayons immediately with water and a mild household cleaning agent. Dried wax stains may first have to be scraped off with a wooden or plastic spatula and the remainder removed with an organic solvent. Two part paint or adhesive, synthetic resin and the like should be removed immediately with water or an organic solvent. Once these products have set, they cannot be removed without damaging the surface. Limescale can be removed with acidic cleaning agents containing approximately 10% acetic acid or citric acid. The manufacturer's instructions must be strictly followed. Rinse surfaces and edges very thoroughly! Paint, varnish, ink, shoe polish, lipstick, tar and other soluble (but strong stains) can be removed with organic solvents such as acetone, white spirit, turpentine or petroleum. Rub silicone off dry or use silicone remover. Both the decorative surface and core of Laminex Compact Laminates are highly resistant to most commonly-used disinfectants such as: alcohol, preferably up to 70% solution in water. aldehydes, although not in, or in combination with, quartenary ammonia compounds. chlorine blending compounds. (However, long term use of these products can cause certain pigments to fade.)
phenols, not to be used for kitchen disinfection. peroxide compounds (hydrogen peroxide and organic peracids) quarternary ammonium compounds Some manufacturers offer products containing both cleaning and disinfecting components.These are known as detergent sanitisers, and are intended for simultaneous cleaning and disinfection of light to medium soiled surfaces in rooms where there is no great risk of infection. HANDLING & STORAGE During transportation, use flat, stable pallets of at least the same dimensions as the panel. When moving a sheet, lift it to prevent scratches on the surface. The sheets should be stored in an enclosed area, protected against moisture and heat. For horizontal storage on pallets, the sheets should be supported over the entire surface with a protective layer between the pallet and the bottom sheet and also on the uppermost sheet. For vertical storage the sheets should be placed on their sides, exactly vertical and be supported over the full height. Remove stickers before installation.
Issued September 2009
Section 5: 11.5
Technical Data: Laminex Branded Products
COMPACT LAMINATES
LAMINEX LABORATORY COMPACT LAMINATE
Chemical Resistance No effect Acid Hydrochloric Acid 37% Sulphuric Acid 33% Sulphuric Acid 98% Nitric Acid 20% Nitric Acid 30% Nitric Acid 65% Phosphoric Acid 85% Acetic Acid 99% Hydrofluoric Acid 48% Chromic Acid 60% Bases Ammonium hydroxide 28% Sodium hydroxide 46% Salt Silver Nitrate 1% Potassium permanganate 10% Ferric (III) chloride 10% Copper Sulphate 10% Sodium hypochlorite 13% Sodium chloride 10% Organic Chemicals Formaldehyde 37% Furfural Phenol 85% v/v water Solvents** Acetone Ethylalcohol Ethylene glycol Methylethyketone Dichloromethane Ethylacetate Acetic anhydride n-Butyl acetate n-Hexane Methylalcohol Methylisobutylketone Teyrahydrofurane Toulene Trichloroethylene Xylene Biological Stain Acridine orange 1% Basic fuchsin 1% Carbol fuchsin 1% Malachite green oxalate 1% Methylene blue 1% Methyl violet 2B 1% Wright stain 1% Gentian violet (dye) 1% Halogens Iodine 0.05M Most conventional cleaning agents X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X Excellent Good Fair Failure
Test Procedure:The test was conducted by applying 5 drops of each reagent on the surface covered with a watchglass (except for those marked**). Chemicals marked ** were tested using a saturated cotton wool ball covered by a bottle.The chemicals were tested over a period of 24 hours, rinsed off with water and evaluated. No effect: No detected stain, loss of gloss or change in work surface material. Excellent: Slight stain or loss of gloss, but no change to the function, smoothness of life of the work surface material. Good: A clearly discernible stain or loss of gloss, but no change to the function, smoothness or life of the work surface material. Fair: Unacceptable staining or discernible deterioration or etching of the work surface material. Failure: Severe stain or moderate deterioration, pitting cratering or etching of work surface material. All information is based on our current knowledge. It is intended as information concerning our products and their application possibilities, and is therefore not intended for any form of guarantee with regard to any specific product characteristic.Test results differ per colour. Please note: Laminex Laboratory Compact Laminate samples are available upon request. We recommend that you test the Laminex Laboratory Compact Laminate material in situ with the chemical most likely to be in contact with the product before purchasing.
Section 5:60 11.6
Issued September 2009
LOW PRESSURE LAMINATES
Laminex Vertiboard
Laminex Vertiboard is a predecorated particleboard substrate with a hardwearing melamine surface on both sides.
FIRE TESTS
(Typically achieved when AS/NZS 1530.3) Indices Ignitability Spread of Flame Heat Evolved Smoke Developed tested to Result 14 8 7 4 Range 0-20 0-10 0-10 0-10
Patterns and Woodgrains Typical results >150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. SHEET SIZES AND THICKNESSES Refer to the Laminex Product Availability Chart. GREENfirst PRODUCT Laminex Vertiboard E0 is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally LA-2008 GECA 28-2006 Furniture and Fittings preferable.
IMPORTANT NOTE
A slight variation exists between finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.
Vertiboard is also available in the lower formaldehyde emission level E0. COLOURS A full range of colours, patterns and woodgrains are available. Please check your local branch for availability. SURFACE PROPERTIES Vertiboard, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 substrate properties as follows: SUBSTRATE PROPERTIES
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 61.2 m2 / kg Extinction Area
(Typical physical properties when tested to AS/NZS 1859.2-2001 Int.) Specifications Thickness Tolerance Density Internal Bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Units mm kg/m3 MPa MPa MPa MPa N N % THICKNESS RANGE & TYPICAL VALUES 9-12mm 13-22mm 23-33mm >33mm +/-0.2 660 0.60 14.5 2300 1.0 +/-0.3 640 0.60 14.5 2200 1.2 600 700 <12 +/-0.3 610 0.50 13.5 2100 1.2 600 700 <12 +/-0.3 580 0.30 9.5 1700 0.9 600 700 <12
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
<12
* Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int). In most instances the performance characteristics of the particleboard exceeds the minimum requirement of AS/NZS 1859.1-2001 (Int). However for minimum property values refer to AS/NZS 1859.1-2001 (Int).
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
WEIGHT
Thickness kg per m2
Issued September 2009
9mm 6.0
12mm 7.8
16mm 10.4
18mm 11.5
25mm 15.5
33mm 20.1
Greenfirst
Section 3:1
Section 5: 12.1
Technical Data: Laminex Branded Products
APPLICATIONS Vertiboard can be used in all applications away from high humidity, such as wall units, built-in furniture, bedroom furniture, shelving and wall lining.
FINISH Flint and Natural.
RESISTANCE TO WEAR Solid Colors Typical results >700 cycles.
LOW PRESSURE LAMINATES
Laminex Vertiboard MR
Laminex Vertiboard MR is a moisture resistant particleboard, factory laminated on both sides with a hardwearing melamine decorative surface.The superior performance of Vertiboard MR is due to the bonding of the wood particles with a specially blended moisture resistant resin system.
LA-2008 GECA 28-2006 Furniture and Fittings
APPLICATIONS Vertiboard MR is suitable for use in the following applications: Kitchen cupboards, laundry cupboards, vanity units, shelving, wall linings, partitions, built-in furniture, all detail joinery where a moisture resistant decorative board is required. Vertiboard MR is also available in the lower formaldehyde emission level E0. COLOURS A full range of colours, patterns and woodgrains are available. Please check your local branch for availability. FINISH Flint, Natural, Satin. SUBSTRATE PROPERTIES
MOISTURE RESISTANCE Laminex Vertiboard MR complies with the Wet Cyclic Test for moisture resistance properties as specified in AS/NZS 1859.1. Refer to Properties table for details. RESISTANCE TO WEAR Solid Colors Typical results >700 cycles. Patterns and Woodgrains Typical results >150 cycles. DECORATIVE SURFACE PROPERTIES When tested in approved manner complies with the relevant sections of AS/NZS 1859.3 ref to substrate surface properties table:
RESISTANCE TO STEAM No noticeable permeability effects. FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 61.2 m2 / kg Extinction Area
(Typical physical properties when tested to AS/NZS 1859.1) Specifications Thickness Tolerance Density Internal Bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Wet Bending Strength (Me) Units mm kg/m3 MPa MPa MPa MPa N N % MPa THICKNESS RANGE & TYPICAL VALUES 9-12mm 13-22mm 23-33mm >33mm +/-0.2 660 1.00 20.0 2700 2.0 +/-0.3 640 0.80 17.0 2300 1.6 700 900 <6 4.5 +/-0.3 610 0.70 15.5 2400 1.6 800 900 <5 4.5 +/-0.3 630 0.60 17.5 3000 1.7 800 900 <5 5.5
SHEET SIZES AND THICKNESSES Refer to the Laminex Product Availability Chart. GREENfirst PRODUCT Laminex Vertiboard MR E0 is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.
<5 5.5
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
* Values reflect new testing methods for screw holding properties in AS/NZS 4266.13 In most instances the performance characteristics of the particleboard exceeds the minimum requirement of AS/NZS 1859. However for minimum property values refer to AS/NZS 1859.1.
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance, Section 9:2
WEIGHT
Thickness kg per m2 9mm 6.0 12mm 7.8 16mm 10.4 18mm 11.5 25mm 15.5 33mm 20.1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application, Section 9:3
Greenfirst
Section 3:1
Section 5: 13.1
Issued September 2009
LOW PRESSURE LAMINATES
Laminex Lamiwood MR
Laminex Lamiwood MR is a moisture resistant medium density fibreboard, factory bonded with hardwearing melamine impregnated decorative paper to both sides, suitable for use in areas of high humidity or where accidental wetting may occur. However, Lamiwood is a wood based panel and will react to changes in moisture as will natural timber.
Range 0-20 0-10 0-10 0-10
Lamiwood can be machined and face routed with all conventional wood working tools achieving clean sharp edges. Lamiwood is available in most of the Laminex range of colours, patterns and woodgrains. Lamiwood is also available in the lower formaldehyde emission level E0. SUBSTRATE PROPERTIES
RESISTANCE TO WEAR Solid Colors Typical results >700 cycles. Prints and Woodgrains Typical results >150 cycles. Resistance to Steam No noticeable permeability effects.
Ignitability Spread of Flame Heat Evolved Smoke Developed
14 8 7 4
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 90.1 m2 / kg Extinction Area
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Property Thickness Tolerance Density Internal bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Wet Bending Strength (Me) Unit mm kg/m3 MPa MPa MPa MPa N N % MPa 9mm12mm +/- 0.2 760 1.00 46.0 3600 1.3 13mm22mm +/- 0.3 730 0.90 43.0 3600 1.7 1000 1600 <4 9.7 23mm33mm +/- 0.3 710 0.70 38.5 3400 1.8 1000 1600 <4 8.5
SHEET SIZES AND THICKNESSES Refer to the Laminex Product Availability Chart. FINISH Flint, Mineral, Natural.
<7 10.5
* Values reflect new testing methods (Method A) for screw holding properties in AS/NZS 4266.13
WEIGHT
Thickness kg per m2 9mm 6.9 12mm 9.0 16mm 11.7 18mm 13.1 25mm 18.0 32mm 23.0
Issued September 2009
Section 5: 14.1
Technical Data: Laminex Branded Products
APPLICATIONS Lamiwood is designed for interior use, such as kitchen cupboards, doors, bathroom vanities, laundry cupboards, shelving, wall panelling and all commercial and domestic furniture.
DECORATIVE SURFACE PROPERTIES Lamiwood, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for surface properties.
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result
LOW PRESSURE LAMINATES
MOISTURE RESISTANCE Laminex Lamiwood MR complies with moisture resistance properties as specified in AS/NZS 1859.2. Refer to Substrate Properties table. GREENfirst PRODUCT Laminex Lamiwood MR is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
LA-2008 GECA 28-2006 Furniture and Fittings
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Greenfirst
Section 3:1
Section 5: 14.2
Issued September 2009
LOW PRESSURE LAMINATES
Laminex Decorwood
Laminex Decorwood is a medium density fibreboard bonded on both sides with a hardwearing melamine decorative surface. Decorwood can be machined and face routed using conventional wood working tools. However, Decorwood is a wood based panel and will react to changes in moisture as will natural timber.
COLOURS Decorwood comes in a limited range of colours. Please contact your local branch for availability. FINISH Flint, Natural, Mineral. SHEET SIZES AND THICKNESSES Refer to the Laminex Product Availability Chart. GREENfirst PRODUCT Laminex Decorwood is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Decorwood is also available in the lower formaldehyde emission level E0. Note: Laminex Decorwood is for interior use only and should not be exposed to damp conditions or high humidity. SUBSTRATE PROPERTIES
RESISTANCE TO WEAR Solid Colors Typical results >700 cycles. Prints and Woodgrains Typical results >150 cycles.
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Specifications Thickness Tolerance Density Internal Bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Unit mm kg/m3 MPa MPa MPa MPa N N % 5mm8mm mm +/-0.2 780 0.90 40.0 3500 0.6 9mm12mm mm +/-0.2 760 0.75 38.5 3600 0.9 13mm22mm mm +/-0.3 730 0.60 34.5 3400 1.2 800 1000 <6 23mm33mm mm +/-0.3 720 0.50 31.0 3400 1.4 800 1000 <6
LA-2008 GECA 28-2006 Furniture and Fittings
<16
<10
* Values reflect new testing methods for screw holding properties in AS/NZS 4266.13
WEIGHT
Thickness kg per m
2
9mm 6.9
12mm 9.0
16mm 11.7
18mm 13.1
25mm 18.0
32mm 23.0
Issued September 2009
Section 5: 15.1
Technical Data: Laminex Branded Products
APPLICATIONS Decorwood can be used in the following applications, in all areas away from high humidity, such as wall units, bedroom furniture, office furniture, wall lining, shelving.
DECORATIVE SURFACE PROPERTIES Decorwood, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 as per substrate properties table below:
RESISTANCE TO STEAM No noticeable permeability effects.
LOW PRESSURE LAMINATES
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3)
Indices
Ignitability Spread of Flame Heat Evolved Smoke Developed
Result
14 8 7 4
Range
0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 90.1 m2 / kg Extinction Area
IMPORTANT NOTE
A slight variation exists between the finishes on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Laminex high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Greenfirst
Section 3:1
Section 5: 15.2
Issued September 2009
TIMBER VENEERS
Laminex Finished Designed Timber Veneers
Laminex Finished Designed Timber Veneer is a multilaminar wood veneer prefinished with a polyurethane coating. It unites the beauty of real wood with the practicality of a high pressure laminate. Each timber veneer has a specifically designed surface finish ranging from textured and tactile effects to a deep gloss that enhances the beauty of the veneer.
PRODUCT OPTIONS Laminex Finished Designed Timber Veneers are available in the following options: Timber Veneer laminate sheets (1mm thick) Sheet size is 2440mm x 1220mm Pre-laminated MDF Panels (19mm finished thickness) MDF MR panels size is 2400mm x 1200mm (veneer on front face and white laminate on back). MDF MR panels with veneer on two sides are made to order. Other panel options including STD MDF and particleboard panels are available as a special order. Edging 0.55mm thick 22mm wide unglued edging is available for all species in a matching finish. Doors and Drawers Made to measure and finished as a square edge profile. Made to measure doors, drawers & panels can be specified as horizontal grain.
Laminex Finished Designed Timber Veneer laminate is therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight.
TECHNICAL PROPERTIES (This table shows typical values when tested by a NATA accredited laboratory)
Wax & Sandblasted Finish Gloss Finish
Nominal Thickness 1.0mm Sheet Size 2440 x 1220mm Nominal Weight per m2 1.2kg Dimensional Stability at 20C - Longitudinal 0.4% - Transverse 1.2% Resistance to Surface Wear (AS/NZS 2924.1:1998) > 1150 cycles Resistance to Staining Reagents Group 1 to 4 = (AS/NZS 2924.1:1998) no visible change Colour fastness to artificial light: Xenon arc fading lamp 3 (Blue wool 6) (ISO 105-B02)
1.0mm 2440 x 1220mm 1.2kg 0.4% 1.2% > 1150 cycles Reagents Group 1 to 4 = no visible change 3 (Blue wool 6)
Issued September 2009
Section 5: 16.1
Technical Data: Laminex Branded Products
APPLICATIONS Laminex Finished Designed Timber Veneer is suitable for both commercial and residential interior applications and for use on vertical and light use horizontal applications. It can be used to make tables, furniture and general joinery. It is not recommended for high wear applications such as kitchen benchtops.
Laminex Finished Designed Timber Veneer laminate has good colour retention and dimensional stability in normal interior applications. However, prolonged exposure to sunlight may cause shrinkage and/or some change in colour.
TIMBER VENEERS
Fire Properties Cone Calorimeter Test
Typically achieved when tested to AS/NZS 3837:1998.Tests conducted on Finished Designed Timber Veneer MDF Panel (18mm) Indices Unit Result Average Heat Release Rate Average Specific Extinction area BCA Classification KW/m2 m2/kg Group 73.7 9.6 3
If exposed to direct and strong light timber veneer products may undergo sudden and irregular changes from the original colour. As little as an hours exposure to sunlight may change the colour of timber veneer. For more information visit www.laminex.com.au. Water will stain face veneers if allowed to pool on the surface. We recommend that all timber veneers be stored within closed sheds where they will not be exposed to sunlight and moisture. VENEER GRAIN It is normal practice in Australia to specify dimensions of veneered panels length by width by thickness .The first nominated dimension specifies the direction the veneer grain runs eg. 2400 x1200 the veneer length is 2400mm long and can be referred to as long band. All Laminex Finished Designed Timber Veneer inventory is long band.
As with all veneer surfaces, they must be protected from sunlight with a cover sheet or non-transparent plastic, preferably dark, in order to assure stability. The Laminates and Panels are always to be handled by two people. The storage area should be protected from sun, rain and wind to minimise rapid changes in temperature and humidity. Open sided sheds should not be regarded as dry stores. All packs should be evenly supported at each end and at intervals of not more than 600mm.Where packs are multiple stacked, all supports should be vertically aligned. To avoid staining and fading, the sheets should not be exposed to the weather while awaiting installation. Keep the surface free of contaminants such as dust, oil and adhesives that will affect the surface finishes.
TECHNICAL PROPERTIES (VENEERED MDF & PARTICLEBOARD PANELS) Please refer to the product literature for Craftwood MDF and Particleboard products from The Laminex Group, or visit www.thelaminexgroup.com.au/tradeessentials to view this information.
DIMENSIONAL STABILITY (VENEERED MDF & PARTICLEBOARD PANELS ONLY) Length 0.4%.Thickness 5.0% with changes from 35% Relative Humidity to 85% Relative Humidity (relative to datum point of 65% relative Humidity). COLOUR CONSISTENCY As with traditional veneers, it is not possible to guarantee an absolute consistency in colour of Laminex Finished Designed Timber Veneers between one batch and another. Therefore, a slight colour difference between two sets of laminates or panels cannot be considered a defect. EXPOSURE TO WATER & SUNLIGHT Veneer products, including Laminex Finished Designed Timber Veneers, being partially comprised of natural timbers will react to direct and indirect light. Therefore, a change of the surface colour and appearance over time is a natural characteristic, not a defect. Additionally, heat and humidity will interact with light to accelerate the ageing process.
STORAGE & HANDLING Laminex Finished Designed Timber Veneer Laminates and Panels can be handled and stocked as a traditional HPL or wood panel with a melamine overlay. However, some specific features of timber surfaces require particular care. Laminex Finished Designed Timber Veneer Laminate should always be stacked horizontally, face to face, at a moderate ambient temperature (about 20C) and a relative humidity of around 60%. Laminex Finished Designed Timber Veneer Panels should always be stacked horizontally, face to face or face to back stacking is acceptable. Moderate ambient temperature (about 20C) and a relative humidity of around 60% is ideal.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Section 5: 16.2
Issued September 2009
TIMBER VENEERS
Laminex Timber Veneers
Laminex Timber Veneers present all the beauty of natural timber.Thin layers of timber veneers are factory bonded to both sides of Laminex Craftwood or Particleboard providing the natural beauty of timber, with the versatility, machinability and strength of Craftwood or Particleboard substrates. Laminex Timber Veneer Panels are usually available good two sides or with a downgrade or BAMO back. (Back at Manufacturers Option).
RANGE STRUCTURE The Laminex Timber Veneer panel range includes: 1. Natural Timber Veneer Panels - classic Natural timbers with timeless beauty 2. Designer Timber Veneer Panels reconstructed & retoned veneers that deliver a modern, sophisticated & consistent effect with the warmth & beauty of timber veneer 3. FSC Veneer Panels - an environmentally preferable range of classic Timber Veneers & Harmony retoned Veneer panels with Forest Stewardship certification contributing to Greenstar credits. For more information on Laminex Timber Veneers please ask for: 1. The Laminex Natural Timber Veneer Brochure 2. The Laminex Designer Timber Veneers Brochure. 3. The Laminex FSC Timber Veneer Panels Brochure. APPLICATIONS Laminex Timber Veneered panels are highly suitable for all detail joinery, high quality furniture, feature walls, shelving and kitchens and commercial projects. Note: Laminex Timber Veneers are for interior use only.
Issued September 2009
INSULATION PROPERTIES Thermal conductivity varies with thickness. Usual range is 0.05 to 0.08 kcal/(m2.Sec. C) DIMENSIONAL STABILITY Length 0.4% Thickness 5.0% with changes from 35% Relative Humidity to 85% Relative Humidity (relative to datum point of 65% relative humidity). TECHNICAL INFORMATION For detailed technical application relating to veneer specifications, health and safety, finishing and precautions with finishing, please refer to the Technical Information section within the Laminex Timber Veneers brochure. IMPORTANT NOTE: Finishing The type of finishing system used with Timber Veneers can be critical to the appearance of the product in both the short and long term. Please refer to Appendix 3, Section 9.3 for Finishing Guidelines and Precautions.
FIRE TESTS
Cone Calorimeter AS/NZS 3837:1998 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 51.7 m2 / kg Extinction Area
18mm thick using standard particleboard core
FSC VENEERS Standard offer is only MR MDF. MR, E0, MDF 2400x1200, and 2700x1200 in 17, 19, 26 and 33mm thicknesses.
Section 5: 17.1
Technical Data: Laminex Branded Products
SUBSTRATE PROPERTIES Please refer to the Trade Essentials Guide for Craftwood and Particleboard products from The Laminex Group, or visit www.thelaminexgroup.com.au/ tradeessentials to view this information.
SHEET SIZES AND THICKNESSES Veneered Board offer is Standard MDF 5.75, 17 & 19mm. HMR Particleboard 17 & 19mm. 2400 x 1200mm Sheet size. Other species, sheet sizes and substrates are available as made to order please enquire on 132 136.
TIMBER VENEERS
For detailed information on The Laminex Groups FSC Timber Veneer Panels range and technical information, please refer to FSC Timber Veneer Panels brochure. Note: A wide range of veneer options are available, please contact 132 136 for additional information. GREENfirst PRODUCT Laminex FSC Timber Veneer Panels is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Licence Number LA-3-2007
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Finishing of Timber Veneer Panels
Section 5:17
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Section 5: 17.2
Issued September 2009
SOLID SURFACE
Freestyle 12mm Surfaces
Freestyle 12mm Surfaces sheet material is manufactured from a polyester/ acrylic hybrid resin, pigments for colour and alumina trihydrate as the filler. Sheets are made using a batch sheet cast forming line. Freestyle 12mm Surfaces can be fabricated using standard wood working equipment.
Freestyle 12mm Surfaces comes in 5 colour ranges: a. Solid colours b. Speckle colours c. Special colours d. Mica colours e. Artifacts (Please refer to the Freestyle 12mm Surfaces brochure for a complete range of colours and availabilities.) Freestyle 12mm Surfaces construction is non-porous with consistent colour throughout the sheet. It cannot delaminate, is UV stable and resists many stains. It has excellent hygienic performance. SUPPLY AND WARRANTY Freestyle 12mm Surfaces is supplied only through authorised fabricators. The product is covered by a 15 year limited warranty by The Laminex Group when fabricated and installed according to the Installation Manual.
Freestyle Surfaces has high resistance to many chemicals and is therefore, an ideal laboratory benchtop material. However, in all cases, purpose testing of chemicals and stains should be undertaken prior to any final decision, due to the wide and varied chemical types and concentration. Note: Test Results may vary due to colour and exposure time. It is highly recommended that all stains are removed as quickly as possible to reduce the staining of the surface LIMITATIONS Freestyle Surfaces withstands normal wear and tear. Here are some guidelines to assist in Freestyle Surfaces application and use: Avoid leaving hot appliances or utensils in direct contact with Freestyle Surfaces, use a trivet for hot pans or utensils to protect the surface. Freestyle Surfaces is intended for interior use only. Certain chemicals may damage Freestyle Surfaces. Refer to the Freestyle Surfaces chemical and stain resistance section for specific recommendations.
It is not possible to create a seamless join when fabricating Mica colours due to the randomness of the design. Do not allow dry ice to come into contact with Freestyle Surfaces. Do not cut directly on Freestyle Surfaces.
Issued September 2009
Section 5: 18.1
Technical Data: Laminex Branded Products
APPLICATIONS Freestyle 12mm Surfaces are suitable for any interior surface or cladding application. It is ideal for kitchen and bathroom benchtops, counters, reception desks, wall and column cladding, commercial bars and many other vertical and horizontal applications.
SURFACE PROPERTIES Freestyle 12mm Surfaces is made from a hybrid polyester/acrylic resin system.
Refrain from sliding hard or heavy objects across the counter top surface as this may cause scratching. Scratching on darker surfaces will be more visible than on lighter colours and will require more ongoing maintenance. Refer to maintenance section.
SOLID SURFACE
PROPERTY SPECIFICATIONS
Property Specific Gravity Flexural Strength Flexural Modulus Water Absorption Rockwell M Hardness Thermal Expansion UV Stability Wear and Cleanability Gloss (60 Gardner) Impact Resistance Boiling Water Surface Resistance High Temperature Resistance Colour consistency Stain Resistance Stain Resistance Fungi & Bacteria Test Method ASTM D792 ASTM D790 ASTM D790 ASTM D570 ASTM D785 ASTM D696 NEMA LD3 ANSI Z124.6 ANSI Z124 NEMA LD3 Units g/cm3 MPa GPa % wt Rockwell units mm/mmC Visual rating Gloss units Drop ht. = 2.4m Ball wt. = 224g Visual rating Visual rating Units Visual rating Visual rating Typical Results 1.7 42 9.5 <0.13% 92 3.24x10-5 slight effect 3-4 5 - 20 no fracture with backer very slight effect no effect E < 1.0 passes passes no effect TYPICAL SPLASHBACK DETAILS
NEMA LD3 NEMA LD3 L.a.b ANSI Z124.6 ANSI Z124.3 ANSI Z124
FREESTYLE CHEMICAL COMPOSITION
Material MMA Methyl Methacrylate PET Polyester AL (OH)3 Alumina Trihydrate UV Absorbers, Cross Linking Agents, Stabilisers, Curing Agents, Etc Remark Resin Resin Filler Additives
FREESTYLE ADHESIVE CHEMICAL COMPOSITION
Base Component Remark MMA Methyl Methacrylate LMA (Lauryl Methacrylate) Fillers & Additives SBS Block Rubber DBP (Di Butyl Phthalate) Benzoyl peroxide
Hardner
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 9 0 1 4 0-20 0-10 0-10 0-10
Note: Test Results may vary due to colour and particular size, however result changes will only be minor. PRODUCT RANGE 1. Standard sheet size: Length = 3683 -0/+10 mm Width = 762 -0/+5 mm. 2. Standard thickness: 12 mm - 0/+ 0.5mm WHEN SPECIFYING SHEETS Ask for: Freestyle 12mm Surfaces from Laminex in .... colour.
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 117.8 m2 / kg Extinction Area Average Heat 63.9 kW/m2 Release Rate
Section 5: 18.2
Issued September 2009
SOLID SURFACE
FABRICATION The fabrication and installation of all components using Freestyle Surfaces should be carried out by an authorised Freestyle Surfaces Fabricator. MAINTENANCE On a day-to-day basis, Freestyle Surfaces can be kept clean using a sponge and soapy water. For any marks, stubborn stains etc., or even for a thorough cleaning - use an abrasive cleanser (like Ajax) and Grey 448 Scotch-Brite pad. Using these regularly helps to maintain a beautiful, satin lustre on your surfaces. More severe stains, burns or damage can be removed using a very fine sandpaper (220-320 grit).To repair large chips, deep scratches, severe burns etc., an Authorised Freestyle Solid Surfacing Fabricator must be contacted. Should further information on Freestyle Surfaces be required, contact The Laminex Group on 132 136 from anywhere in Australia, for fabricator, display and general advice. FOOD SERVICE COUNTERTOPS Bain Marie Food service countertops will require different design, fabrication and installation techniques due to the Freestyle Surfaces benchtops possible exposure to greater temperature stresses than the normal residential installation. It is a requirement of the manufacturer of the stainless steel tank equipment to manufacture all hot tank sections with installed double walls.
FREESTYLE CHEMICAL AND STAIN RESISTANCE Exposure to harsh chemicals should be Freestyle is a hybrid polyester/acrylic solid surface product with a high level of avoided at all times. In case of surface contamination, quickly wash affected area Alumina Trihydrate content as a filler, which provides superior heat stability with a domestic gritty cleaner and water. Sand if necessary. Surface damage may and resistance to stains and chemicals. The exposure time to the chemicals will vary with the chemical strength and have a direct effect on ease of removal. exposure time. PERFORMANCE REPORT FOR CHEMICALS AND STAINS
Classification Acetic Acid Acetic Acid Acetic Acid Acetic Acid Acetone Aqua Regia Ammonia Ammonium Hydroxide Ammonium Hydroxide Benzene Calcium Thiocyanate Chloric Hydroxide Chloroform Citric Acid Dimethyl Formamhide Ethanol Ethyl Ether Formic Acid Formaldehyde Furfural Gasoline Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Isopropyl Alcohol Kerosene Methyl Alcohol Methyl Ethyl Ketone Mineral Oil Nitric Acid Nitric Acid Nitric Acid Nitric Acid Phenol Phenol % 5% 10% 90% 98% Gritty Cleaner or Water Scotch Brite or Sand Paper
78% 20% 100% 10% 95% 88%
10% 20% 37% 20% 5%
10% 30% 40% 70% 40% 85%
Issued September 2009
Section 5: 18.3
Technical Data: Laminex Branded Products
10% 5% 28%
SOLID SURFACE
Classification Phosphoric Acid Phosphoric Acid Silver Nitrate Sodium Hydroxide Sodium Hydroxide Sodium Hydroxide Sodium Hypochlorite Sodium Sulphate Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Toluene Xylene Zinc Chloride
% 25% 85% 10% 10% 25% 40% 5% 25% 30% 77% 96%
Gritty Cleaner or Water
Scotch Brite or Sand Paper
TEST METHOD Test method is based on 16 Hours exposure per chemical For exposures to chemicals other than above, it is recommended to test on a sample piece of Freestyle to confirm the suitability for the application. Common domestic residues such as examples listed below, may be removed with water or domestic cleaners. Alcohol Coffee Curry Powder Juices Mustard Salt Sugar Vinegar Ballpoint Pen Ink Cooking Oil Eye Brow Pencil Lipstick Nail Polish Shoe Polish Tea Whisky Cigarette Crayon Hair Dyes Lotions Pencil Lead Soy Sauce Tomato Sauce Wine
Section 5: 18.4
Issued September 2009
SOLID SURFACE
Freestyle 30mm Surfaces
Freestyle 30mm Surfaces sheet material is manufactured from a polyester/acrylic hybrid resin, pigments for colour and alumina trihydrate as the filler. Sheets are made using a batch sheet cast forming line. Freestyle 30mm Surfaces can be fabricated using standard wood working equipment.
30mm sheet thickness offers the added benefit of a greater finished bench thickness without the need for edge build downs. 30mm comes in 2 colour ranges: a. Solid colours - Arctic White,Tapenade, Coconut Milk, Zucchero, Smooth Concrete, b. Speckle colours - Kosciusko, Bianco Quartz, Nero Quartz Freestyle 30mm Surfaces construction is non-porous with consistent colour throughout the sheet. It cannot delaminate, is UV stable and resists many stains. It has excellent hygienic performance. SUPPLY AND WARRANTY Freestyle 30mm Surfaces is supplied only through authorised fabricators. The product is covered by a 15 year limited warranty by The Laminex Group when fabricated and installed according to the Installation Manual.
Freestyle 30mm Surfaces has high resistance to many chemicals and is therefore an ideal laboratory benchtop material. However, in all cases, purpose testing of chemicals and stains should be undertaken prior to any final decision, due to the wide and varied chemical types and concentration. Note: Test Results may vary due to colour and exposure time. It is highly recommended that all stains are removed as quickly as possible to reduce the staining of the surface. LIMITATIONS Freestyle Surfaces withstands normal wear and tear. Here are some guidelines to assist in Freestyle Surfaces application and use: Avoid leaving hot appliances or utensils in direct contact with Freestyle Surfaces, use a trivet for hot pans or utensils to protect the surface. Freestyle Surfaces is intended for interior use only.
Refrain from sliding hard or heavy objects across the counter top surface as this may cause scratching. Scratching on darker surfaces will be more visible than on lighter colours and will require more ongoing maintenance. Refer to maintenance section. It is not possible to create a seamless join when fabricating Mica colours due to the randomness of the design. Do not allow dry ice to come into contact with Freestyle Surfaces. Do not cut directly on Freestyle Surfaces.
Issued September 2009
Section 5: 19.1
Technical Data: Laminex Branded Products
APPLICATIONS Freestyle 30mm Surfaces are specifically designed for many applications, such as kitchen and bathroom benchtops, counters, reception desks, commercial bars and many other horizontal applications.
SURFACE PROPERTIES Freestyle 30mm Surfaces is made from a hybrid polyester/acrylic resin system.
Certain chemicals may damage Freestyle Surfaces. Refer to the Freestyle Surfaces chemical and stain resistance section for specific recommendations.
SOLID SURFACE
PROPERTY SPECIFICATIONS
Property Specific Gravity Flexural Strength Flexural Modulus Water Absorption Rockwell M Hardness Thermal Expansion UV Stability Wear and Cleanability Gloss (60 Gardner) Impact Resistance Boiling Water Surface Resistance High Temperature Resistance Colour consistency Stain Resistance Stain Resistance Fungi & Bacteria Test Method ASTM D792 ASTM D790 ASTM D790 ASTM D570 ASTM D785 ASTM D696 NEMA LD3 ANSI Z124.6 ANSI Z124 NEMA LD3 Units g/cm3 MPa GPa % wt Rockwell units mm/mmC Visual rating Gloss units Drop ht. = 2.4m Ball wt. = 224g Visual rating Visual rating Units Visual rating Visual rating Typical Results 1.7 42 9.5 <0.13% 92 3.24x10-5 slight effect 3-4 5 - 20 no fracture
FABRICATION The fabrication and installation of all components using Freestyle Surfaces should be carried out by an authorised Freestyle Surfaces Fabricator. MAINTENANCE On a day-to-day basis, Freestyle Surfaces can be kept clean using a sponge and soapy water. For any marks, stubborn stains etc., or even for a thorough cleaning, use an abrasive cleanser (like Ajax) and Grey 448 Scotch-Brite pad. Using these regularly helps to maintain a beautiful, satin lustre on your surfaces. More severe stains, burns or damage can be removed using a very fine sandpaper (220-320 grit).To repair large chips, deep scratches, severe burns etc., an Authorised Freestyle Solid Surfacing Fabricator must be contacted. Should further information on Freestyle Surfaces be required, contact The Laminex Group on 132 136 from anywhere in Australia, for fabricator, display and general advice. FOOD SERVICE COUNTERTOPS Bain Marie Food service countertops will require different design, fabrication and installation techniques due to the Freestyle Surfaces benchtops possible exposure to greater temperature stresses than the normal residential installation. It is a requirement of the manufacturer of the stainless steel tank equipment to manufacture all hot tank sections with installed double walls.
NEMA LD3 NEMA LD3 L.a.b ANSI Z124.6 ANSI Z124.3 ANSI Z124
very slight effect no effect E < 1.0 passes passes no effect
FREESTYLE CHEMICAL COMPOSITION
Material MMA Methyl Methacrylate PET Polyester AL (OH)3 Alumina Trihydrate UV Absorbers, Cross Linking Agents, Stabilisers, Curing Agents, Etc Remark Resin Resin Filler Additives
FREESTYLE ADHESIVE CHEMICAL COMPOSITION
Base Component Remark MMA Methyl Methacrylate LMA (Lauryl Methacrylate) Fillers & Additives SBS Block Rubber DBP (Di Butyl Phthalate) Benzoyl peroxide
Hardner
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 8 0 1 5 0-20 0-10 0-10 0-10
Note: Test Results may vary due to colour and particular size, however result changes will only be minor. PRODUCT RANGE 1. Standard sheet size: Length = 3073 -0/+10mm Width = 762 -0/5mm 2. Standard thickness: 30mm +/-0.5mm WHEN SPECIFYING SHEETS Ask for: Freestyle 30mm Surfaces from Laminex in .... colour.
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 122.7 m2 / kg Extinction Area Average Heat 59.0 kW/m2 Release Rate
Section 5: 19.2
Issued September 2009
SOLID SURFACE
FREESTYLE CHEMICAL AND STAIN RESISTANCE Freestyle is a hybrid polyester/acrylic Exposure to harsh chemicals should be solid surface product with a high level of avoided at all times. In case of surface Alumina Trihydrate content as a filler, contamination, quickly wash affected area which provides superior heat stability with a domestic gritty cleaner and water. and resistance to stains and chemicals. Sand if necessary. Surface damage may The exposure time to the chemicals will vary with the chemical strength and have a direct effect on ease of removal. exposure time. PERFORMANCE REPORT FOR CHEMICALS AND STAINS
Classification Acetic Acid Acetic Acid Acetic Acid Acetic Acid Acetone Aqua Regia Ammonia Ammonium Hydroxide Ammonium Hydroxide Benzene Calcium Thiocyanate Chloric Hydroxide Chloroform Citric Acid Dimethyl Formamhide Ethanol Ethyl Ether Formic Acid Formaldehyde Furfural Gasoline Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Isopropyl Alcohol Kerosene Methyl Alcohol Methyl Ethyl Ketone Mineral Oil Nitric Acid Nitric Acid Nitric Acid Nitric Acid Phenol Phenol % 5% 10% 90% 98% Gritty Cleaner or Water Scotch Brite or Sand Paper
10% 5% 28% 78% 20% 100% 10% 95% 88%
10% 20% 37% 20% 5%
10% 30% 40% 70% 40% 85%
Issued September 2009
Section 5: 19.3
Technical Data: Laminex Branded Products
SOLID SURFACE
Classification Phosphoric Acid Phosphoric Acid Silver Nitrate Sodium Hydroxide Sodium Hydroxide Sodium Hydroxide Sodium Hypochlorite Sodium Sulphate Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Toluene Xylene Zinc Chloride
% 25% 85% 10% 10% 25% 40% 5% 25% 30% 77% 96%
Gritty Cleaner or Water
Scotch Brite or Sand Paper
TEST METHOD Test method is based on 16 Hours exposure per chemical. For exposures to chemicals other than above, it is recommended to test on a sample piece of Freestyle to confirm the suitability for the application. Common domestic residues such as examples listed below, may be removed with water or domestic cleaners.
Alcohol Curry Powder Mustard Sugar Ballpoint Pen Ink Eye Brow Pencil Nail Polish Tea Cigarette Hair Dyes Pencil Lead Tomato Sauce Coffee Juices Salt Vinegar Cooking Oil Lipstick Shoe Polish Whisky Crayon Lotions Soy Sauce Wine
Section 5: 19.4
Issued September 2009
CABINET DOORS
Laminex ColourTech Doors
Laminex ColourTech Doors are produced on 18.0mm thick white singled sided MR MDF with a two pack polyurethane paint, ready for the tradesperson to install.The ColourTech colour range covers all Laminex laminate plain colours, and is available in either a textured, satin or gloss finish.
It is important to be aware that due to the MR MDF core, ColourTech Doors are only recommended for interior applications. An extensive range of sizes are available due to the large board size that the doors are made from. Some size restrictions do apply due to machining constraints (Refer to the Laminex ColourTech easy reference chart). DOOR INSTALLATION As the door substrate is a wood based panel, it will react to changes in moisture, as will natural timber, and hence humidity SUBSTRATE PROPERTIES
Minimum specification for number of hinges per door depending on height Door Height Hinge Quantity 0-850mm 851mm-1350mm 1351mm-1800mm 1801-2400mm 2 3 4 5
Ignitability Spread of Flame Heat Evolved Smoke Developed
13 6 6 4
0-20 0-10 0-10 0-10
Door bow can further be minimised by avoiding large size doors and bar panels. For example, split pantry doors (rather than one tall door) and individual doors for bar panels are recommended. WEIGHT
Thickness: kg per m :
2
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 71.8 m2 / kg Extinction Area
THICKNESS 18mm. DOOR DESIGN RANGE ColourTech Doors are available in 12 different profiles with seven co-ordinating glaze doors to match. Coupled with an extensive choice of Laminex colours, ColourTech co-ordinates with the Laminex product range, and can create any kitchen or bathroom design from country, classic through to the most contemporary looks.To see the full range phone 132 136 for a copy of the Laminex ColourTech Doors brochure.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
18mm 13.0
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS RANGE Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24hr Moisture Resistance MOR(A) Unit kg/m KPa MPa MPa N N MPa % MPa
3
18mm 735 900av. 43av. 3600av. 1000av 1600av 1.7 <4 9.7
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application, Section 9:3
Issued September 2009
Section 5: 20.1
Technical Data: Laminex Branded Products
APPLICATIONS ColourTech Doors, whilst specifically designed to be installed in kitchen, bathroom and laundry applications, and have many alternate applications within the domestic and commercial furniture industries.
variations will influence the extent to which doors will bow.The effect of door bow can be minimised by the installation instructions.
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range
CABINET DOORS
Laminex Contour Doors
The Laminex Contour Doors range is produced on a selected range of standard Lamiwood MR colours. It is important to be aware that due to the complexity of the decorated papers construction, not all of the standard Lamiwood MR colour range can be used to produce Contour Doors.
APPLICATIONS Contour Doors are suitable for use in all areas of high humidity, such as kitchen cupboard doors, bathroom vanities, laundry cupboards, shelving, wall panelling and all domestic and commercial joinery applications. SUBSTRATE PROPERTIES
DECORATIVE SURFACE PROPERTIES Lamiwood, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for substrate properties as below.
MOISTURE RESISTANCE Laminex Craftwood MR complies with Wet Cyclic Test Moisture Resistance Properties as specified in AS/NZS 1859.2. RESISTANCE TO WEAR Solid Colours Typical results 700 cycles. Patterns and Woodgrains Typical results 150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. STANDARD COLOUR RANGE Contour Doors are available in a range of 60 colours and prints.To see the full range of Contour Doors call 132 136 for a copy of the Laminex Contour Door brochure. DIMENSIONAL AND EDGING SPECIFICATIONS Panels are produced using 18mm thick Lamiwood for normal door and furniture panels. PROFILES 90 for door and panel applications. 180 for kitchen end panels where the door radius is required on both sides of the panel to give balance.
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24 hrs Moisture Resistance MOR(A) Unit kg/m3 KPa MPa MPa N N MPa % MPa 18mm 735 900av. 43av. 3600av. 1000av. 1600av. 1.7 <4 9.7
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
WEIGHT
Thickness kg per m2 18mm 13.1
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 13 6 6 4 0 0 0 0 to to to to 20 10 10 10
THICKNESSES 18mm. DIMENSIONAL STABILITY Length 0.4% Thickness 5.0% with changes from 35% Relative Humidity to 85% Relative Humidity (relative to datum point of 65% relative humidity).
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kw/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 64.7 m2 / kg Extinction Area
Section 5: 21.1
Issued September 2009
CABINET DOORS
EDGING Supplied with a choice of either 1mm or 2mm ABS edging on ends of doors or panels. PANEL DIMENSIONS An extensive range of sizes are available due to the large board size the doors are made from. Some size restrictions do apply due to machining constraints. Minimum Height: 115mm Maximum Height: 2400mm Minimum Width: 125mm Maximum Width: 1600mm DOOR INSTALLATION As the door substrate is a wood based panel, it will react to changes in moisture, as will natural timber, and hence humidity variations will influence the extent to which doors will bow. MINIMUM SPECIFICATIONS FOR NUMBER OF HINGES PER DOOR DEPENDING ON HEIGHT
Door Height 0-850mm 851mm-1350mm 1351mm-1800mm 1801mm-2400mm Hinge Quantity 2 3 4 5
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 5: 21.2
GREENfirst PRODUCT Laminex Lamiwood is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Licence Number LA-2005
IMPORTANT NOTE
A slight variation exists between the Flint finish on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Flint finish on Laminex high-pressure laminate products.
Technical Data: Laminex Branded Products
CABINET DOORS
Laminex Contour Finedge Doors
The Laminex Contour Finedge Doors range is produced on a selected range of standard Lamiwood MR colours.These Doors and Panels feature a contemporary sleek 3mm radius profiled edge to provide a streamlined seamless edge. Contour Finedge Doors are available in a selected range of decors from the Laminex Colour Palette.
APPLICATIONS Contour Finedge Doors are suitable for use in all areas of high humidity, such as kitchen cupboard doors, bathroom vanities, laundry cupboards, shelving, wall panelling and domestic and commercial joinery applications. SUBSTRATE PROPERTIES
DECORATIVE SURFACE PROPERTIES Lamiwood, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for substrate properties as below.
MOISTURE RESISTANCE Laminex Craftwood MR complies with Wet Cyclic Test Moisture Resistance Properties as specified in AS/NZS 1859.2. RESISTANCE TO WEAR Solid Colours Typical results 700 cycles. Patterns and Woodgrains Typical results 150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. STANDARD COLOUR RANGE Contour Finedge Doors are available in a range of 68 solid colours, woodgrains and patterns.To see the full range of Contour Finedge Doors call 132 136 for a copy of the Laminex Contour Finedge Door brochure or visit laminex.com.au. DIMENSIONAL AND EDGING SPECIFICATIONS Panels are produced using 18mm thick Lamiwood for normal door and furniture panels. PROFILES 90 for door and panel applications.
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24 hrs Moisture Resistance MOR(A) Unit kg/m3 KPa MPa MPa N N MPa % MPa 18mm 735 900av. 43av. 3600av. 1000av. 1600av. 1.7 <4 9.7
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
WEIGHT
Thickness kg per m
2
FIRE TESTS
18mm 13.1 (Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 13 6 6 4 0 0 0 0 to to to to 20 10 10 10
THICKNESSES 18mm. DIMENSIONAL STABILITY Length 0.4% Thickness 5.0% with changes from 35% Relative Humidity to 85% Relative Humidity (relative to datum point of 65% relative humidity).
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kw/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 64.7 m2 / kg Extinction Area
Section 5: 22.1
Issued September 2009
CABINET DOORS
EDGING Supplied with a choice of either 1mm or 2mm ABS edging on ends of doors or panels. PANEL DIMENSIONS An extensive range of sizes are available due to the large board size the doors are made from. Some size restrictions do apply due to machining constraints. Minimum Height: 115mm Maximum Height: 2400mm Minimum Width: 125mm Maximum Width: 1600mm DOOR INSTALLATION As the door substrate is a wood based panel, it will react to changes in moisture, as will natural timber, and hence humidity variations will influence the extent to which doors will bow. MINIMUM SPECIFICATIONS FOR NUMBER OF HINGES PER DOOR DEPENDING ON HEIGHT
Door Height 0-850mm 851mm-1350mm 1351mm-1800mm 1801mm-2400mm Hinge Quantity 2 3 4 5
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 5: 22.2
GREENfirst PRODUCT Laminex Lamiwood is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
LA-2008 GECA 28-2006 Furniture and Fittings
IMPORTANT NOTE
A slight variation exists between the Flint finish on Laminex melamine faced board products (Lamiwood MR, Decorwood,Vertiboard,Vertiboard MR, Structural and Contour Doors) and the Flint finish on Laminex high-pressure laminate products.
Technical Data: Laminex Branded Products
CABINET DOORS
Laminex Timber Doors
Laminex Timber Doors are manufactured from solid timber as well as a combination of solid timber and natural timber veneered Craftwood.The doors are supplied already lacquered ready for the tradesman to install.
APPLICATIONS Timber Doors are designed for use in many domestic and commercial furniture applications, such as kitchen cupboard doors, bathroom vanities, laundry cupboards, built-in cupboards and display units. THICKNESS All door frames are 20mm thick. The thickness of the centre panel ranges from 6mm, for styles with a timber veneered centre panel, to 17mm for a raised panel style. FIRE TESTS
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kw/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 60.8 m2 / kg Extinction Area
20mm thick door
The veneered panel styles require 40% less solid timber to manufacture while not taking away from the solid timber door appearance. All timber species supplied are from sustainable managed forests that allow for the production of cabinet doors that will not distort or crack over their service life. All door frames are 73mm in width. The Timber Door offer is completed by the inclusion of polished timber veneer panels in almost any size, cornice capping, tambour appliance cupboard doors and dressed all round timber, to enable trades people to offer a completely timber finished product. DOOR FINISH All doors are supplied lacquered with Mirotone (or equivalent) mirotech 3600/30, a low yellowing two-pack Acid Cat lacquer with a 30% gloss level. All lacquered doors have their centre panel sealed before the door is assembled.This is quite unique to the Laminex Timber Door and delivers two significant benefits: 1) The centre panel is less likely to move with changes in humidity; 2) If the centre panel does move, the movement will not expose unsealed timber.
DOOR CARE INFORMATION Cleaning Instructions Dusting: Use only a soft dry cloth or feather duster. Polishing: Apply a light spray of Mirotone SPRAYGLOW Furniture Polish or MIROMAX Wood Finishing Wax. Polish the surface using a soft dry cloth. Excessive use of SPRAYGLOW may leave a greasy film on the surface (see notes on cleaning of greasy marks) Spillages: All spillages should be cleaned with a damp cloth as soon as possible. Greasy Marks: Greasy marks may be removed by wiping the surface with a cloth dampened with Mineral Turpentine. Wipe clean with a soft dry cloth and leave to dry.To restore the finish apply a liberal amount of SPRAYGLOW Furniture Polish or MIROMAX Wood Finishing Wax to the door surface and polish using a soft clean cloth, making sure to rub off any excess.
DOOR DESIGN RANGE Laminex Timber Doors are available in a comprehensive range of highly desirable timber species.The natural warmth of the timber species, combined with the polished Two Pac acid cat finish, provide a finished result that is rich in appeal and ageless in appearance. The doors are available in a range of styles that offer a traditional, country and contemporary look.
Section 5: 23.1
Issued September 2009
CABINET DOORS
WARNINGS Mechanical Damage: To avoid surface damage, do not allow sharp objects to be rubbed or dragged across the surface of any panels. Abrasive nylon pads and metal cleaning pads will damage the door lacquer. Chemicals and Alcohol: All chemical substances and alcohol should be removed immediately from door surfaces if spilled. Furniture Polish: We do not recommend furniture polishes that contain silicone as they may cause re-coating or refurbishment problems at a later date. Abrasive polishes should also be avoided. Moisture: Moisture may cause damage to door coatings. Use a soft dry cloth wherever possible to clean doors and avoid use of the doors in a damp environment. The best guarantee for long life of any coated timber door is to follow the guidelines listed below: 1. Avoid high humidity build up. Ensure the kitchen is properly ventilated through the opening of window or turning on air extractor fans. 2. Wipe up any spills as they occur and dont miss those spots at the bottom of doors or any other area water may pool.These are the most common points of failure. 3. Avoid damage to the protective coating through physical impact, like mop handles. 4. Avoid the use of abrasive materials and cleansers.The use of abrasive materials will dramatically shorten the life of the protective coating.
5.The regular use of a wax-based, silicone free non-abrasive polish may be beneficial in reducing the transmission of moisture through the film. A silicone free polish such as Mirotones Sprayglow furniture polish is recommended to avoid any problem with repair of recoat work that may be carried out within the life of the timber door. Direct Sunlight: Direct sunlight should be avoided on all doors and panels as fading, bleaching or yellowing may occur. DOOR INSTALLATION Natural timber will react to changes in moisture and hence humidity variations will influence the extent to which the doors will bow.The effect of a door bow can be minimised by the following installation instructions. MINIMUM SPECIFICATIONS FOR NUMBER OF HINGES PER DOOR DEPENDING ON HEIGHT
Door Height 0-850mm 851mm-1350mm 1351mm-1800mm 1801mm-2400mm Hinge Quantity 2 3 4 5
Door bow can further be minimised by avoiding large size doors and bar panels. For example, split pantry doors (rather than one tall door) and individual doors for bar panels are recommended.
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 5: 23.2
Technical Data: Laminex Branded Products
CABINET DOORS
Laminex Timber Veneer Doors
Laminex Timber Veneer Doors are produced on 18mm white single sided satin Lamiwood MR with thermoformed natural timber veneer face.The look of a solid timber door has been carefully created through face profiled doors and pressed on all four edges with natural timber veneer. The doors are supplied already lacquered with Two Pack Polyurethane, ready for the tradesman to install.
APPLICATIONS Timber Veneer Doors are designed for use in many domestic and commercial furniture applications, such as kitchen cupboard doors, bathroom vanities, laundry cupboards, built-in cupboards and display units. THICKNESS 18mm. DOOR DESIGN RANGE Laminex Timber Veneer Doors are available in three classic styles (Pencil Round, Bevelled and Square Edge) in a standard range of 20 richly appealing Australian and Exotic timber species.To see the full range call 132 136. Solid doors and glazing frames are available in all three styles. You can create the look of a timber door in a range of species that may be otherwise unaffordable or unavailable in solid timber. The Timber Veneer Door offer is completed by the inclusion of polished timber veneer panels in almost any size and cornice capping to enable trades people to offer a completely timber finished product.
For Laminex Timber Veneer Doors Substrate Properties (Refer same sheet as for Vinyl Doors in section 5.25). Moisture Resistance (Refer same sheet as for Vinyl Doors in section 5.25). FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 13 6 6 4 0-20 0-10 0-10 0-10
DOOR CARE INFORMATION Cleaning Instructions Dusting: Use only a soft dry cloth or feather duster. Polishing: Apply a light spray of Mirotone SPRAYGLOW Furniture Polish or MIROWAX Wood Finishing Wax. Polish the surface using a soft dry cloth. Excessive use of SPRAYGLOW may leave a greasy film on the surface (see notes on cleaning greasy marks). Spillages: All spillages should be cleaned with a damp cloth as soon as possible.
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kw/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 44.9 m2 / kg Extinction Area
20mm thick door
SUBSTRATE PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2-2001) THICKNESS Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24 hrs Moisture Resistance MOR(A) Unit kg/m KPa MPa MPa N N MPa % MPa
3
18mm 735 900av. 43av. 3600av. 1000av. 1600av. 1.7 <4 9.7
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
Section 5: 24.1
Issued September 2009
CABINET DOORS
Greasy Marks: Greasy marks may be removed by wiping the surface with a cloth dampened with Mineral Turpentine. Wipe clean with a soft dry cloth and leave to dry.To restore the finish apply a liberal amount of SPRAYGLOW Furniture Polish or MIROWAX Wood Finishing Wax to the door surface and polish using a soft clean cloth, making sure to rub off any excess. WARNINGS Mechanical Damage: To avoid surface damage, do not allow sharp objects to be rubbed or dragged across the surface of any panels. Abrasive nylon pads and metal cleaning pads will damage the door lacquer. Chemicals and Alcohol: All chemical substances and alcohol should be removed immediately from door surfaces if spilled. Furniture Polish: We do not recommend furniture polishes that contain silicone as they may cause re-coating or refurbishment problems at a later date. Abrasive polishes should also be avoided.
Moisture: Moisture may cause damage to the door coating. Use a soft dry cloth wherever possible to clean doors and avoid use of the doors in a damp environment. Direct Sunlight: Direct sunlight should be avoided on all doors and panels as fading, bleaching or yellowing may occur. DOOR INSTALLATION As the door substrate is a wood based panel, it will react to changes in moisture, as will natural timber, and hence humidity variations will influence the extent to which doors will bow.The effect of door bow can be minimised. MINIMUM SPECIFICATIONS FOR NUMBER OF HINGES PER DOOR DEPENDING ON HEIGHT
Door Height 0-850mm 851mm-1350mm 1351mm-1800mm 1801mm-2400mm Hinge Quantity 2 3 4 5
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 5: 24.2
Technical Data: Laminex Branded Products
CABINET DOORS
Laminex Vinyl Doors
Laminex Vinyl Doors are produced on 18.0mm thick Polar White single sided Lamiwood MR with thermoformable vinyl foil, ready for the trades person to install.The Vinyl Door range includes gloss, satin and textured surface finishes with a quality sheen that is durable and easy to clean.
APPLICATIONS Vinyl Doors are designed for use in many domestic and commercial interior furniture applications, such as kitchen cupboard doors, bathroom vanities, laundry cupboards, built-in cupboards and display units. It is important to be aware that due to the Craftwood MR core,Vinyl Doors are only recommended for interior applications. Whilst the door size range covers all domestic componentry door requirements, some minimum size restrictions do apply due to the machining constraints (refer to the Laminex Vinyl Door Easy Reference Chart). THICKNESS 18mm. SUBSTRATE PROPERTIES
DOOR DESIGN RANGE The vinyl gloss and satin finish doors are available in 7 solid door designs and 7 co-ordinating glazing doors to match. Vinyl textured finish doors are available in 11 door designs and 13 co-ordinating glazing doors to match. The vinyl textured door offer is completed by the inclusion of vinyl surfaced panels in almost any size, matching cornice capping and loose foil, to enable trades people to offer a completely vinyl finished product. The Vinyl Door range allows for creation of country, classic through to the most contemporary looks for interior furniture.The doors also come with a 7-year limited warranty.
To see the full range phone 132 136 for a copy of the Laminex Vinyl Door brochure. WEIGHT
Thickness kg per m2 18mm 13.3
MATCHING VINYL DOORS WITH OTHER PANEL MATERIALS Different surface materials, such as vinyl, paint and melamine have different degrees of UV stability.This should be considered if mixing materials in the one application, such as a kitchen, as the different surface materials may fade at different rates over time. MINIMUM SPECIFICATIONS FOR NUMBER OF HINGES PER DOOR DEPENDING ON HEIGHT
Door Height 0-850mm 851mm-1350mm 1351mm-1800mm 1801mm-2400mm Hinge Quantity 2 3 4 5
(Typical physical properties when tested to AS/NZS 1859.2-2001) THICKNESS
Property
Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24 hrs Moisture Resistance MOR(A)
Unit
kg/m3 KPa MPa MPa N N MPa % MPa
18mm
735 900av. 43av. 3600av. 1000av. 1600av. 1.7 <4 9.7
Door bow can further be minimised by avoiding large size doors and bar panels. For example, split pantry doors (rather than one tall door) and individual doors for bar panels are recommended.
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
Section 5: 25.1
Issued September 2009
CABINET DOORS
Surface Finish Care and Cleaning Do not use abrasive powder, solvent based or cream cleaners, scouring pads, wire/steel wool etc. Do not allow hot objects such as saucepans or irons to come in contact with your vinyl surface finish. Doors/Panels can easily be cleaned using warm soapy water and a soft cloth or sponge, (a soft nail or tooth brush may be used for hard to reach areas) towel dry afterwards. Stubborn stains and marks (such as ballpoint ink) should be removed as soon as possible by gently wiping the area with methylated spirits. Direct exposure to sunlight should be avoided on all doors and panels as fading, bleaching or yellowing may occur. Precautions where Wall Ovens are installed Do not allow heat, hot gases and fumes produced by a wall oven to come in contact with the cupboard doors and panels surrounding the wall oven. We recommend ducted exhaust installation (see the wall oven manufacturers specifications), and regular inspection of the oven door function including the condition of the door seal, to avoid damage such as delamination or discoloration caused by leakage. With all ovens ensure that oven doors are securely closed to avoid heat escape. A heat deflector shield will have to be installed if the oven front panel exhaust is used which would allow hot gases to come in contact with cupboard doors or panels, please check with the wall oven manufacturer. (see top right)
Oven side view with ducted exhaust
Oven side view with front exhaust
DOOR INSTALLATION As the door substrate is a wood based panel, it will react to changes in moisture, as will natural timber, and hence humidity variations will influence the extent to which doors will bow.The effect of door bow can be minimised by following the minimum specifications for number of door hinges per door. FIRE TESTS - SUBSTRATE
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 13 6 6 4 0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kw/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 65.3 m2 / kg Extinction Area
FIRE TESTS- VINYL SURFACE
(Typically achieved when tested to AS/NZS 1530.3) Gloss Indices Ignitability Spread of Flame Heat Evolved Smoke Developed Result 12 6 5 7 Satin & Texture Result 13 6 5 6 Range 0-20 0-10 0-10 0-10
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 5: 25.2
Technical Data: Laminex Branded Products
Precautions where benchtop Hot Plates are installed Do not use benchtop hot plates without the rangehood exhaust fan activated. The hot plates when in use will generate high temperatures and cooking fumes, which if not exhausted efficiently, will lead to excessive heat build up and will damage the cupboard doors or panels surrounding the cooktop. We also recommend regular inspection of the exhaust fan function including filter condition for efficient operation.
FIRE TESTS OF COMPLETE DOOR
CABINET DOORS AND PANELS
Laminex CrystalGloss surfaces
Laminex CrystalGloss Panels are produced using the latest clear High Gloss coating technology over decorated Laminex Lamiwood MR, ready for the tradesperson to fabricate or install. Laminex CrystalGloss surfaces are available in full sheets for fabricating using matching gloss ABS for edge finishing or as fabricated doors and panels.The colour range covers a contemporary selection from the Laminex Colour Palette. CrystalGloss surfaces are also available in a range of fully edged and coated stunning High Gloss Metallic finishes. APPLICATIONS CrystalGloss Panels have been fabricated for installation in kitchen and bathroom cabinetry applications, and also to bring fresh life to commercial interiors as cabinetry, joinery and feature panels. Being a high gloss finish, CrystalGloss surfaces are suitable for vertical applications only. It is important to be aware that due to the MR MDF core, CrystalGloss products are only recommended for interior applications. CrystalGloss Clear products are available in 2400mm x 1200mm sheets or as Made To Order doors and panels with matching gloss ABS edging often sizes of up to 3000mm x 1500mm are also available as special request. (Refer to The Laminex CrystalGloss surfaces order form) Double sided coating can also be offered. CrystalGloss Metallic products are available as either Made To Order sizes with a minimum order of 7m2 or as 2400mm x 1200mm sheets. Other sheet sizes of up to 3000mm x 1500mm are also available as special requests. Refer to the Laminex CrystalGloss surfaces order form. Sidecoating can also be offered. SUBSTRATE PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS RANGE Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24hr Moisture Resistance MOR(A) Unit kg/m KPa MPa MPa N N MPa % MPa
3
WEIGHT
Thickness: kg per m2: 18mm 13.0
18mm 735 900av. 43av. 3600av. 1000av 1600av 1.7 <4 9.7
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Clear Metallic Range Ignitability 15 Spread of Flame 8 Heat Evolved 6 Smoke Developed 3 14 9 7 3 0-20 0-10 0-10 0-10
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
DOOR AND PANEL INSTALLATION As the substrate is a wood based panel, it will react to changes in moisture, as will natural timber; and hence humidity variations will influence the extent to which doors and panels will bow.The effect of door bowing can be minimised by the installation instructions.
Minimum specification for number of hinges per door depending on height Door Height Hinge Quantity 0-850mm 851mm-1350mm 1351mm-1800mm 1801-2400mm 2 3 4 5
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Clear Met. Unit/Range Group Number 3 3 1-3 Average Specific 31.6 28.9 m2 / kg Extinction Area
THICKNESS 18mm. COLOUR RANGE CrystalGloss Clear surfaces: are available in a range of contemporary colours from the Laminex Colour Palette that are richly enhanced by the clear High Gloss finish. CrystalGloss Metallic surfaces: are available in an inspiring collection of rich lustrous metal effects. To see the full range phone 132 136 or visit laminex.com.au for a copy of the Laminex CrystalGloss surfaces brochure.
Issued September 2009
Bowing can further be minimised by avoiding large door sizes and panels. For example, split pantry doors (rather than one tall door) and individual doors for bar panels are recommended.
Section 5: 26.1
CABINET DOORS AND PANELS
WHEN SPECIFYING Materials shall be Laminex CrystalGloss surfaces of specified dimensions mm x .mm, as supplied by The Laminex Group.The Colour shall be SITE WORK NOTES Storage CrystalGloss products should be stacked flat, be completely supported and maintain protection of the Gloss coated surfaces. Avoid storing in direct sunlight or humidity and temperature extremes. If stored in direct sunlight for extended periods of time, the removal of the protective film may also become more difficult. CrystalGloss surface panels are packaged and despatched with a self-adhesive polyethylene film on the coated surface to protect these gloss finishes from damage. It is recommended that this protective film is left on the product during transport, storage, fabrication and installation stages. Handling Keep work area clean to avoid marring and scratching of coated surfaces. Avoid contact with abrasive surfaces or grit. Lift panels carefully, do not slide on coated surfaces. Do not use as a work surface. Leave protective film on coated surfaces until installation is complete. FABRICATION GUIDELINES Cutting of Panels For cutting of CrystalGloss surfaces panels, best results will be obtained using a point-to-point or CNC router. Similar results will be achieved using a milling machine on an edge bander. If using a beam or bench saw to cut CrystalGloss surfaces panels then ensure that the blade is sharp and in good
operating condition. If not, the quality of the cut may be affected, with the possibility of excessive chip out or delamination of the coated surface. CARE AND MAINTENANCE Laminex CrystalGloss surfaces are durable materials for vertical applications, but like all materials can be damaged if used without some care and maintenance. The following information should help in assisting you maintain the surface of your CrystalGloss surfaces product with the minimum of time and effort. Cleaning Do wipe off all food and drink spills immediately. Do use warm soapy water for general cleaning together with a soft fibre cloth. Greasy marks can be removed with a soft fibre cloth dampened with mineral turpentine. Do use a mild streak-free glass cleaner together with a soft fibre cloth to remove surface streaks in line with the manufacturers recommendations for these cleaning products. Do Not dry wipe at any time. Spillages should be cleaned with a damp soft fibre cloth immediately. Do Not ever use abrasive cleaners, pads or powders. Do Not use harsh or aggressive cleaning agents such as Bleach, Acetone,Thinners or Methylated Spirits. Polishing High gloss finish can be maintained using Mirotone Sprayglow Furniture polish. Minor scratches or scuffing can be removed by hand using soft micro fibre cloths and non silicone liquid polishes such as 3M Finesse. Moderate scratches can be removed using 3000 grit wet
and dry paper followed by buffing with 3M Perfect It Extra Cut and 3M Finesse final polish. Warning: When cleaning, take care not to rub excessively.This may cause an area of uneven shine or mar on the area. Follow these simple rules and your Laminex CrystalGloss surfaces products will look good and serve you well in your kitchen, bathroom or commercial environment.
Issued September 2009
Section 5: 26.2
Technical Data: Laminex Branded Products
CABINET DOORS AND PANELS
Laminex Surround Coated Doors and Panels
Laminex Surround Coated Doors and Panels are produced using world leading powder coating technology over Laminex Craftwood MR, ready for the tradesperson to install. Laminex Surround Coated Doors and Panels are processed using a Coat-T o-Size operation, which means every panel is fully enveloped by a durable and environmentally preferable coating, providing a finished solution that is GECA certified. The colour range covers a popular contemporary selection from the Laminex Colour Palette.
APPLICATIONS Surround Coated Doors and Panels have been developed to be installed in kitchen and bathroom cabinetry applications.They are equally suited to decorative joinery needs for commercial and residential interiors as furniture, wall linings and feature panels. Surround Coated Doors and Panels are suitable for vertical interior applications such as workstations, living areas and bedroom furniture. It is important to be aware that Surround Coated Doors and Panels are only recommended for interior use. Surround Coated Doors and Panels are available in a range of Made To Order sizes up to a maximum of 2700mm x 1200mm. A range of edge and face profile options are available (see Surround Coated Doors and Panels Order Form for details) SUBSTRATE PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS RANGE Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24hr Moisture Resistance MOR(A) Unit kg/m3 KPa MPa MPa N N MPa % MPa 18mm 735 900av. 43av. 3600av. 1000av 1600av 1.7 <4 9.7
DOOR AND PANEL INSTALLATION As the substrate is a wood based panel, it will react to changes in moisture, as will natural timber; and hence humidity variations will influence the extent to which doors and panels will bow.The effect of door bowing can be minimised by the installation instructions.
Minimum specification for number of hinges per door depending on height Door Height Hinge Quantity 0-850mm 851mm-1350mm 1351mm-1800mm 1801-2400mm 2 3 4 5
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 56.4 m2/Kg Extinction Area
THICKNESS 18mm. COLOUR RANGE Surround Coated Doors and Panels are available in a range of contemporary colours from the Laminex Colour Palette in an inviting Suede finish.To see the full range phone 132 136 or visit laminex.com.au for a copy of the Laminex Surround Coated Doors and Panels brochure. GREENfirst PRODUCT Laminex Surround Coated Doors and Panels is a Greenfirst product and is certified by Good Environmental LA-2008 Choice Australia as GECA 28-2006 Furniture and Fittings environmentally preferable.
Bowing can further be minimised by avoiding large door sizes and panels. For example, split pantry doors (rather than one tall door) and individual doors for bar panels are recommended. WEIGHT
Thickness: kg per m :
2
18mm 13.1
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 11 8 6 5 0-20 0-10 0-10 0-10
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
Section 5: 27.1
Issued September 2009
CABINET DOORS AND PANELS
WHEN SPECIFYING Materials shall be Laminex Surround Coated Doors, or Panels of specified dimensions mm x .mm, as supplied by The Laminex Group.The Colour shall be in Suede finish. SITE WORK NOTES Storage Surround Coated Doors and Panels products should be stacked flat, be completely supported and maintain protection of the coated surfaces. Avoid storing in direct sunlight or humidity and temperature extremes. Surround Coated Doors and Panels are packaged and despatched in a specific crate or package per order. This will protect the integrity of the coated surfaces from in-transit damage. Care should be taken not to damage these crates or packages, or store heavy objects on top of these crates that may pierce or crush the packaging. Handling Keep work area clean to avoid marring and scratching of coated surfaces. Avoid contact with abrasive surfaces or grit. Lift panels carefully, do not slide on coated surfaces. Do not use as a work surface. FABRICATION GUIDELINES Cutting of Panels Being a fully enveloped panel, it is not recommended to cut Surround Coated Doors and Panels, as this would break the coated panel envelope. When specific panel sizes are required (up to 2700mm x 1200mm), then take advantage of the Surround Coat To SizeTM process offering. In this way your Made To Order panel can be provided with all edges and both faces coated, avoiding the need to cut and edge panels.
Doors or panels can be ordered with hinge hole drilling if required (see Surround Coated Doors & Panels Order Form for details). Hinge holes are drilled before the coating process, in this way the hinge holes will also be coated as part of the enveloped finished product. INSTALLATION Care should be taken not to install Surround Coated Doors and Panels in areas of direct sunlight, as some slight colour change may result. CARE AND MAINTENANCE Laminex Surround Coated Doors and Panels are durable surfaces for vertical interior applications, but like all materials can be damaged if used without proper care and maintenance. The following information should help in assisting you maintain the surface of your Surround Coated Doors and Panels product with the minimum of time and effort. Cleaning Do wipe off all food and drink spills immediately. Do use a soft micro-fibre style cloth dampened with warm soapy water to wipe over the Surround Coated product to remove finger marks and smudges. Dry immediately. Any spots or spills should be wiped over and dried immediately. Do use mild citrus based cleaners (such as Orange Power Multipurpose cleaner), Nifti liquid cleaner or Spray and Wipe type cleaning agents (avoid baking soda) for stubborn stains. Apply the cleaning agent directly to a soft micro-fibre cloth. Using firm pressure, work the cleaner over the entire area in a circular motion. Follow up immediately with water dampened soft micro-fibre cloth and buff dry. Always follow the manufacturers recommendations for these cleaning products.
Do use a mild streak-free glass cleaner (such as Windex) together with a soft micro-fibre cloth to remove surface streaks in line with the manufacturers recommendations for these cleaning products. Do Not use harsh or aggressive cleaning agents such as Bleach, Ammonia, Acid, Caustic Products, Acetone,Thinners, MEK (methyl ethyl ketone), Solvents, Turpentine, Methylated Spirits or any other organic solvent-based products. Never use oven cleaners, steel wool, scourer pads or sandpaper. Whilst Surround Coated Doors and Panels are generally resistant to solvents, avoid the use of aggresive cleaning agents where possible. Warning: When cleaning, take care not to rub excessively.This may cause an area of uneven shine or mar on the area. Follow these simple rules and your Laminex Surround Coated Doors and Panels will look good and serve you well in your kitchen and bathroom cabinetry or interior decorative joinery applications.
Issued September 2009
Section 5: 27.2
Technical Data: Laminex Branded Products
FURNITURE SYSTEMS
Laminex Partitioning Systems
Laminex offer Toilet and Shower Partitioning Systems that are easy to use and high in performance.The Laminex Partitioning Systems are supplied in Laminex laminated board as well as Laminex Compact Laminates that cover all levels of toilet and shower partitioning requirements.
The partitioning systems application types and appropriate board types supplied are: 13MM LAMINEX COMPACT LAMINATES 13mm Laminex Compact Laminate is a flat decorative panel based on thermosetting resins, homogeneously reinforced with cellulose fibres and manufactured under high pressure and temperature. Using special techniques, the panels have an integrated, decorative surface made of melamine-impregnated paper.
13mm Applications
18MM LAMINEX STRUCTURAL BOARD The Laminex Structural 18mm board is a Laminex Aquaboard core, prefinished on both sides with a decorative water-resistant and hard wearing melamine surface.
18mm Applications
Applications or recommended areas of use are areas subject to low abuse where a decorative and easy-to-care for surface is the desired outcome. Such as Offices, Hotels, Restaurants and Shopping Centres, excluding areas that are hosed for cleaning. For further information on the product performance and technical specifications of Laminex Structural MR refer to the Laminex Structural MR section of the product catalogue on page 5.7.
The Complete Partitioning System When accurate dimensions are provided, Laminex Partitioning Systems are supplied with all of the panels, foot assemblies, head and wall chanelling and hardware (including screws) neatly packed into a solid wooden box.The panels are accurately cut and almost completely pre-drilled. The partitioning systems even include the necessary drill bits, silicone sealant and installation plan to make installation as straight forward as possible. Please note that three hinges are supplied with the hardware kit and all hinges must be used. Care and Maintenance If you have a soiled surface, built-up grime or a light stain, clean with warm soapy water or a detergent.To maintain a highly decorative surface, hard abrasive cleaners are not recommended. For further information on the complete Laminex Partitioning System product offer, installation guidelines and colours available refer to the Laminex Partitioning Systems brochure or call 132 136.
Applications or recommended areas of use for the Laminex Compact Laminates Premium Shower and Toilet Partitioning Systems are Schools, Colleges, Caravan Parks, Gymnasiums, Sporting Change Rooms, Hotels, Clubs, Shopping Centres, Public Areas or wherever a highly water resistant, tough, hard-wearing and easy-to-care for surface is the desired outcome. For further information on the product performance and technical specifications of Laminex Compact Laminates refer to the Laminex Compact Laminates section of the product catalogue on page 5.11
Section 5: 28.1
Issued September 2009
ACCESSORIES
Laminex Handles
Whether you select Laminex Contour, ColourTech,Vinyl, Timber or Timber Veneer Doors, you can give your design that finishing touch with Laminexs comprehensive range of handles.
Whatever the chosen style, there is a Laminex handle to compliment and complete your kitchen, bathroom, laundry or furniture look. For the full range of Laminex handles call 132 136 to obtain a copy of the handles brochure.
Issued September 2009
Section 5: 29.1
Technical Data: Laminex Branded Products
The range includes: Metal Timber
ACCESSORIES
Laminex Thin Melamine Unglued Edging
Laminex Melamine Edging is formulated to achieve exceptional performance. The combination of modified melamine thermosetting resins and continuous hot pressing, ensures high wear and stain resistance.
APPLICATIONS Laminex Continuous Melamine Edging is recommended for all types of edge treatment for particleboard, medium density fibreboard and plywood. It is supplied unglued for bonding with hot melts. PRODUCT CHARACTERISTICS
Roll Sizes (nominal): Unglued Width (nominal): 100m 22mm
PROPERTIES
(AS/NZS 2924.1) PROPERTY REQUIREMENT Wear Value: Stain Resistance: Average wear not less than 50 cycles Pass AS/NZS 2924.1 type VLS
Some Natural Laminex Continuous Melamine Edging is available to match the current Vertiboard/Lamiwood range of colours. Special widths can be manufactured to order dependent on minimum order quantities. WHEN SPECIFYING Edging shall be Continuous Melamine Edging as manufactured by The Laminex Group. Colour and/or pattern shall be .......... in .......... natural finish. STORAGE Rolls of Laminex Continuous Melamine Edging should be stored in dry conditions at temperatures not below 18C.
APPLICATION RECOMMENDATIONS For best adhesion, the room, equipment and material temperature will be ideally maintained at minimum of 18C. Machine components such as pressure rollers, which are in contact with edging, can cause heat loss and should be maintained at equal to or above 18C to max 40C. Substrate moisture content: 8 -10%. HINTS FOR EDGE BANDING As this is a thermally reliant process, cold air draughts can affect satisfactory interface bonding temperatures significantly. Ensure edge bander is not subject to cold air draughts. For best adhesion, the room, equipment and material temperature should not be less than a minimum of 18C, to max 40C. Other Hints: Keep edging clean and store edging in a dry place
To maintain satisfactory molten adhesive do not allow adhesive tank to run down before refilling . Keep tank full by adding to adhesive tank as required Adhesive tanks should be inspected and cleaned regularly Similarly, if using a cartridge system, maintain a charged system Be careful not to contaminate adhesives by allowing dirt, dust or foreign matter to be mixed with the adhesive Generally adhesives begin to degrade over time at temperatures above 180C. It is good practice to lower temperatures to 120C if the machine is not intended to be used for prolonged periods. To effectively complete heat transfer and bonding of both materials, adequate use of pressure on pressure roller is required. 3.5 Bar in a range of 3 to 5 Bar is generally sufficient. Substrate temperature can affect rapid heat loss when applying adhesives.Therefore it is recommended to use a heating fence where possible if minimum temperatures cannot be maintained. Periodically check accuracy of temperature guages supplied on the edge bander machines. If left un-calibrated they can indicate inaccuraely by as much as +\-20C.
Section 5: 30.1
Issued September 2009
ACCESSORIES
Hot Melt Types There are many commercial hot melts available. It is recommended that adhesive products chosen are specifically formulated for use with melamine laminate edge strip. Ensure that OH&S procedures, technical support and application technology of use information is available and well supported by the adhesive supplier. Unglued Edging Application Hot Melt Adhesive loading: 3.5 to 4.0 gms per lineal meter (21mm width) or as determined by edge bander operator required to achieve satisfactory results dependent on type of hot melt adhesive used. Hot Melt Applicator Temperature: 190 to 200C Hot melt Temp at Pressure Roller: 180 minimum Pressure Roller Temperature: 18C minimum 40C maximum Feed Speed: 6.5 to 20 meters/min Helpful Hints for Unglued Edge Banding As this is a thermally reliant process, cold air draughts can affect satisfactory interface bonding temperatures significantly. Ensure edge bander is not subject to cold air draughts. For best adhesion, the room, equipment and material temperature should not be less than a minimum 18C. GREENfirst PRODUCT Laminex Thin Melamine Unglued Edging is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Licence Number LA-2-2006
Appendix 2. General Care and Maintenance Section 9:2
Greenfirst
Section 3:1
Issued September 2009
Section 5: 30.2
Technical Data: Laminex Branded Products
ACCESSORIES
Laminex Thin Melamine Preglued Edging
Laminex Melamine Edging is formulated to achieve exceptional performance. The combination of modified melamine thermosetting resins and continuous hot pressing, ensures high wear and stain resistance.
APPLICATIONS Laminex Continuous Melamine Preglued Edging is recommended for all types of edge treatment for particleboard, medium density fibreboard and plywood. It is supplied pre-glued with a hot melt. PRODUCT CHARACTERISTICS
Roll Sizes (nominal): Preglued Width (nominal): 100m 25m 22mm
PROPERTIES
(AS/NZS 2924.1) PROPERTY REQUIREMENT Wear Value: Stain Resistance: Average wear not less than 50 cycles Pass AS/NZS 2924.1 type VLS
Some natural Laminex Continuous Melamine Edging is available to match the current Vertiboard/Lamiwood range of colours. Special widths can be manufactured to order dependent on minimum order quantities. WHEN SPECIFYING Edging shall be Continuous Melamine Edging as manufactured by The Laminex Group. Colour and/or pattern shall be .......... in .......... finish. STORAGE Rolls of Laminex Continuous Melamine Edging should be stored in dry conditions at temperatures not below 18C.
BONDING a. General. Because this product is basically a melamine laminate and not a coated paper, it requires higher operating temperature at the glue line. To ensure a successful bond the following recommendations should be followed: 1. Avoid cold air draughts in the area where the edgebanding operation is performed. 2. Store edging in a dry place, maintaining temperature at or above 18C. 3. Use adequate pressure on pressure roller. 4. Always use heating fence where fitted. 5. Periodically check the accuracy of temperature gauges; these can be out by as much as 50C. 6. Do not use Laminex Continuous Melamine Edging if the material has been allowed to become damp or wet, or if its temperature is less than 18C. Substrate moisture content should be 8-10%.
b. Pre-glued Continuous Melamine Edging. To achieve adequate bonding, a glue film temperature at the point of contact of 140C must be achieved. Commercial edge banders with a feed speed of 6-8m/min. and a hot air temperature of 300C, will successfully bond Laminex Pre-glued Continuous Melamine Edging. For an iron-on operation temperatures greater than 250C are recommended to achieve a glue film temperature of 140C.This is achieved normally after 10-15 seconds (under pressure) and an iron-on speed of 60-70 seconds per metre length. GREENfirst PRODUCT Laminex Thin Melamine Preglued Edging is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Licence Number LA-2-2006
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Greenfirst
Section 3:1
Section 5: 31.1
Issued September 2009
ACCESSORIES
Laminex ABS Edging
Laminex ABS Edging is available in a range of colours designed to match Laminex Contour Doors, Laminex laminates and board products. It is light fast under normal internal applications and has high dimensional stability. It is resistant to common household cleaning agents, weak acids and alkalines. However, strong acids, aromatic hydrocarbons, esters and ketones will all attack ABS.
Note: Woodgrains are through woodgrain, patterns are patterned edging. SITE WORK NOTES Rolls of edging should be stored in dry conditions at a temperature of 18-25C. All Laminex ABS Edging is supplied primed ready for use with conventional hot melt adhesives. Avoid cold air draughts in the area where the edgebanding operation is performed. Use a high melting point hot melt with a loading of 3.5-4.0 gr/lineal metre (22mm width). Use adequate pressure on pressure roller. Periodically check the accuracy of temperature gauges, as these can be out by as much as 50C. Always use heating fence where fitted. Do not use edging if it has been allowed to become damp or extremely cold. A glue tank temperature of 190C-210C and applicator roll temperature of 200C-215C are recommended. Bond failure may occur if glue temperature at the applicator roller is below 190C. Maintain constant glue level in glue tank by adding glue often. Do not let
APPLICATIONS Suitable for use as a matching or contrasting edge finish for furniture, desk tops, cupboard doors and drawers, shopfittings and display panels etc., where a high impact aesthetically appealing edge is required. PRODUCT CHARACTERISTICS
Width: 21mm, 22mm. Other widths available subject to enquiry. Solid Colours, Woodgrain and Prints 2mm. Plus 1mm option 100LM 25 LM Most popular solid colours and a selected range of patterns and woodgrains are available.
Thickness:
Cleaning Removal of hot melt adhesive residues from the surface of ABS edging can be accomplished by rubbing with a soft cloth containing Laminex ABS Cleaner or white spirits or similar aliphatic hydrocarbon solvent. Care must be exercised with rubbing as severe rubbing can result in gloss change to the surface. Solvents are hazardous. Please read the Material Safety Data Sheet for the solvent before it is used.
Roll Length: Colour Range:
Issued September 2009
Section 5: 32.1
Technical Data: Laminex Branded Products
ADVANTAGES ABS can be applied around tight corners. Although it will whiten on the bend, original colour can be restored by applying heat such as with a hot air blower, to the affected area. Normal waste disposal procedures are acceptable. It does not give off toxic fumes when burning. It is recognised as being environmentally friendly.
WHEN SPECIFYING Laminex ABS Edging as supplied by The Laminex Group. Colour shall be ..........
tank run down and then add large quantity as this will dramatically reduce glue temperature in tank even though gauges may still indicate required temperature. Machine speeds of a minimum of 20m/min are recommended. Four bladed milling cutters of approx. 70mm diam. and running at 12000 RPM will give an excellent finish. A hot air source of between 375C-450C and feed speed of 6-8m/min will successfully bond preglued edging.
WALL SYSTEMS ADHESIVE
Laminex Wall Systems Adhesive
Laminex Wall Systems Adhesive is a high strength, polychloroprene rubber based adhesive/sealant supplied in a ready to use cartridge. It cures to form a tough, flexible heat resistant bond.
APPLICATIONS Laminex Wall Systems Adhesive is recommended for bonding a wide variety of materials in dry and wet areas including timber, tileboard, hardboard, gyprock, steel, aluminum and cement sheeting etc. It is not suitable for the bonding of polystyrene foam. PROPERTIES Colour: Pale Yellow Solids: 42% approx. Viscosity: 180,000 CPS @ 25C approx. Specific Gravity: 0.95 Kg/Lt Coverage: A 300ml cartridge will form 15 metres of a 5mm bead
DIRECTIONS Surfaces to be bonded must be clean and free from paint, oil, grease, dust, etc. Apply a 4-5mm bead of Laminex Wall Systems Adhesive to each stud, batten or frame section be be covered.
Pull the two surfaces apart and allow the adhesive to become tacky for 5 15 minutes depending on weather conditions. Press the two surfaces together. Use a rubber mallet or a hammer and clean block of wood to ensure a complete bond.
On flat surfaces apply bead around perimeter and space zig-zag beads 400mm apart vertically and horizontally.
The joint will continue to gain strength for 2-3 days and maximum stress loading should not be applied until such time. CLEAN UP Laminex Trade Essentials Adhesive Cleaner or mineral turpentine.
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Position material to be bonded and press together ensuring a transference of adhesive to back of panel over total area. Section 5: 33.1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
WALL SYSTEMS SILICONE
Laminex Wall Systems Silicone
Laminex Wall Systems Silicone is a neutral cure silicone sealant which is applied directly from the cartridge.The cured sealant will retain its elastomeric qualities under harsh conditions and temperature extremes with a permanently flexible joint capable of accommodating up to 35% total join movement. Mould and mildew resistant, it will not crack or crumble.
Base:
FABRICATION Laminex Wall Systems Silicone is suitable for internal and external use on glass, wood, aluminium, glazed ceramics, fiberglass, stainless steel, vitreous enamel, rigid PVC, ABS and zincalume. Install Laminex Aquapanel leaving a 3mm gap for Laminex Wall Systems Silicone application. Ensure surfaces to be sealed are dry and free from oil, dirt or grease. Clean surfaces with solvent such as White Spirits, Isopropyl Alcohol or Prepsol. Cut cartridge nozzle to desired bead width. Apply Laminex Wall Systems Silicone in a steady continuous bead ensuring firm contact between Laminex Wall Systems Silicone and gap surfaces.
Note: Although Laminex Wall Systems Silicone is waterproof it should not be used in situations where it is continually immersed in water. Laminex Wall Systems Silicone cannot be overpainted due to paint films having low adhesion values to silicone rubber components.
Cured State: Service Temperature: Application Temperature: Tooling Time: Packaging: Storage: Shelf Life:
Neutral cure. Reactive with atmospheric moisture. Permanently elastic. Mid modulus. -50C to +150C -10C to +40C 10 mins 410 gram Cartridge Cool dry conditions not more than 25C 12 months if stored correctly.
Please read the Material Safety Data Sheet for this product before it is used.
Issued September 2009
Section 5: 34.1
Technical Data: Laminex Branded Products
APPLICATIONS A Silicone sealant for installation of Laminex Aquapanel providing a waterproof seal for bathrooms, shower recesses, laundries and for sealing around kitchen benchtops, cupboards, splashbacks and around sinks.
Tool off sealant to a smooth finish with a spatula. Clean off any excess Laminex Wall Systems Silicone on the surface with a damp cloth, Laminex Trade Essentials Adhesive Cleaner or mineral turpentine.
PROPERTIES Appearance: Colour matched to the Laminex Aquapanel colours. Refer to product brochure.
Section 6
POSTFORMING GRADE LAMINATE
Formica Decorative Laminate
Formica Decorative Laminate is a postforming high pressure decorative laminate. Internal or external curves can be formed down to a recommended minimum radius of 10.0mm. Benchtops, breakfast bars, special shapes and other products can be manufactured by independent fabricators to individual specifications.
APPLICATIONS Formica Decorative Laminate can be used in a variety of applications.These include: counters, bench and table tops, store fixtures, office furniture, vanity units, display work, reception areas, wall panelling, toilet partitions, and door and drawer fronts. It is also suitable for medical, dental and food preparation areas. PRODUCT CHARACTERISTICS Sheet Sizes: 1800mm x 1500mm (Velour, Gloss) 1800mm x 750mm 3600mm x 1500mm 3600mm x 700mm Thickness: 0.7mm (nominal) Mass: 0.9kg/m2 Finish: Velour, Gloss Tolerances comply with Australian/New Zealand Standard AS/NZS 2924.1. WHEN SPECIFYING Surfacing shall be Formica Decorative Laminates as supplied by The Laminex Group, Pattern shall be .... in .... finish. SUBSTRATES Formica Decorative Laminates should be bonded to a suitable substrate such as high moisture-resistant and standard particleboard, high moisture-resistant and marine grade ply or medium density fibreboard. A smooth surface is Section 6: 1.1
important. Rougher substrates such as large-chip particleboard may result in a visually unacceptable product. LIMITATIONS Do not use externally or in areas where prolonged exposure to temperatures exceeding 135 may occur. Must be supported by recommended substrate over entire surface area. Do not bond directly to plaster, concrete walls or gypsum wallboard. PROPERTIES Composition Formica Decorative Laminate consists of several base layers of phenolic resinimpregnated kraft paper. A layer of melamine-impregnated paper in a solid colour or printed design is applied to the decorative side of the base. Printed designs are covered with a transparent overlay containing melamine.The layers are bonded under heat and pressure.The back of the laminate is sanded to permit good bonding. FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 12 9 5 5 0-20 0-10 0-10 0-10
AS/NZS 3837 Heat Release kW/m2 50.5 Specifc Extinction Area, m2/kg 71.6 Building Code of Australia 2 Group Classification Tests on Formica Decorative Laminate were conducted by the Australian Wool Testing Authority Ltd at Flemington, Victoria. The laminate was unadhered. Specification: AS/NZS 2924.1,Type HGP: High Pressure decorative laminates - sheets made from thermosetting resins. Finish: Average gloss level using a Gardner 60 meter of 11 for velour finish; and 104 for glossy finish. Thickness Tolerance: A variation of no more than 0.10mm. Appearance: Minimal defects permissible when inspected in accordance with Australian /New Zealand Standard AS/NZS 2924.1. Resistance to Surface Wear: Average wear resistance of not less than 350 taber cycles. Initial wear point not less than 150 taber cycles.
Cone Calorimeter: Typical values for Formica laminates when tested to Australian/New Zealand Standard AS/NZS 3837.
Issued September 2009
POSTFORMING GRADE LAMINATE
Resistance to Immersion in Boiling Water: No more than 19% increase in weight and 21% increase in thickness for 0.7mm laminates. No more than a moderate change in gloss and/or colour. Resistance to dry heat No more than a slight change in gloss and/or colour after 20 minutes in contact with a container holding glycerol tristearate at 180C for velour finish, or a moderate change for glossy finish. Resistance to Scratching: Resists a force of 2 Newtons when scratched with a diamond stylus. Gloss has a scratch resistance of no less than 0.5 Newtons. Dimensional Stability: After exposure to controlled high and low humidity conditions, a dimensional change of no more than: 0.75% with the grain and 1.25% across the grain. Resistance to Impact: No visible damage when subjected to an impact of 20N from a 5mm steel ball mounted at one end of a spring-loaded bolt. Resistance to Staining: No staining by 34 specified reagents. Moderate staining by 15 additional specified reagents is permitted, but a mild abrasive creme cleanser (not recommended on glossy finish) should easily remove the stains. Highly abrasive cleaners are not recommended for stain removal. Resistance to Colour Change in Artificial Light: No more than a slight colour change in Xenon arc light (minimum 6 on Blue Wool Scale). Formica Decorative Laminates comply with the colour fastness requirements of the Australian/ New Zealand Standard AS/NZS 2924.1.They have good colour retention under normal conditions of internal use. Prolonged exposure to sunlight may cause some change in colour. For this reason, Formica Decorative Laminates are not recommended for external use.
Resistance to Cigarette Burns: No more than a moderate change in gloss and/or moderate brown staining. Formability: Will satisfactorily postform to a minimum internal or external radius of 10mm without cracking, blistering or delaminating. Resistance to Blistering: After the sample temperature has reached 163C at the specified heat up rate, a minimum time of 15 seconds should elapse before blistering occurs. Resistance to Steam: No more than a moderate change of gloss and/or colour. DESIGN AND SPECIFICATION NOTES Formica Decorative Laminate can be formed by specialist fabricators to a recommended minimum internal or external radius of 10.0mm. Some fabricators have the ability to form to radii below the recommended minimum. Any requirements for smaller radii will be negotiated between specifier and manufacturer. STATIONARY FORMING Postforming (P/F) Laminate bonded with suitable adhesive to pre-shaped core. Area to be formed must reach 163C before forming. This temperature can be controlled and monitored by the use of tempilaq (heat sensitive liquid). Apply tempilaq on the area to be heated. Allow heat up time to elapse. The tempilaq will melt at the prescribed temperatures and give an immediate, accurate visible indication of the temperature on the laminate surface. Heat up and bending must be completed before the laminate blisters, Tempilaq must melt across the entire area to ensure tight forming.
Heat up time is 20 to 28 sec. before forming. Blister time is in excess of 34 sec. Any cracking along the top or bottom of the postformed edge is a clear indication of insufficient heat either on top or along the bottom of the bend. Tempilaq will indicate the area affected by insufficient heat. Adjust the heat accordingly. Settings for best post forming will vary from machine to machine. It is the fabricators responsibility to optimise settings using the guidelines supplied. Common Problems Encountered During Postforming 1. Factors affecting changes in heat up time: a. Pattern b. Colour c. Sheet thickness d. Room temperature e. Board temperature f. Relative humidity g. Draughts from doorways or other openings 2. Main factors contributing to cracks when postforming are: a. Rough substrate profile preparation b. Wrong heat up rate c. Insufficent heat d. Very cold substrate and laminate e. Uneven heat distribution f. Element too far from laminate g. Heating element too cold 3. Main factors contributing to blistering when postforming are: a. Heating the laminate for too long b. Uneven heat distribution c. Warped material d. Heating element too hot 4. Main factors contributing to delamination when postforming are: a. Insufficient heat b. Insufficient glue c. Insufficient pressure Remember Temperature must be uniform along the postformed length. Section 6: 1.2
Issued September 2009
Technical Data: Formica Branded Products
POSTFORMING GRADE LAMINATE
Too much tension can cause tension cracks as the laminate cools. Insufficient heat and pressure will leave a gap between laminate and substrate, creating a hollow area which is susceptible to cracking on impact. Use a hand roller to press down along bend to ensure proper adhesion to substrate. Condition laminate and substrate together for at least 48 hours prior to fabrication. Ideal environment is 24C and 45% relative humidity. Cooktops When using Formica Decorative Laminate as a splashback, please refer to the manufacturers installation recommendations for cooktops around combustible materials. WHEN SPECIFYING Surfacing shall be Formica Postforming Grade laminate as manufactured by The Laminex Group. Colours and/or patterns shall be .....in ....finish. Sheet size shall be..... DESIGN CAPABILITIES Formica Decorative Laminate can have a 180 rounded edge. It has a heat resistant surface up to 135C. PRODUCT DATA Storage Sheets should be stored flat and face-toface to reduce the possibility of damage. Bulk stocks should be stored flat on supports and covered to protect from dust. Sheets should be withdrawn in pairs with a sheet of paper between. Handling To avoid scratching or marking the surface, work areas should be kept clean. Contact with any abrasive surface should be avoided. Sheets should be lifted carefully and care should be taken not to slide them on the decorative surface. Cutting Formica Decorative Laminate should always be cut with the working face up to minimise surface chipping. Hand Sawing A sharp panel saw gives good results due to its small teeth. The cutting Section 6: 1.3
stroke should be held at approximately 45 to the sheet and the back stroke should be light. Machine Sawing Bench-type circular saws, with a pitch of 6mm to 8.5mm and only a slight set, provide a clean cut of the decorative surface. Metal band saws are ideal for cutting shapes. Planing An excellent edge finish can be achieved with a hand plane. Hand Planing Specially hardened plane irons, such as Titan, require less sharpening than standard iron plane knives. Machine Planing Vertical spindle moulding machines with tungsten-tipped cutters are ideal for edge finishing and for making mitres. Drilling Hand or power operated high-speed twist drills will cut clean holes. Due to the hard melamine surface, a small pilot hole should be drilled for carpenters bits. Fast cut types give the best results. For large holes 20mm diameter and over, a centre bit should be used. Bending Forming is accomplished by applying infra-red heat to the laminate in the area of the bend. Once it has reached the required temperature of 163C, the sheet is formed with the aid of a mandrel.The sheet is allowed to cool and bond whilst held in the desired shape. Due to the high degree of control needed to bend Formica Decorative Laminate, this work is usually carried out in the workshop by an experienced fabricator using special postforming equipment. Bonding Ensure that the surface to which the Formica Decorative Laminate is to be bonded is clean, dust-free and without irregularities. Formica Decorative Laminate can be bonded with several types of adhesive; the choice depends on the particular
application. Refer to the adhesive manufacturer for details of particular adhesive types. All adhesive on the decorative surface should be removed immediately. JOINING Waterproof mastic should be used to prevent the ingress of water into the substrate or glue line at butt joints. Selleys Bath Tub Caulk-White or 781 clear silicone, or Dow Corning 732 RTU clear silicone are recommended, used in accordance with the manufacturers instructions.This should also be done when extruded aluminium or PVC joint strips are used. Corner joining methods include: Full Mitre, Masons Mitre and Aluminium joining strip. Full mitre is the only means of joining a cove top or specially shaped components. Each of these joining methods can be pre-cut by the fabricator for assembly on site. The use of Radiused corners in cutouts is the recommended way of reducing stress by distributing it over a wider area rather than directing it to a 90 corner. It is important to smooth the edges of the radius cutout with a fine tooth file as this will further reduce any stress in the construction. Over-cutting inside corners should be avoided as this may increase the risk of stress cracks. GREENfirst PRODUCT Formica Decorative Laminate is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Greenfirst
Section 3:1
Issued September 2009
HIGH PRESSURE LAMINATES
Formica Liner Grade Laminate
Formica Liner Grade laminate is a medium duty decorative surface suitable for lining the interior of cabinetry in indoor applications.
Group Number Average Specific Extinction Area
1, 2 49.1, 52.1
1-3 m2/kg
PROPERTIES Formica Liner Grade laminate is medium duty and should not be used on exposed surfaces. PRODUCT CHARACTERISTICS
Sizes: Thickness: Weight: Finish: Colours and Pattern Range: 3050mm x 1300mm 2440mm x 1220mm 0.6 & 1.2mm#(nominal) 0.9 & 1.7kg/m2 approx. Gloss,Texture Refer to current Product Availability Chart (AS/NZS 2924.1 VGS Type) PROPERTY REQUIREMENT Resistant to Average wear not Surface Wear: less than 150 cycles Resistance to No deterioration Immersion in other than a slight Boiling Water: change of gloss and/or colour. Gain in weight of not more than 15% for 0.6mm Resistance to No requirement Dry Heat at 180C: Resistance to No deterioration Steam: other than a slight change of gloss/colour Dimensional Dimensional change Stability: of not more than 0.75% with grain and 1.25% across grain for 0.6mm Resistance to Greater than 1 Newton Scratching: force Resistance to Reagents Groups Staining: 1 and 2 = No visible change. Reagents Groups 3 and 4 = Slight change of colour/gloss
* Formica Liner Grade laminate has good colour retention and dimensional stability in normal interior applications. However, prolonged exposure to sunlight may cause shrinkage and/or some change in colour. Formica Liner Grade laminate is therefore not recommended for external applications or interior applications with prolonged exposure to direct sunlight.
WHEN SPECIFYING Surfacing shall be Formica Liner Grade laminate as supplied by The Laminex Group. Colours and/or pattern shall be .......... in .......... finish.
# Texture only in 2440 x 1220mm size
Formica Liner Grade laminate meets AS/NZS 2924, for high-pressure decorative laminates. LIMITATIONS Do not use externally or in areas where prolonged exposure to temperatures exceeding 135C may occur. Formica Liner Grade Laminate is not a structural element and must be supported by recommended substrate over entire surface area. Do not apply to plasterboard or concrete walls or to gypsum wallboard.
Issued September 2009
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 6: 2.1
Technical Data: Formica Branded Products
APPLICATIONS Formica Liner Grade laminate is suitable for both commercial and domestic applications for lining the internal surfaces of cabinetry such as drawers, shelves and cupboards, and the undersides of benchtops, furniture, table tops and desktops.
FIRE TESTS
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result 0.6, 1.2mm Unit/Range Resistance to Not more than slight Colour Change colour change in in Artificial Light*: Xenon arc light Grey scale >4 at Blue Wool scale 6 Resistance to No requirement Cigarette Burns:
HIGH PRESSURE LAMINATES
Formica Chemtop2 Laminate
Formica Chemtop2 is a high-pressure decorative laminate. It is designed specifically for applications which require strong resistance to chemicals.
USES Formica Chemtop2 laminates are used on horizontal and vertical surfaces in chemical, medical and pathogenic laboratories, also in clinics and in commercial, institutional and industrial operations. Chemtop2 has increased resistance to alkalis, many acids, corrosive salts and solvents. A detailed list of chemicals against which Chemtop2s performance has been measured is shown on pages 6:7 - 6:8. DIMENSIONS Formica Chemtop2 is available in 3600 x 1500mm sheet size only. Formica Chemtop2 mass approximately 1.32kg/m2. LIMITATIONS It is not recommended that Formica Chemtop2 laminates be applied directly to plastered or concrete walls or to gypsum wallboard. Do not use externally or in areas where prolonged exposure to temperatures exceeding 135C may be experienced. Butt matches between Formica Chemtop2 and standard laminate is not recommended due to the integral coating on Formica Chemtop2 resulting in a slightly different hue than its corresponding standard laminate. Do not chop, slice, pound or hammer on Formica Chemtop2 surface.
Chemtop laminate should be protected from damage caused by high heat, such as heat created from Bunsen burners. The Bunsen burner should be placed on a trivet to protect the laminate surface. PROPERTIES Formica Chemtop2 complies with AS/NZS 2924.1.1998 for High Pressure Decorative Laminates - sheets made from thermosetting resins, classification HGP (postforming grade). Formica Chemtop2 laminates have properties similar to general decorative laminate but their high technology composition yields increased chemical resistance. COMPOSITION Formica Chemtop2 consists of several layers of phenolic resin impregnated kraft paper combined with surface colour paper treated in a special integral coating. All papers are then bonded under controlled heat and pressure. SPECIFICATION Australian Standard AS/NZS 2924.1.1998, class HGP for High Pressure Decorative Laminates. THICKNESS TOLERANCE Formica Chemtop2: 0.97+0.13mm.
APPEARANCE No more than 0.6mm2 of surface impurities per sheet of laminate (NEMA LD 3-2005). RESISTANCE TO SURFACE WEAR Wear resistance of not less than 350 cycles. RESISTANCE TO IMMERSION IN BOILING WATER No more than 15% increase in weight and 18% increase in thickness for Formica Chemtop2. RESISTANCE TO DRY HEAT No more than a slight change in gloss or colour after 20 minutes in contact with a container holding glycerol tristearate at 180C. DIMENSIONAL STABILITY After exposure to controlled high and low humidity conditions, a dimensional change of not more than 0.6% with the grain and 1.05% across the grain for Formica Chemtop2. RESISTANCE TO IMPACT Small ball impact resistance of >or=20 N force. RESISTANCE TO CRACKING No worse than hairline cracks, only visible under magnification, after samples had been exposed for 6 hours at 50C.
Section 6: 3.1
Issued September 2009
HIGH PRESSURE LAMINATES
RESISTANCE TO STAINING (AS/NZS 2924.1.1998 PART 15) No effect by specific reagents listed in AS/NZS 2924.1,1998. Refer to effects by specific reagents listed on pages 3 & 4. RESISTANCE TO COLOUR CHANGE IN ARTIFICIAL LIGHT No more than a slight colour change after exposure to Xenon arc light at Blue Wool 6. RESISTANCE TO CIGARETTE BURNS No deterioration other than moderate change in gloss and/ or moderate brown stain. FORMABILITY Formica Chemtop2 will satisfactorily postform to a minimum 12.5mm external and inside cove radius of 5mm in the machine direction. Cross-grain post forming is not recommended. Note: A slight colour change in the cove is normal, and does not indicate a product defect. Slight gloss change may occur along the postformed edge and is more evident in dark colours. Ideal postforming temperatire is 121C, slightly lower than conventional HPL. Tempilaq (grey colour) can be used to determine the proper temperature. Coves should be formed at a temperature of 149-163C.The peelcoat must be removed from the heated area before forming or coving. Minimum radius for cold forming is 102mm. RESISTANCE TO STEAM No more than a moderate change in gloss and/or colour. WHEN SPECIFYING OR ORDERING State Formica Chemtop2 State sheet size and quantity State colour State any other special requirements
PRODUCT DATA Storage: Always store sheets face-to-face and withdraw in pairs. Formica Chemtop2 should be protected from light, heat and moisture and should never be stored in contact with the floor or an outside wall. Do not store in areas where temperatures are less than 16C and where relative humidity is less than 40%. Tools: Formica Chemtop2 can be fabricated using standard laminate tools. The use of sharp carbide-tipped blades is recommended when cutting Formica Chemtop2.This practice will minimise chipping. Handling:To avoid scratching or marking, keep work area clean. Likewise avoid contact with abrasive surfaces. Lift sheets carefully; do not slide on decorative surface. Cutting: Formica Chemtop2 should always be cut working face upwards to minimise surface chipping. All inside corners of cutouts must be radiused as large as possible, 1/8 (3mm) minimum, to avoid stress cracking.The edges and corners should be routed, sanded or filed smooth and free of chips or nicks. Substrates:The recommended substrates for Formica Chemtop2 are: Medium Density Fibreboard, Particleboard and Plywood Machine Sawing: Formica Chemtop2 has a special chemical resistant surface. We recommend the use of sharp, carbidetipped cutting blades with low or negative hook profiles. Low feed speeds and high tool speeds are also recommended. A board may be clamped to the saw fence to hold the product down to reduce vibration while cutting. Planing: An excellent edge finish can be achieved with a hand plane. Hand planing Specially hardened plane irons, such as Titan require less sharpening than standard iron plane knives.
Machine planing Vertical spindle moulding machines with tungsten-tipped cutters are ideal for edge finishing and for making mitres. Drilling: Hand or power operated highspeed twist drills will cut clean holes. Because of the hard surface, a small pilot hole should be drilled for carpenters bits. Fast cut types give the best results. For holes 20mm diameter and over, a centre bit should be used. Bonding: Ensure that the surface to which Formica Chemtop2 grade is to be bonded is clean, dust-free and without irregularities. A more accurate job will result when bonding is done by a recognised fabricator in the workshop where proper equipment and conditions are available. Formica Chemtop2 can be bonded with several types of adhesives (listed on page 3 & 4); the choice depending on the particular application. Contact adhesive is the weakest of all the recommended adhesives because of its elastomeric nature. PVAc (white glue), urea and resorcinol adhesives distribute much more of the stress to the substrate, making these assemblies more crack resistant. Refer to the adhesive manufacturer for more detailed information. All glue on the decorative surface should be removed immediately. Joining: It is recommended that waterproof mastic be used to prevent ingress of water into substrate, or glue line where butt joints occur. Use in accordance with the manufacturers instructions. Care and Maintenance: Formica Chemtop2 is a durable work surface. Normal maintenance consists of a wipe over with a damp cloth and detergent. Stubborn stains may be removed by the use of an organic solvent or hypochlorite bleach, followed by wiping with a damp cloth.
Issued September 2009
Section 6: 3.2
Technical Data: Formica Branded Products
HIGH PRESSURE LAMINATES
Good laboratory practices dictate that all chemical spills should be wiped up promptly. Use water or appropriate solvent to dilute and dissolve the spilt material.The use of abrasive cleaners, powders, scouring pads, steel wool, sandpaper etc..., will damage the finish and permanently reduce the stain and chemical resistance of the laminate. RESISTANCE TO REAGENTS Evaluated in accordance with AS/NZS 2924.2:1998 Part 15 - Resistance to staining, 16 hour covered exposure at 20C.The reagents marked with an * may cause a change in gloss or colour, dependant upon the length of exposure while the others register no effect other than a very slight marking which may sometimes result from vigorous physical cleaning. *May cause damage in gloss or colour, dependant upon the length of exposure.
Solvents Concentration Acetone Amyl Acetate Benzene Carbon Tetrachloride Chloroform Cresol* Denatured Alcohol Dioxane Ethyl Acetate Furfural* Methy Ethyl Ketone (MEK) Methylene Chloride Methylated spirits Naphtha Tetrahydrofuran Toulene Xylene Other Reagents Concentration Gentian Violet Dye 1% Amyl Alcohol Calcium Hypochlorite Copper Sulphate 10% Ferric Chloride 10% Phenol* 85% Phenolphthalein 1% Potassium Permanganate* 2% Trichloroethylene Hospital & Health Care Concentration Amyl Alcohol Aniline blue 2.5% Bromocresol Green Soln Chloroform Eosin Solution* Ethyl Alcohol Ethyl Ether Eucalyptol Eugenol Formaldehyde 37% Gentian Violet 1% soln Hematoxylin Hydrogen Peroxide 3% Hydrogen Peroxide 20% Iodine Tincture* 2% Isopropyl Alcohol Mercurochrome* Methylene Blue* Mineral oil Petroleum Jelly Povidine Iodine* Silver Nitrate* 10% Zephiran Chloride 17% Zinc Oxide
General Reagents Cellosolve Kerosene Nail Polish Remover Pine oil Sodium Hypochlorite Trisodium Phosphate Urea Vegetable oil
Concentration
5% 30% 6.6%
Acids Acetic Acid (all conc.) Chromic Acid* Dichromate cleaning solution* Formic Acid* Glacial Acetic Acid* Hydrochloric Acid Hydrofluoric Acid* Nitric Acid Nitric Acid* Perchloric Acid* Phosphoric Acid Sulphuric Acid Sulphuric Acid*
Concentration 60%
90% 10% 10% 70% 60% 85% 10% 96%
Alkalis Concentration Ammonium Hydroxide 28% Potassium Hydroxide 15% Sodium Carbonate Sat. Sodium Hydroxide 40% Sodium Sulphide 15%
AS/NZS 2924.2:1998 Part 15 Reagents Acid-based metal Cleaners* Alcohol Alcoholic Beverages Alkaline-based Cleaning agents diluted to 10% in water Amidosulphonic acid descaling agents < 10%* Ammonia (10% solution of commercial concentrate) Animal and vegetable fats & oils Ball point pen inks Black tea Bleaching agents & sanitary cleaners containing sodium hydroxide Boric Acid Citric Acid 10% Cleaning solution 23% dodecylbenzene sulfonate, 10% alkyl aryl polyglycol ether, 10% water Coffee Cola Beverages Hair colouring & bleaching agents* Hand cream Hydrochloric acid based cleaners ( </=3%HCI) Hydrogen peroxide (3% solution) Lacquers and adhesives (except fastcuring materials) * Laundry marking inks Lemonade and fruit drinks Lipstick Lyes, soap solutions Meats and sausages Milk (All types) Mustard Natural fruit and vegetable juices Nail polish Nail Polish Remover Phenol and chloramine T disinfectants Salt (NaCI) solutions Shoe Polish Stain or paint remover based on organic solvents
Issued September 2009
Section 6: 3.3
HIGH PRESSURE LAMINATES
AS/NZS 2924.2:1998 Part 15 Reagents Toothpaste Tincture of iodine (or 10% povidone iodine)* Urine Vinegar concentrated Water Water colours Wine vinegar Yeast suspension in water SERVICE For additional sales and technical service regarding any FORMICA surfacing material, contact The Laminex Group Customer Services: Phone: 132 136 HEALTH AND SAFETY Inhalation of dust generated from processing Formica decorative laminate may cause irritation and sensitisation by inhalation (asthma) and by skin contact (dermatitis). Repeated inhalation of dust may cause irreversible health effects including asthma, chronic nose or throat irritation or lung scarring. Do not breathe the dust. Wear a respirator when using power tools. For further information refer to the Formica Laminate Material Safety Data Sheet.
Recommendations, suggestions or statements made in this brochure are intended to help customers.They are based on our experience and judgment.They should not be regarded as amounting to legal warranty or as involving any liability on our part.
Issued September 2009
Section 6: 3.4
Technical Data: Formica Branded Products
HIGH PRESSURE LAMINATES
Formica Metals Laminate
Formica Metals Laminate are high-pressure laminates manufactured with genuine decorative metallic foils. The surface of these products is coated with a protective lacquer similar to a good quality timber lacquer.
APPLICATIONS Formica Metals Laminate are ideal for walls, doors, feature panelling, room dividers, exhibition stands and shopfitting (displays, stands, etc.). Other uses include fireplace and kitchen hoods, lift linings and many other areas where a metallic look is desired. Metallic finishes are recommended for light duty interior applications only.They are not recommended for heavy usage areas such as worktops, bars and tables. PRODUCT CHARACTERISTICS
Sizes: Thickness: Weight: 2400mm x 1200mm 0.8mm to 1.3mm 1.5kg/m2 approx. (1mm)
WHEN SPECIFYING Surfacing shall be Formica Metals Laminate as supplied by The Laminex Group. Colour/Finish shall be .......... CARE & MAINTENANCE Caution Avoid the use of solvents for cleaning purposes. Any spillage of liquids should be removed as soon as possible. Avoid the use of abrasive cleaners, even those in liquid form. Formica Metals should only be cleaned with a soft, moist cloth or moist chamois leather and then dried with a soft, dry cloth. Do not place hot objects on the surface. The lacquered surface of Formica Metals have similar properties to a high quality wood lacquer, thus the surface could be damaged by hard objects and some solvents.
SITE WORK NOTES Formica Metals should be bonded to only high quality substrates using Trade Essentials Contact Adhesives. When using hot glues or adhesives the temperature should not exceed 60C (140F). When pressing the laminate to a substrate, a thin protective soft layer (eg. paper) should be placed on top of the metallic surface. Avoid excess glue coming in contact with the unprotected metallic surface. Use only sufficient pressure to ensure a good bond. During cutting and machining a slight burring may occur on the new edge. This can be removed by careful use of a fine file. Note: This technical data does not apply to Brushed Stainless Steel or Steel Wave. For these products refer to the Laminex Stainless Steel Technical Data Sheet.
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 0 0 0 0 0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 1 1-3 Average Specific 80.3 m2 / kg Extinction Area
0.8mm Laminate unadhered
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 6: 4.1
Issued September 2009
LOW PRESSURE LAMINATES
Formica Decorated MDF
Formica Decorated MDF is a medium density fibreboard bonded on both sides with a hardwearing melamine decorative surface. Formica Decorated MDF can be machined and face routed using conventional wood working tools. However, Formica Decorated MDF is a wood based panel and will react to changes in moisture as will natural timber.
Prints and Woodgrains Typical results >150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. COLOURS Formica Decorated MDF is available in many of the Formica range of solid colours & woodgrains and in some patterns. Please contact your local branch for availability.
SHEET SIZES AND THICKNESSES Refer to the Formica Product Availability Chart. GREENfirst PRODUCT Formica Decorated MDF is a Greenfirst product and is certified by Good Environmental Choice Australia as LA-2008 GECA 28-2006 Furniture and Fittings environmentally preferable.
Note: Formica Decorated MDF is for interior use only and should not be exposed to damp conditions or high humidity. DECORATIVE SURFACE PROPERTIES Formica Decorated MDF, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for surface properties as below: SUBSTRATE PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Specifications Thickness Tolerance Density Internal Bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Unit mm kg/m3 MPa MPa MPa MPa N N % 13mm22mm mm +/-0.3 730 0.60 34.5 3400 1.2 800 1000 <6 23mm33mm mm +/-0.3 720 0.50 31.0 3400 1.4 800 1000 <6
* Values reflect new testing methods for screw holding properties in AS/NZS 4266.13
WEIGHT
Thickness kg per m
2
16mm 11.7
18mm 13.1
25mm 18.0
33mm 23.0
Issued September 2009
Section 6: 5.1
Technical Data: Formica Branded Products
APPLICATIONS Formica Decorated MDF can be used in the following applications, in all areas away from high humidity, such as wall units, bedroom furniture, office furniture, wall lining, shelving.
RESISTANCE TO WEAR Solid Colors Typical results >700 cycles.
FINISH Velvet, Pearl.
LOW PRESSURE LAMINATES
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3)
Indices
Ignitability Spread of Flame Heat Evolved Smoke Developed
Result
14 8 7 4
Range
0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 90.1 m2 / kg Extinction Area
IMPORTANT NOTE
A slight variation exists between the finishes on Formica melamine faced board products and the Formica high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Greenfirst
Section 3:1
Section 6: 5.2
Issued September 2009
LOW PRESSURE LAMINATES
Formica Decorated MR MDF
Formica Decorated MR MDF is a moisture resistant medium density fibreboard, factory bonded, with hardwearing melamine impregnated decorative paper, to both sides. This product is suitable for use in areas of high humidity or where accidental wetting may occur. However, Formica Decorated MR MDF is a wood based panel and will react to changes in moisture as will natural timber.
Range 0-20 0-10 0-10 0-10
Formica Decorated MR MDF can be machined and face routed with all conventional wood working tools achieving clean sharp edges. Formica Decorated MR MDF is available in many of the Formica range of solid colours, patterns and woodgrains and in some patterns. SUBSTRATE PROPERTIES
RESISTANCE TO WEAR Solid Colors Typical results >700 cycles. Prints and Woodgrains Typical results >150 cycles. RESISTANCE TO STEAM No noticeable permeability effects.
Ignitability Spread of Flame Heat Evolved Smoke Developed
14 8 7 4
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 90.1 m2 / kg Extinction Area
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Property Thickness Tolerance Density Internal bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Wet Bending Strength (Me) Unit mm kg/m3 MPa MPa MPa MPa N N % MPa 13mm22mm +/- 0.3 730 0.90 43.0 3600 1.7 1000 1600 <4 9.7 23mm33mm +/- 0.3 710 0.70 38.5 3400 1.8 1000 1600 <4 8.5
FINISH Velvet, Pearl. SHEET SIZES AND THICKNESSES Refer to the Formica Product Availability Chart.
* Values reflect new testing methods (Method A) for screw holding properties in AS/NZS 4266.13
WEIGHT
Thickness kg per m
2
16mm 11.7
18mm 13.1
25mm 18.0
32mm 23.0
Issued September 2009
Section 6: 6.1
COLOURS Formica Decorated MR MDF is available in many of the Formica range of solid colours & woodgrains and in some patterns. Please contact your local branch for availability.
Technical Data: Formica Branded Products
APPLICATIONS Formica Decorated MR MDF is designed for interior use, such as kitchen cupboards, doors, bathroom vanities, laundry cupboards, shelving, wall panelling and all commercial and domestic furniture.
DECORATIVE SURFACE PROPERTIES Formica Decorated MR MDF, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for surface properties.
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result
LOW PRESSURE LAMINATES
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3)
Indices
Ignitability Spread of Flame Heat Evolved Smoke Developed
Result
14 8 7 4
Range
0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 90.1 m2 / kg Extinction Area
GREENfirst PRODUCT Formica Decorated MR MDF is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
LA-2008 GECA 28-2006 Furniture and Fittings
IMPORTANT NOTE
A slight variation exists between the finishes on Formica melamine faced board products and the Formica high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Greenfirst
Section 3:1
Section 6: 6.2
Issued September 2009
LOW PRESSURE LAMINATES
Formica Decorated Particleboard
Formica Decorated Particleboard is a predecorated particleboard substrate with a hardwearing melamine decorative surface on both sides.
FIRE TESTS
(Typically achieved when AS/NZS 1530.3) Indices Ignitability Spread of Flame Heat Evolved Smoke Developed tested to Result 14 8 7 4 Range 0-20 0-10 0-10 0-10
Patterns and Woodgrains Typical results >150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. SHEET SIZES AND THICKNESSES Refer to the Formica Product Availability Chart.
COLOURS A wide range of colours, patterns and woodgrains are available. Please check your local branch for availability. DECORA TIVE SURFACE PROPERTIES Formica Decorated Particleboard, when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 substrate properties as follows: SUBSTRATE PROPERTIES
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 61.2 m2 / kg Extinction Area
(Typical physical properties when tested to AS/NZS 1859.2-2001 Int.) Specifications Thickness Tolerance Density Internal Bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Units mm kg/m3 MPa MPa MPa MPa N N % THICKNESS RANGE & TYPICAL VALUES 13-22mm 23-33mm >33mm +/-0.3 640 0.60 14.5 2200 1.2 600 700 <12 +/-0.3 610 0.50 13.5 2100 1.2 600 700 <12 +/-0.3 580 0.30 9.5 1700 0.9 600 700 <12 IMPORTANT NOTE
A slight variation exists between finishes on Formica melamine faced board products and the Formica high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
* Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int). In most instances the performance characteristics of the particleboard exceeds the minimum requirement of AS/NZS 1859.1-2001 (Int). However for minimum property values refer to AS/NZS 1859.1-2001 (Int).
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
WEIGHT
Thickness kg per m2 16mm 10.4 18mm 11.5 25mm 15.5 33mm 20.1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 6: 7.1
Technical Data: Formica Branded Products
APPLICATIONS Formica Decorated Particleboard can be used in all applications away from high humidity, such as wall units, built-in furniture, bedroom furniture, shelving and wall lining.
FINISH Velvet, Pearl.
RESISTANCE TO WEAR Solid Colors Typical results >700 cycles.
LOW PRESSURE LAMINATES
Formica Decorated Particleboard MR
Formica Decorated Particleboard MR is a moisture resistant particleboard, factory laminated on both sides with a hardwearing melamine decorative surface.The superior performance of Formica Decorated Particleboard MR is due to the bonding of the wood particles with a specially blended moisture resistant resin system.
APPLICATIONS Formica Decorated Particleboard MR is suitable for use in the following applications: Kitchen cupboards, laundry cupboards, vanity units, shelving, wall linings, partitions, built-in furniture, all detail joinery where a moisture resistant decorative board is required. COLOURS A wide range of colours, patterns and woodgrains are available. Please check your local branch for availability. MOISTURE RESISTANCE Formica Decorated Particleboard MR complies with the Wet Cyclic Test for moisture resistance properties as specified in AS/NZS 1859.1. Refer to Physcial Properties table for details. SUBSTRATE PROPERTIES
FINISH Velvet, Pearl. DECORATIVE SURFACE PROPERTIES When tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for surface properties as follows: RESISTANCE TO WEAR Solid Colors Typical results >700 cycles. Patterns and Woodgrains Typical results >150 cycles. RESISTANCE TO STEAM No noticeable permeability effects.
FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kW/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 61.2 m2 / kg Extinction Area
SHEET SIZES AND THICKNESSES Refer to the Formica Product Availability Chart.
(Typical physical properties when tested to AS/NZS 1859.1) Specifications Thickness Tolerance Density Internal Bond Modulus of Rapture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Wet Bending Strength (Me) Units mm kg/m3 MPa MPa MPa MPa N N % MPa THICKNESS RANGE & TYPICAL VALUES 13-22mm 23-33mm >33mm +/-0.3 640 0.80 17.0 2300 1.6 700 900 <6 4.5 +/-0.3 610 0.70 15.5 2400 1.6 800 900 <5 4.5 +/-0.3 630 0.60 17.5 3000 1.7 800 900 <5 5.5
IMPORTANT NOTE
A slight variation exists between the finishes on Formica melamine faced board products and the Formica high-pressure laminate products.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
* Values reflect new testing methods for screw holding properties in AS/NZS 4266.13 In most instances the performance characteristics of the particleboard exceeds the minimum requirement of AS/NZS 1859. However for minimum property values refer to AS/NZS 1859.1.
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance, Section 9:2
WEIGHT
Thickness kg per m2 16mm 10.4 18mm 11.5 25mm 15.5 33mm 20.1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application, Section 9:3
Section 6: 8.1
Issued September 2009
ACCESSORIES
Formica ABS Edging
Formica ABS Edging is available in a range of colours designed to match Formica Doors, Formica laminates and board products. It is light fast under normal internal applications and has high dimensional stability. It is resistant to common household cleaning agents, weak acids and alkalines. However, strong acids, aromatic hydrocarbons, esters and ketones will all attack ABS.
Note: Woodgrains are through woodgrain, patterns are patterned edging. SITE WORK NOTES Rolls of edging should be stored in dry conditions at a temperature of 18-25C. All Formica ABS Edging is supplied primed ready for use with conventional hot melt adhesives. Avoid cold air draughts in the area where the edgebanding operation is performed. Use a high melting point hot melt with a loading of 3.5-4.0 gr/lineal metre (22mm width). Use adequate pressure on pressure roller. Periodically check the accuracy of temperature gauges, as these can be out by as much as 50C. Always use heating fence where fitted. Do not use edging if it has been allowed to become damp or extremely cold. A glue tank temperature of 190C-210C and applicator roll temperature of 200C-215C are recommended. Bond failure may occur if glue temperature at the applicator roller is below 190C.
ADVANTAGES ABS can be applied around tight corners. Although it will whiten on the bend, original colour can be restored by applying heat such as with a hot air blower, to the affected area. Normal waste disposal procedures are acceptable. It does not give off toxic fumes when burning. It is recognised as being environmentally friendly. PRODUCT CHARACTERISTICS
Width: 22mm. Other widths available subject to enquiry. Solid Colours, Woodgrain and Prints 2mm. 100 lineal metres Most popular solid colours and woodgrains are available along with a selected range of patterns.
Thickness:
Roll Length: Colour Range:
Cleaning Removal of hot melt adhesive residues from the surface of ABS edging can be accomplished by rubbing with a soft cloth containing ABS Cleaner or white spirits or similar aliphatic hydrocarbon solvent. Care must be exercised with rubbing as severe rubbing can result in gloss change to the surface. Solvents are hazardous. Please read the Material Safety Data Sheet for the solvent before it is used. Formica ABS Edging is included in the Greenfirst range of environmentally preferable products.
Issued September 2009
Section 6: 9.1
Technical Data: Formica Branded Products
APPLICATIONS Suitable for use as a matching or contrasting edge finish for furniture, desk tops, cupboard doors and drawers, shopfittings and display panels etc., where a high impact aesthetically appealing edge is required.
WHEN SPECIFYING Edges shall be 2mm thick Formica ABS Edging as supplied by The Laminex Group. Colour shall be ..........
Maintain constant glue level in glue tank by adding glue often. Do not let tank run down and then add large quantity as this will dramatically reduce glue temperature in tank even though gauges may still indicate required temperature. Machine speeds of a minimum of 20m/min are recommended. Four bladed milling cutters of approx. 70mm diam. and running at 12000 RPM will give an excellent finish. A hot air source of between 375C-450C and feed speed of 6-8m/min will successfully bond preglued edging.
ACCESSORIES
Formica Melamine Preglued Edging
Formica Melamine Preglued Edging is formulated to achieve exceptional performance. The combination of modified melamine thermosetting resins and continuous hot pressing, ensures high wear and stain resistance.
APPLICATIONS Formica Melamine Preglued Edging is recommended for all types of edge treatment for particleboard, medium density fibreboard and plywood. It is supplied pre-glued with a hot melt. PRODUCT CHARACTERISTICS
Roll Sizes (nominal): Preglued Thickness: Width (nominal): 100m 25m 0.40mm 21mm
Bonding a. General. Because this product is basically a melamine laminate and not a coated paper, it requires higher operating temperature at the glue line. To ensure a successful bond the following recommendations should be followed: 1. Avoid cold air draughts in the area where the edgebanding operation is performed. 2. Store edging in a dry place, maintaining temperature at or above 18C. 3. Use adequate pressure on pressure roller. 4. Always use heating fence where fitted. 5. Periodically check the accuracy of temperature gauges; these can be out by as much as 50C. 6. Do not use Formica Melamine Edging if the material has been allowed to become damp or wet, or if its temperature is less than 18C. Substrate moisture content should be 8-10%.
b. Pre-glued Continuous Melamine Edging. To achieve adequate bonding, a glue film temperature at the point of contact of 140C must be achieved. Commercial edgebanders with a feed speed of 6-8m/min. and a hot air temperature of 300C, will successfully bond Formica Pre-glued Melamine Edging. For an iron-on operation temperatures greater than 250C are recommended to achieve a glue film temperature of 140C.This is achieved normally after 10-15 seconds (under pressure) and an iron-on speed of 60-70 seconds per metre length.
WHEN SPECIFYING Edging shall be Formica Melamine Edging as manufactured by The Laminex Group. Colour and/or pattern shall be .......... in .......... finish. STORAGE Rolls of Formica Melamine Edging should be stored in dry conditions at temperatures not below 18C. PROPERTIES
(AS/NZS 2924.1) PROPERTY REQUIREMENT Wear Value: Stain Resistance: Average wear not less than 50 cycles Pass AS/NZS 2924.1 type VLS
Section 6: 10.1
Issued September 2009
ACCESSORIES
Formica Melamine Unglued Edging
Formica Melamine Edging is formulated to achieve exceptional performance. The combination of modified melamine thermosetting resins and continuous hot pressing, ensures high wear and stain resistance.
PRODUCT CHARACTERISTICS
Roll Sizes (nominal): Unglued Thickness: Width (nominal): 100m 0.40mm 21mm
Substrate moisture content: 8 -10%. HINTS FOR UNGLUED EDGE BANDING As this is a thermally reliant process, cold air draughts can affect satisfactory interface bonding temperatures significantly. Ensure edge bander is not subject to cold air draughts. For best adhesion, the room, equipment and material temperature should not be less than a minimum of 18C, to max 40C. Additional Hints Keep edging clean and store edging in a dry place To maintain satisfactory molten adhesive do not allow adhesive tank to run down before refilling. Keep tank full by adding to adhesive tank as required Adhesive tanks should be inspected and cleaned regularly Similarly, if using a cartridge system, maintain a charged system Be careful not to contaminate adhesives by allowing dirt, dust or foreign matter to be mixed with the adhesive
To effectively complete heat transfer and bonding of both materials, adequate use of pressure on pressure roller is required. 3.5 Bar in a range of 3 to 5 Bar is generally sufficient. Substrate temperature can affect rapid heat loss when applying adhesives. Therefore it is recommended to use a heating fence where possible if minimum temperatures cannot be maintained. Periodically check accuracy of temperature guages supplied on the edge bander machines. If left un-calibrated they can indicate inaccuraely by as much as +\-20C. Hot Melt Types There are many commercial hot melts available. It is recommended that adhesive products chosen are specifically formulated for use with melamine laminate edge strip. Ensure that OH&S procedures, technical support and application technology information is available and well supported by the adhesive supplier.
WHEN SPECIFYING Edging shall be Formica Melamine Edging as manufactured by The Laminex Group. Colour and/or pattern shall be .......... in .......... finish. STORAGE Rolls of Formica Melamine Edging should be stored in dry conditions at temperatures not below 18C. PROPERTIES
(AS/NZS 2924.1) PROPERTY REQUIREMENT Wear Value: Stain Resistance: Average wear not less than 50 cycles Pass AS/NZS 2924.1 type VLS
Issued September 2009
Section 6: 11.1
Technical Data: Formica Branded Products
APPLICATIONS Formica Melamine Edging is recommended for all types of edge treatment for particleboard, medium density fibreboard and plywood. It is supplied unglued for bonding with hot melts.
APPLICATION RECOMMENDATIONS For best adhesion, the room, equipment and material temperature will be ideally maintained at minimum of 18C. Machine components such as pressure rollers, which are in contact with edging, can cause heat loss and should be maintained at equal to or above 18C to max 40C.
Generally adhesives begin to degrade over time at temperatures above 180C. It is good practice to lower temperatures to 120C if the machine is not intended to be used for prolonged periods.
ACCESSORIES
Unglued Edging Application Hot Melt Adhesive loading: 3.5 to 4.0 gms per lineal meter (21mm width) or as determined by edge bander operator required to achieve satisfactory results dependent on type of hot melt adhesive used. Hot Melt Applicator Temperature: 190 to 200C Hot melt Temp at Pressure Roller: 180 minimum Pressure Roller Temperature: 18C minimum to 40C maximum Feed Speed: 6.5 to 20 meters/min Note: Colour/Finishes and product shown are available at the time of publication but may be withdrawn.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Section 6: 11.2
Issued September 2009
CABINET DOORS
Formica Doors
The Formica Door range is available in a selected range of colours.
SUBSTRATE PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS Property Board Density Internal Bond Modulus of Rupture Modulus of Elasticity *Screw Holding Face *Screw Holding Edge Surface Soundness Thickness Swell 24 hrs Moisture Resistance MOR(A) Unit kg/m MPa MPa MPa N N MPa % MPa
3
RESISTANCE TO WEAR Solid Colours Typical results 700 cycles. Patterns and Woodgrains Typical results 150 cycles. RESISTANCE TO STEAM No noticeable permeability effects. COLOURS Formica Doors are available in a range of Formica colours. For more information refer to the Formica Product Availability Chart. Note: Colour/Finishes and product shown are available at the time of publication but may be withdrawn.
16mm 730 0.90av. 43av. 3600av. 1000av. 1600av. 1.7 <4 9.7
*Values reflect new testing methods for screw holding properties in AS/NZS 4266.13-2001 (Int).
WEIGHT
Thickness kg per m
2
FIRE TESTS
16mm 11.7 (Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0 0 0 0 to to to to 20 10 10 10
THICKNESSES 16mm. DIMENSIONAL STABILITY Length 0.4%, Thickness 5.0%, with changes from 35% Relative Humidity to 85% Relative Humidity (relative to datum point of 65% relative humidity).
Cone Calorimeter AS/NZS 3837 (Irradiance of 50kw/m2) Classification Result Unit/Range Group Number 3 1-3 Average Specific 90.1 m2 / kg Extinction Area
Issued September 2009
Section 6: 12.1
Technical Data: Formica Branded Products
APPLICATIONS Formica Doors are suitable for use in all areas of high humidity, such as kitchen cupboard doors, bathroom vanities, laundry cupboards, shelving, wall panelling and all domestic and commercial furniture applications.
DECORATIVE SURFACE PROPERTIES Formica MR MDF , when tested in approved manner complies with the relevant sections of AS/NZS 1859.3 for substrate properties as below:
MOISTURE RESISTANCE Formica Doors complies with Wet Cyclic Test Moisture Resistance Properties as specified in AS/NZS 1859.2.
FLOORING
Formica Laminate Flooring
Formica Laminate Flooring has a range of surface finishes that provide added depth and definition. Formica Laminate Flooring delivers the look and feel of traditional timber flooring.
PRODUCT FEATURES The Forma-lock locking system provides extremely high joint strength (tensile strength 800kg per lineal metre) allowing for areas as large as 300 sqm to be installed without the need to install an expansion joint into the body of the floor, using recommended perimeter expansion gaps. Formica Laminate Floorings surface is highly durable scratch, wear, stain and burn resistant. PRODUCT CHARACTERISTICS
LAMINATE FLOOR THICKNESS Product Class Commercial Limited Warranty Residential Limited Warranty Size per plank Planks per pack m2 per pack Weight per pack (approx) Substrate Silent Underlay Formaldehyde Emission Swelling (EN 317) Impact Resistance (EN 685) Abrasion Resistance (EN 685) Slip Resistance (AS/NZS 4586) Fire Resistance ISO 9239 Average Critical Radiant Flux Mean Distance of Flame Travel Average Smoke Observation
The Forma-lock locking system allows quick, easy and no mess installation with no special tools or glue required. Formica Laminate Floorings proven Forma-lock locking system gives high quality tight fitting joins. Formica Laminate Flooring can be used immediately after installation, saving time and money.
Formica Laminate Floorings surface grain embossing and V-groove edge finish gives the look and feel of real timber. Formica Laminate Floorings 12mm heavy duty panels have a pre-adhered noise suppressing underlay for long lasting stability, and minimal foot noise.
6mm 23 7 years 1380x193x6mm 10 2.663m2 15kg Standard HDF E1 <12% IC1 AC3
7mm 31 10 years 1380x193x7mm 8 2.130m2 15kg Standard HDF E1 <12% IC1 AC3
8mm 32 7 years 15 years 1380x193x8mm 7 1.864m2 15kg Aquastop 6 HDF E1 <6% IC2 AC4 R9 7.1kW/m2 343.3mm 6%
10mm 32 7 years 15 years 1380x116x10mm 8 1.281m2 10kg Aquastop 6 HDF E1 <6% IC2 AC4 R9 7.1kW/m2 343.3mm 6%
12mm 32 7 years 20 years 1380x193x12mm 5 1.331m2 15kg Aquastop 6HDF Yes E1 <6% IC2 AC4 R9 7.1kW/m2 343.3mm 6%
Section 6: 13.1
Issued September 2009
FLOORING
1. Overlay Special resin-coated wear layer gives a highly durable surface finish. 2. V-Groove Provides a 3 dimensional structure and more realistic timber appearance (only available on selected 8, 10 and 12mm options). 3.Textured surface finish A range of various textured surface finishes (including registered embossed, available on selected items). 4. Dcor paper The resin coated dcor paper provides the deep, rich colour and authentic timber look. 5. Core substrate For our commercial grade products - 8mm, 10mm and 12mm:These options feature the added benefit of highly moisture
resistant Aquastop 6 HDF substrate created by the use of special resins. 6mm and 7mm:These options feature a specially developed highdensity fibreboard substrate. 6. Backing Special impregnated kraft paper helps keep the panel flat. 7. Silent Underlay Provides noise reduction and enhanced stability (available on 12mm product only).
1 3
2 4 5
6 7
PRODUCT OPTIONS & APPLICATIONS
LAMINATE FLOOR THICKNESS Product suitability COMMERCIAL COLLECTION 12mm 10mm 8mm Standard Plank Narrow Plank Standard Plank
(includes silent underlay)
RESIDENTIAL USE ONLY 7mm 6mm Standard Plank Standard Plank
Suitable for large Suitable for large Suitable for large Suitable for medium Suitable for small residential & general residential & general residential & general residential floor areas residential floor commercial floor areas commercial floor areas commercial floor areas areas only (excluding General residential hallways, family Restaurants, hotel High use residential High use residential traffic rooms & kitchens) rooms, retail & & general & general public spaces commercial traffic commercial traffic Light residential traffic Heavy residential & general commercial traffic High strength locking profile High strength locking profile High strength locking profile Good general flooring product Ideal for cost effective room makeover
Product features
Premium grade Thicker substrate Thicker substrate Ideal for small to quality & appearance for reduced foot noise for reduced foot noise medium size residential floor Silent underlay Durable surface Durable surface areas attached to plank overlay for high overlay for high for superior sound traffic areas traffic areas insulation Australian woodgrain Stronger protective dcors wear layer on surface Authentic traditional plank design Residential Limited Warranty* Commercial Limited Warranty* 20 years 7 years 15 years 7 years 15 years 7 years 10 years 7 years
Issued September 2009
Section 6: 13.2
Technical Data: Formica Branded Products
FLOORING
The range. With a range of five flooring thicknesses and a wide selection of contemporary styles, colours and textures, there is a product for every floor application. The quality. Only Formica Laminate Flooring offers you Forma-Lock. Its our unique locking system, which locks all edges of the flooring panels firmly together giving stronger joins and greater peace of mind.The product is backed by a comprehensive limited warranty. The advantages. Formica Laminate Flooring is actually more impact resistant than most solid timber floors and extremely resistant to wear, scratches, stains and cigarette burns.To clean, simply wipe with a micro fibre mop stains, dust and mites are gone. In the unlikely event that damage does occur, the flooring panel can simply be replaced. Applying a matching ColorFill will obscure scratches immediately. Formica Laminate Flooring consists of up to 90% natural wood fibre derived from sustainably managed forest plantations. Chlorine and PVC free, it does not contain any wood preservatives or harmful solvents. BUILT WITH THE ENVIRONMENT IN MIND Formica Laminate Flooring has been certified as an environmentally preferable product by Good Environmental Choice Australia. The flooring consists of up to 90% natural wood fibre. It is manufactured exclusively from timber sourced from sustainably managed European plantations, using a significant proportion of pre-consumer recycled fibre (60%) and reclaimed wood waste (30%) giving this product a high ecopreferred content.
ACCESSORIES
Flooring Decor Matching Quad Beading Matching Multifloor Trim Ref. No. Matching ColorSealant Ref. No.
Affinity Cherry Ashen Cedar Blonde Beech Breezy Brushbox Castille Oak Charred Ebony Elegant Cherry Estate Oak European Beech Heavenly Oak Ideal Walnut Malted Oak Mellow Cedar Mocha Oak Natural Oak Rich Acacia Rich Jarrah Rouge Beech Smoke Cedar Tanzania
Cherrywood Ashen Cedar Beech Brushbox Blackbutt Mocha Oak Beech Blackbutt Beech Heavenly Oak Brushbox Blackbutt Blackbutt Mocha Oak Heavenly Oak Acacia Jarrah Beech Astor Silver Brushbox
TF-1091 TF-0091 TF-5303 TF-0593 TF-2063 TF-669 TF-12191 TF-2063 TF-5303 TF-12191 TF-12191 TF-12191 TF-12191 TF-669 TF-12191 TF-2373 TF-2373 TF-1091 TF-7565 TF-2373
CSL2206 CSL2209 CSL2200 CSL2200 CSL2206 CSL2218 CSL2216 CSL2200 CSL2200 CSL2200 CSL2200 CSL2200 CSL2200 CSL2218 CSL2200 CSL2208 CSL2207 CSL2206 CSL2211 CSL2208
The wood fibres are bonded under high pressure and temperature, using biologically degradable low emission resins. Formica Laminate Flooring is chlorine and PVC free and it does not contain any wood preservatives or harmful solvents so it has little impact on indoor air quality. GREEN STAR Office Interiors Compatibility (v1.1) Formica Laminate Flooring can contribute to Green Star credits for: IEQ-11: Volatile Organic Compounds IEQ-12: Formaldehyde Minimisation and MAT-2: Flooring Materials. For more information refer to the Formica Laminate Flooring Greenfirst information sheet available at www.formica.com.au
GREENfirst PRODUCT Formica Laminate Flooring is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Licence Number LA-2-2006
Note: To ensure maximum floor life Formica Laminate Flooring Installation Instructions should always be followed when laying Formica Laminate Flooring.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Laminate Product: Care & Maintenance
Appendix 2. General Care and Maintenance Section 9:2
Greenfirst
Section 3:1
Section 6: 13.3
Issued September 2009
Section 7
STONE SURFACES
essa stone
essa stone is a remarkably durable and virtually maintenance free quartz surface material created with the latest engineering technology. A meticulously designed colour palette ensures that essa stone is naturally at home in the most discerning kitchens, bathrooms and commercial interiors.
PRODUCT APPLICATIONS essa stone can be used for kitchen and vanity benchtops, splashbacks, furniture components, internal cladding, wet area partitioning, flooring, stairwells and fireplace surrounds. Note: when used for splashback applications, the installation must conform to the minimum Australian and New Zealand Standards for installation behind gas cook tops, for clearances in relation to appliances generating heat. Please refer to AS 5601 Gas installations and AS NZS 4386.2 Domestic kitchen assemblies Installation. essa stone is suitable for most interior applications. Exposure to direct sunlight for extended periods can cause colour fading.Therefore, it is not recommended for use in exterior applications where it is exposed to direct sunlight. PRODUCT SPECIFICATIONS Slab Dimensions Nominal Thickness 20mm Nominal slab size 3000 x1400mm (4.20m2) Actual size of 3030 x 1415mm trimmed slab (4.29m2)
Dimensional Tolerance of Trimmed Slab Thickness 0.08mm Length 20mm Width 10mm Nominal Weight Slab m2
METHOD OF TEST FOR HEAT RELEASE
Cone Calorimeter Test (Typically achieved when tested to AS/NZS 3837:1998) Indices Unit Result Average heat release KW/m2 91.0 rate at 50 KW/m2 Average specific m2/kg 778 extinction area BCA Classification 3
220kg per slab 55kg per m2
Note: Each slab is produced with a purposely tapered edge to accommodate any mild edge damage that may occur during handling and transportation. FIRE TESTS
(Typically achieved when tested to AS/NZS 1530.3:1999) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 7 0 2 7 0-20 0-10 0-10 0-10
Section 7: 1.1
Issued September2009
STONE SURFACES
ASTM C 1028 ASTM D 792 (Method A) ANSI Z124.6.5.2 ASTM D 638 NSF51 for food zone certified ASTM D-696 ASTM D 570 (24hr. Immersion) ANSI Z124.6.5.3
0.67 0.49 2432 Pass 17.8 MPa 1.52x10/in/in/C <0.011% Pass
Note:This data shall be considered as an indication only. It may vary depending on the colours and batches of the products. essa stone is tested and approved for use in food preparation areas.
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
Issued September 2009
Section 7: 1.2
Technical Data: Laminex Branded Products
TYPICAL PHYSICAL PROPERTIES Property Abrasion Resistance (Weight Loss) Izod Impact Strength Boiling Water Resistance Colourfastness Compression Strength (Dry) (Wet) Deflection Temperature Under Load (1.82 MPa) Flexural Modulus Flexural Strength Freeze and Thaw Cycling Fungal Bacterial Resistance Surface Gloss Barcol Hardness Rockwell Hardness (HRM) Point impact Slip Resistance Static Coefficient of Friction (Dry) (Wet) Specific Gravity (23/23c) Stain Resistance Tensile Strength Toxicity Thermal Expansion Water Absorption Wear and Cleanability
Test Method ASTM D 4060 ASTM D256 (Method A) NEMA LD3 2000 3.5 ANSI 124.6.5.1 ASTM C 170 ASTM D 648 ASTM D 790 ASTM D 790 ASTM C 1026 ASTM G 21 Horba IG-320 ASTM D 2583 ASTM D 785 (Procedure A) ANSI Z 124.8.4.2.1
Result 1094mg 13.3 J/m No effect Pass 209 Mpa 203Mpa 243c 39.7 Gpa 42.4 MPa Unaffected No Growth over 45 86 115 Pass
Section 8
MDF PRODUCTS
Trade Essentials Craftwood
Trade Essentials Craftwood is a Medium Density Fibreboard (MDF). Craftwood is characterised by a stable, homogenous surface with excellent machining properties and is suitable for many types of finishing such as painting, staining, laminating and veneering. Craftwood MDF is a wood based panel and reacts to changes in moisture like natural timber, ie. high or low humidity may cause some expansion or contraction of the board.
APPLICATIONS Craftwood MDF is recommended for interior applications only, such as detailed joinery, lacquered furniture, furniture mouldings, built-in furniture, shelving, wall linings and partitions (if used with suitable feature jointing systems), pattern making, toys, clocks and trophies. Note: Craftwood MDF should not be exposed to damp conditions or high humidity. SHEET SIZES & THICKNESSES Craftwood MDF is available in a large range of thicknesses and sheet sizes. See Appendix 6. PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) Specifications Thickness Tolerance Density Internal Bond Modulus of Rupture Modulus of Elasticity Surface Soundness Screw Holding, Face Screw Holding, Edge Thickness Swell (24hr) Formaldehyde Level Units mm kg/m3 MPa MPa MPa MPa N N % mg/L <5mm +/-0.2 810 1.10 41.5 4400 0.6 THICKNESS RANGE & TYPICAL VALUES 5-8mm 9-12mm 13-22mm 23-33mm +/-0.2 780 0.90 40.0 3500 0.6 +/-0.2 760 0.75 38.5 3600 0.9 +/-0.3 730 0.60 34.5 3400 1.2 800 1000 <6 <1.0 +/-0.3 720 0.50 31.0 3400 1.4 800 1000 <6 <1.0 General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 90.1 Kg/m2 Extinction Area
GREENfirst PRODUCT Trade Essentials Craftwood MDF is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
LA-2008 GECA 28-2006 Furniture and Fittings
Trade Essentials Craftwood MDF is manufactured to meet the Australian AS/NZS standard for formaldehyde emission levels ( 1.0mg/L). Trade Essentials Craftwood MDF is also available in the lower formaldehyde emmision level E0 ( 0.5mg/L).
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
<25 <1.0
<16 <1.0
<10 <1.0
Sheet Size & Thickness Availability
Appendix 6 Section 9:6
WEIGHT Thickness
kg per m2
9mm
6.9
12mm
9.0
16mm
11.7
18mm
13.1
25mm
18.0
32mm
23.0
Greenfirst Products
Section 3:1
Section 8: 1.1
Issued September 2009
MDF PRODUCTS
Trade Essentials Craftwood MR
Trade Essentials Craftwood MR is a highly moisture resistant Medium Density Fibreboard (MDF), suitable for use in areas of high humidity, or where accidental wetting may occur.The high moisture resistant properties of Craftwood MR is due to the bonding of the wood fibres with a specially formulated moisture resistant resin system. Craftwood MR MDF is a wood based panel and reacts to changes in moisture like natural timber, ie. high or low humidity may cause some expansion or contraction without any degradation to the strength of the board.
APPLICATIONS Craftwood MR MDF is designed for interior use such as kitchen cupboards, bathroom vanities, laundry cupboards, shelving, wall lining (if used with a suitable jointing system) and mouldings. Note: Craftwood MR MDF is not recommended for exterior use. SHEET SIZES & THICKNESSES Craftwood MR MDF is available in a large range of thicknesses and sheet sizes. See Appendix 6. FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
MOISTURE RESISTANCE Craftwood MR complies with Wet Cyclic Test Moisture Resistance Properties as specified in the properties table below (AS/NZS1859.2.). GREENfirst PRODUCT Craftwood MR is a Greenfirst product and is certified by Good Environmental Choice Australia as LA-2008 environmentally GECA 28-2006 Furniture and Fittings preferable. Craftwood MR MDF is manufactured to meet the Australian AS/NZS standard for formaldehyde emission levels ( 1.0mg/L).
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 90.1 Kg/m2 Extinction Area
PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS
Specifications
Thickness Tolerance Board Density Internal Bond Modulus of Rupture Modulus of Elasticity Surface Soundness Screw Holding - Face Screw Holding - Edge Thickness Swell (24hr) Wet Bending Strength (Method A) Formaldehyde level
Unit
mm kg/m3 kPa MPa MPa MPa N N % MPa mg/L
9mm 12mm
+/-0.2 760 1.00 46.0 3600 1.3
13mm 22mm
+/-0.3 730 0.90 43.0 3600 1.7 1000 1600 <4 9.7
23mm 33mm
+/-0.3 710 0.70 38.5 3400 1.8 1000 1600 <4 8.5
Craftwood MR MDF is also available in the lower formaldehyde emission level E0 ( 0.5mg/L).
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
<7 10.5
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application Section 9:3
1.0
1.0
1.0
Sheet Size & Thickness Availability
WEIGHT Thickness
kg per m2
Appendix 6 Section 9:6
9mm
6.9
12mm
9.0
16mm
11.7
18mm
13.1
25mm
18.0
32mm
23.0
Greenfirst Products
Section 3:1
Issued September 2009
Section 8: 2.1
Technical Data: Trade Essentials
MDF PRODUCTS
Trade Essentials Craftwood (Thin)
Trade Essentials Craftwood (Thin) is a Medium Density Fibreboard (MDF) designed for applications where a thin board (3mm - 6mm) is required with a hard smooth surface that can be overlayed with natural veneer, vinyl, paint and lacquer. Craftwood MDF (Thin) is a wood based panel and reacts to changes in moisture like natural timber, ie. high or low humidity may cause some expansion or contraction of the board.
APPLICATIONS Cupboard backs, drawer bottoms, curved panels, door skins and other applications requiring a thin panel. Note: Craftwood MDF (Thin) is designed for interior use only and should not be exposed to damp conditions or high humidity. SHEET SIZES & THICKNESSES For sheet sizes and thicknesses see Appendix 6. FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
GREENfirst PRODUCT Craftwood (Thin) is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally LA-2008 GECA 28-2006 Furniture and Fittings preferable. Craftwood (Thin) is manufactured to meet the Australian AS/NZS standard for formaldehyde emissions levels ( 1.0mg/L).
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 90.1 Kg/m2 Extinction Area
PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS
Property
Board Density Internal Bond Modulus of Rupture Modulus of Elasticity Thickness Swell 24 hrs Formaldehyde Levels
Unit
kg/m3 MPa MPa MPa % mg/L
<5mm
810 1.10 41.5 4400 <25
5-8mm
780 0.90 40.0 3500 <16
1.0
1.0
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
WEIGHT Thickness
kg per m2
3mm
2.5
4mm
3.3
4.75mm
4.0
6mm
4.7
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Sheet Size & Thickness Availability
Appendix 6 Section 9:6
Greenfirst Products
Section 3:1
Section 8: 3.1
Issued September 2009
MDF PRODUCTS
Trade Essentials Craftform
Trade Essentials Craftform is an innovative Medium Density Fibreboard (MDF) product which features specially machined V-grooves that provide enhanced flexibility of the MDF sheet.This flexibility allows for creative shapes to be formed, with a radius of down to 200mm being achievable. The Craftform substrate is 9mm Moisture Resistant MDF which provides added security in areas of humidity and accidental wetting.
APPLICATIONS Craftform MDF panels are recommended for interior joinery applications where a flexible substrate is required.The substrate can be used either as a supporting material for further decorative finishing or as the feature itself. Craftform is ideal for fabricating into curved furniture and formed shapes for counter fronts, gondolas, displays and other decorative featured joinery. Note: A PVA adhesive such as Trade Essentials Craftwood PVA is recommended when creating forms using Craftform MDF. For details on correct methods of fabricating forms and shapes with Craftform please refer to the Craftform brochure. PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2) THICKNESS
BENDING PROPERTIES This is a feature of Craftform MDF, allowing fabrication of the 9mm MDF sheet into curves and shapes down to a minimum radius of 200mm. FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
MOISTURE RESISTANCE Craftform complies with Wet Cyclic Test Moisture Resistance Properties as specified in the Properties table below (AS/NZS 1859.2.). SHEET SIZE For sheet sizes see Appendix 6. GREENfirst PRODUCT Craftform is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 90.1 Kg/m2 Extinction Area
LA-2008 GECA 28-2006 Furniture and Fittings
Property
Board Density Internal Bond Modulus of Rupture Modulus of Elasticity Thickness Swell 24 hrs Formaldehyde Level
Unit
kg/m3 MPa MPa MPa % mg/L
9mm
770 1.00 46 3600 <7
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
1.0
Sheet Size & Thickness Availability
Appendix 6 Section 9:6
WEIGHT Thickness
kg per m2
9mm
6.9
Greenfirst Products
Section 3:1
Issued September 2009
Section 8: 4.1
Technical Data: Trade Essentials
MDF PRODUCTS
Trade Essentials White MDF
Trade Essentials White MDF is a high quality Medium Density Fibreboard (MDF) with a white melamine surface bonded to both sides.The melamine surface is nonporous and hardwearing making it ideal for cabinetry.White MDF is very versatile, as the MDF core allows the panel to be used as a pre-finished product, or face routered and finished with a paint system where required. MDF is a wood based panel and reacts to changes in moisture like natural timber, ie. high or low humidity will cause some expansion or contraction without any effect on the strength of the board. APPLICATIONS Trade Essentials White MDF is available in Standard (STD) and Moisture Resistant (MR) grades, with surface finishes including Dcor Texture,Velvet and Satin finishes. White MDF STD is a high quality MDF substrate with a hardwearing white melamine surface bonded to both sides. White MDF STD is designed for interior use in built-in cupboards, wardrobes and furniture, shelving, wall linings and all detailed joinery where the product will not be exposed to damp conditions or high humidity. White MDF MR is a highly moisture resistant MDF with a hardwearing white melamine surface bonded to both sides. It is suitable for use in areas of high humidity, or where accidental exposure to moisture may occur. White MDF MR is designed for interior use in kitchen cupboards, bathroom vanities, laundry cupboards, shelving, built in cupboards, wardrobes and furniture, wall linings and all detailed joinery where a moisture resistant decorative board is required. Trade Essentials Single Sided MDF is a highly moisture resistant MDF, sanded smooth on one side and bonded on the other side with a hard wearing melamine surface. Single Sided MDF is manufactured for the membrane pressing and painted panel market. Section 8: 5.1 PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.2 for White MDF STD) THICKNESS
Property
Board Density Internal Bond Modulus of Rupture Modulus of Elasticity Thickness Swell 24 hrs Screw Holding - Face Screw Holding - Edge Formaldehyde Level
Unit
kg/m3 MPa MPa MPa % N N mg/L
16mm18mm
730 0.60 34.5 3400 <6 800 1000
21mm25mm
720 0.50 31.0 3400 <6 800 1000
1.0 WEIGHT
1.0
Surface Finishes available are Flint and Satin. Note: White MDF Satin Finish: the surface is suited to professionally prepared 2-pack polyurethane or similar coating systems. Water based paints do not tend to bond easily to melamine surfaces and as such, the use of acrylic or domestic oil based paint is not recommended. In all applications, the painting of melamine panels should be referred to a reputable paint-trade professional.To achieve the best 2-pack polyurethane finish, recommendation is the use of undercoat on the painted surfaces prior to the final finishing coats being applied.The Laminex Group accepts no responsibility for the paint finish on the white melamine surface.
Thickness 16mm 18mm 21mm 25mm kg per m2 11.7 13.1 15.0 18.0
FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 90.1 Kg/m2 Extinction Area
Issued September 2009
MDF PRODUCTS
MOISTURE RESISTANCE WHITEBOARD MR White MDF MR complies with Wet Cyclic Test Moisture Resistance Properties as specified in the Properties table on page 126 (AS/NZS1859.2). GREENfirst PRODUCT Trade Essentials White MDF is a Greenfirst product and is certified by Good Environment Choice Australia as environmentally preferable.
LA-2008 GECA 28-2006 Furniture and Fittings
SHEET SIZES & THICKNESSES For sheet sizes and thicknesses see Appendix 6.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Sheet Size & Thickness Availability
Appendix 6 Section 9:6
Greenfirst Product
Section 3:1
Issued September 2009
Section 8: 5.2
Technical Data: Trade Essentials
PARTICLEBOARD PRODUCTS
Trade Essentials Particleboard
Trade Essentials Particleboard is a three layered board, with fine particles on the top and bottom surfaces, and larger wood flakes in the middle.The wood particles are pressed and bonded together with resin creating a tight compact panel that can be machined easily. Surfaces are sanded smooth at the mill, ready for use or finishing with a high pressure laminate, decorative foil or timber veneer.
APPLICATIONS Trade Essentials Par ticleboard is an underated flat panel product. Trade Essentials Par ticleboard is designed for interior use for a wide range of substrate applications, including joinery, furniture, built-in furniture, shelving and cupboards of all types where the product will not be subjected to high humidity. SHEET SIZES & THICKNESSES Trade Essentials Particleboard is available in a large range of sheet sizes and thicknesses. See Appendix 6.
FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 61.2 Kg/m2 Extinction Area
GREENfirst PRODUCT Trade Essentials Particleboard E0 is a Greenfirst product and is certified by Good Environmental Choice LA-2008 Australia as GECA 28-2006 Furniture and Fittings environmentally preferable. Trade Essentials Particleboard is manufactured to meet the Australian AS/NZS standard for formaldehyde emission levels ( 1.5mg/L) Trade Essentials Particleboard is also available in the lower formaldehyde emission level E0 ( 0.5mg/L).
PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.1) THICKNESS
Specification
Density Modulus of Rupture Modulus of Elasticity Internal Bond Surface Soundness Screw Holding Face Screw Holding Edge Thickness Swell 1hr Formaldehyde Level
Unit
kg/m3 MPa MPa MPa MPa N N % mg/L
9-12mm
660 14.5 2300 0.60 1.0 <12
13-22mm
650 14.5 2200 0.60 1.2 600 700 <12
23-33mm
610 13.5 2100 0.50 1.2 600 700 <12
>33mm
580 9.5 1700 0.30 0.9 600 700 <12
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
1.5 16mm
10.4
1.5 18mm
11.5
1.5 25mm
15.5
1.5 33mm
20.1
WEIGHT Thickness
kg per m2
9mm
6.0
12mm
7.8
Sheet Size & Thickness Availability
Appendix 6 Section 9:6
Greenfirst Product
Section 3:1
Section 8: 6.1
Issued September 2009
PARTICLEBOARD PRODUCTS
Trade Essentials Particleboard MR
Trade Essentials Particleboard MR is a moisture resistant particleboard for use in areas of high humidity or areas where occasional wetting may occur.The superior performance of Particleboard MR compared to standard particleboard is due to the bonding of wood particles with a special moisture resistant resin system. Particleboard MR can be easily identified by the green dye incorporated in the core of the board.
APPLICATIONS Trade Essentials Particleboard MR is designed for interior use in areas of high humidity such as kitchen cupboards, bathroom vanities, laundry cupboards, shelving, or any situation where a moisture resistant particleboard is required. 33mm particleboard is used for tables, desks and bench tops. SHEET SIZES & THICKNESSES Trade Essentials Particleboard MR is available in a large range of sheet sizes and thicknesses. See Appendix 6. FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
MOISTURE RESISTANCE Complies with Wet Cyclic Test moisture resistant properties as specified in the Properties table (AS/NZS 1859.1). GREENfirst PRODUCT Trade Essentials Particleboard MR E0 is a Greenfirst product and is certified by Good Environmental Choice Australia as LA-2008 GECA 28-2006 environmentally Furniture and Fittings preferable. Trade Essentials Particleboard MR is manufactured to meet the Australian AS/NZS standard for formaldehyde emission levels ( 1.5mg/L)
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 61.2 Kg/m2 Extinction Area
PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.1) THICKNESS
Specification
Density Modulus of Rupture Modulus of Elasticity Internal Bond Surface Soundness Screw Holding Face Screw Holding Edge Thickness Swell 1hr Wet Bending Strength (Method A) Formaldehyde Level
Unit
kg/m3 MPa MPa MPa MPa N N % MPa mg/L
9-12mm
660 20.0 2700 1.00 2.0 <5 5.5
13-22mm
640 17.0 2300 0.80 1.6 700 900 <6 4.5
23-33mm
610 15.5 2400 0.70 1.6 800 900 <5 4.5
>33mm
630 17.5 3000 0.60 1.7 800 900 <5 5.5
Trade Essentials Particleboard MR is also available in the lower formaldehyde emission level E0 ( 0.5mg/L).
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
1.5
1.5
1.5
1.5
Sheet Size & Thickness Availability
WEIGHT Thickness
kg per m2
12mm
7.8
16mm
10.4
18mm
11.5
25mm
15.5
33mm
20.1
Appendix 6 Section 9:6
Greenfirst Product
Section 3:1
Issued September 2009
Section 8: 7.1
Technical Data: Trade Essentials
PARTICLEBOARD PRODUCTS
Trade Essentials Aquaban
Trade Essentials Aquaban is a single sided white decorated 33mm Moisture Resistant Particleboard, purpose designed with post forming benchtops in mind.The white melamine underside of Aquaban Particleboard will resist moisture, providing clean, hygienic and durable quality benchtops.The superior performance of Aquaban Particleboard compared to standard particleboard is due to the bonding of the wood particles with a special moisture resistant resin system.
APPLICATIONS Trade Essentials Aquaban is suitable for use as a substrate in areas of high humidity such as kitchens, laboratories, commercial benchtops, or any application where a high quality moisture resistant bench top is required. Trade Essentials Aquaban can be easily identified by the green dye incorporated into the core of the board. PROPERTIES
(Typical physical properties when tested to AS/NZS 1859.1) Density 610kg/m3 Modulus of Rupture 17.5 MPa Modulus of Elasticity 3000 MPa Internal Bond 0.6 MPa Thickness Swell (24 hr) -<5% (In addition, performance specifications for Aquaban will typically be as follows:) Bowing - Length <2.0mm per (Sheet laying flat) linear metre Bowing - Width <2.0mm per (Sheet laying flat) linear metre Wear Value >350 cycles Formaldehyde Level 1.5mg/L
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 61.2 Kg/m2 Extinction Area
WEIGHT Thickness
kg per m2
33mm
20.1
SHEET SIZES For sheet sizes see Appendix 6. MOISTURE RESISTANCE Complies with Wet Cyclic Test moisture resistant properties as specified in table 4.2 of AS/NZS 1859.1
FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability 14 0-20 Spread of Flame 8 0-10 Heat Evolved 7 0-10 Smoke Developed 4 0-10
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines Section 9:1
Board Product: Site Work Notes
Appendix 3. Handling & Product Application Section 9:3
Sheet Size & Thickness Availability
Appendix 6 Section 9:6
Shelf Loadings
Appendix 4 Section 9:4
Section 8: 8.1
Issued September 2009
PARTICLEBOARD PRODUCTS
Trade Essentials Whiteboard
Trade Essentials Whiteboard is a high quality particleboard with a white melamine surface bonded to both sides.The melamine surface is non-porous and hardwearing making it ideal for internal cabinetry.
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 61.2 Kg/m2 Extinction Area
SHEET SIZES & THICKNESSES Trade Essentials Whiteboard is available in a range of sheet sizes and thicknesses. See Appendix 6. MOISTURE RESISTANCE WHITEBOARD MR Complies with Wet Cyclic Test moisture resistant properties as specified in the Properties table (AS/NZS 1859.1). GREENfirst PRODUCT Trade Essentials Whiteboard MR E0 is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
General Site Work Notes
Appendix 1. Handling & Product Application Guidelines, Section 9:1
PROPERTIES
Typical properties for 18mm MR Whiteboard when tested to AS/NZS 1859.1 Density 640 kg/m3 Modulus of Rupture 17.0 Mpa Modulus of Elasticity 2300 Mpa Internal Bond 0.80 MPa Thickness Swell (24 hr) <6% Surface Soundness 1.6MPa Screw Holding Face 700N Screw Holding Edge 900N Formaldehyde Level 1.5mg/L
LA-2008 GECA 28-2006 Furniture and Fittings
Board Product: Site Work Notes
Appendix 3. Handling & Product Application, Section 9:3
Board Product: Shelf Loadings
Appendix 3. Handling & Product Application, Section 9:3
WEIGHT Thickness
kg per m2
Issued September 2009
33mm
20.1
18mm
11.5
Sheet Size & Thickness Availability Greenfirst Product
Section 3:1
Appendix 6, Section 9:6
Section 8: 9.1
Technical Data: Trade Essentials
APPLICATIONS There are different Trade Essentials Whiteboard panel products available to suit various applications. 1. Whiteboard Standard (STD): designed for interior use as built-in cupboards, wardrobes, furniture, shelving, wall linings and all detailed joinery where the product will not be subjected to high humidity. 2. Whiteboard STD Shelving: pre cut and edged on one long side to allow for quick, convenient cutting of shelves for cupboards and built-in furniture. 3. Whiteboard MR: high moisture resistant properties designed for interior use as kitchen cupboards, bathroom vanities, laundry cupboards, shelving, wall linings and all detailed joinery where a moisture resistant decorative board is required. Easily identified by green dye incorporated in the core of the board. 4. Whiteboard MR Shelving: pre-cut and edged on one long side in moisture resistant substrate. 5. Whiteboard MR E0: meets the lower formaldehyde emission level E0. Surface finishes available include Dcor Texture and Velvet.
FIRE HAZARD INDICES
(Typically achieved when tested to AS/NZS 1530.3) Indices Result Range Ignitability 14 0-20 Spread of Flame 8 0-10 Heat Evolved 7 0-10 Smoke Developed 4 0-10
PARTICLEBOARD PRODUCTS
Trade Essentials Particleboard Flooring
Trade Essentials Particleboard Flooring is made from a very high moisture resistant particleboard and features an easy to use tongue and groove system that gives the flooring remarkable strength in the unsupported joists.Trade Essentials Particleboard Flooring is manufactured using extra fine wood particles.This ensures a far better distribution of the water resistant resins across the entire surface. In addition, all edges are coated with a wax edge seal.There is also the option of Termite Treated Particleboard Flooring, should the specific situation demand this protection. APPLICATIONS Trade Essentials Particleboard Flooring is a three layered particleboard, bonded with moisture resistant resin and wax, specifically formulated for use as interior flooring. It is suitable for all domestic housing as well as commercial installations, provided it is installed to the requirements of AS 1860 (Installation of Particleboard Flooring). It can be used for a variety of framed building constructions including fitted floor, upper storey and platform construction. PROPERTIES
(Typical physical properties when tested to AS/NZS 1860.1) THICKNESS
FIRE HAZARD INDICES
(Typically achieved when tested to AS 1530.3) Indices Result Range Ignitability Spread of Flame Heat Evolved Smoke Developed 14 8 7 4 0-20 0-10 0-10 0-10
FIRE TEST RESULTS
Cone Calorimeter (Results when tested in accordance with AS/NZS 3837) Classification Result Group Number 3 Average Specific 40.2 Kg/m2 Extinction Area
MOISTURE RESISTANCE GENERAL INFORMATION Trade Essentials Particleboard Flooring is capable of withstanding general weathering for up to 3 months.To maintain best practice, boards must be covered on building sites. It is recommended to avoid where possible, exposure of the panels to severe conditions, such as prolonged exposure to intense sun, cyclic soaking rain etc, as these exposures have the potential to alter the moisture gradient of the panels and may cause dimensional change, similar to natural timber. A moisture level of about 7% is present in the board at the time of despatch from the warehouse at Welshpool, Western Australia. For further information refer: AS/NZS 1860.2: Particleboard Flooring Part 2 Installation. STORAGE AND EXPOSURE OF PARTICLEBOARD FLOORING Trade Essentials Particleboard Flooring should always be stored flat and in a dry area, with timber bearers spaced about 450mm apart to keep it off the floor or ground. Packs of board are best protected from the weather. Covering should allow some air circulation during the storage period. Packs should be protected on the top and sides with waterproof material
Specification
Density Internal Bond Modulus of Rupture Modulus of Elasticity Thickness Swell (24hr) Thickness Stability Surface Water Absorption Glue Bond Quality Wet Bending Strength (Method A)
Unit
kg/m3 MPa MPa MPa % % g/m2 MPa MPa
19mm
690 0.80 25.0 3400 <5 <10 <60 15.5 5.0
22mm
670 0.70 25.0 3400 <4 <9 <60 14.0 5.0
WEIGHT Thickness
kg per m
2
19mm
13.1
22mm
14.7
Section 8: 10.1
Issued September 2009
PARTICLEBOARD PRODUCTS
(such as plastic sheeting). Packing should be used to keep plastic sheeting clear of the flooring pack so that air circulation can occur. To maintain best practice, packs of Particleboard Flooring should be protected from the weather before installation. Particleboard Flooring should be stored for about 1 week (where possible longer) prior to fixing to allow adjustment to site conditions. Water absorption will cause expansion of the sheets and this will lead to gaps in the floor later when the particleboard sheet dries out. It is recommended to avoid where possible, exposure of the panels to severe conditions, such as prolonged exposure to intense sun, cyclic soaking rain etc, as these exposures have the potential to alter the moisture gradient of the panels and may cause dimensional change, similar to natural timber. Like nearly all timber products, Particleboard Flooring may react to changes in humidity and to direct wetting, but if laid in accordance with the required standards and the recommendations outlined in this brochure,Trade Essentials Particleboard Flooring will withstand the conditions of platform construction. Water should not be allowed to lie on the flooring surface. Sweep it off or drill drain holes in positions that will be covered when the job is completed. It is recommended that protection by roof and walls be provided as soon as possible. SAFETY AND HANDLING Particleboard is a reconstituted wood product containing wood, resin and wax. Machine tools should be fitted with dust extractors and the wearing of a dust mask is recommended. Material Safety Data Sheets for Particleboard Flooring are available on request from any branch of The Laminex Group.
PRODUCT RANGE Trade Essentials Particleboard Flooring has a plain core colour with a yellow wax edge seal to all edges.There are two product thicknesses each identified by the colour of their PVC tongue: Green tongue (19mm) For use with floor joists spaced at 450mm Beige tongue (22mm) For use with floor joists spaced at 600mm Trade Essentials Particleboard Flooring is available in different sheet sizes.There is also the option of Termite Treated Particleboard Flooring and Brown Tongue (25mm) for commercial applications. For full details contact your nearest branch of The Laminex Group.
2. Positioning and fixing Locate a string line parallel to the perimeter of the floor and at right angles to the joists. Fit the first new row of sheets with the tongued edge to the string line.This will ensure edge straightness.Tongue and grooved edges must run parallel to the span and sheeting must span no less than two floor joist spacings. Fix second sheet in a similar manner inserting plastic tongue into the groove of sheet one. Be sure to apply bead of adhesive to tongue prior to installation. DO NOT cramp or over-tighten. After each row is laid, fully nail or screw the previous row (refer to the fixing pattern). Install all sheets with the same face upwards, to ensure flush mating of adjoining faces. Butt joints should be staggered in alternative rows to give a rigid floor. Handy hints: The Laminex Group recommends Trade Essentials Particleboard Flooring Adhesive for this application. This is a high performance, fast setting synthetic rubber based adhesive, specially formulated for the permanent and speedy installation of structural sheet flooring panels, in conjunction with supplementary mechanical fastenings. If the tongue and grooved profile is changed to a square edge during trimming or cutting of sheet, re-profile the edge with a circular saw and insert a tongue, or alternatively use as square edged Particleboard Flooring. Where Particleboard Flooring is used in square edge form, the sheets should be laid with their long edges supported by noggings or trimmers. Sheet butt joints must be staggered.
INSTALLATION INSTRUCTIONS 1. Assess the site Ensure correct sub-floor clearance and ventilation as per Australian Standard 1860 Installation of Particleboard Flooring, or local building regulations. Particleboard Flooring is not suitable under conditions of permanent dampness, i.e. where particleboard moisture content is permanently in excess of 16 per cent moisture content.
Issued September 2009
Section 8: 10.2
Technical Data: Trade Essentials
PARTICLEBOARD PRODUCTS
3. Fixing technique Particleboard Flooring may be fixed on the subfloor with hand or powerdriven fasteners. For a rigid squeakfree floor system, ensure a continuous 5mm bead of Trade Essentials Particleboard Flooring Adhesive is applied to all joists and along the top of the tongue.Two beads of adhesive need to be placed on the joist where the butt joint occurs. DO NOT apply too far ahead as adhesive cures quickly. At all times follow instructions on the adhesive pack. Where gun nailing, nail heads should not penetrate the surface by more than 1.0mm. Adjust air pressure to suit softwood or hardwood joists. Gun nail only in accordance with gun nail specifications. Galvanised nails are recommended. Nails should be punched below the surface of the sheets just before the sanding or laying of floor coverings. This ensures firm seating of the flooring joists. Particleboard Flooring that is likely to be subjected to increased levels of traffic vibration should be fixed with spiral or helical shank nails. 4. TYPES OF CONSTRUCTION 4.1 Platform floor construction Platform flooring construction involves flooring laid on the floor joists over the whole floor area prior to the erection of the wall and roof framing.Trade Essentials Particleboard Flooring is capable of withstanding general weathering for up to 3 months. Less exposure however, is recommended.To maintain best practice, packs of Particleboard Flooring should be protected from the weather before installation. Particleboard Flooring will expand and contract as sheets respond to changes in atmospheric moisture.
Field nails at 200mm centres Butt nails at 150mm centres
3600mm
800mm
Stagger Sheet Butt Joints Do not fit closer than 10mm to base of groove
Adhesive 5mm bead
600mm for 22mm board 450mm for 19mm board
PLATFORM CONSTRUCTION
Flooring Stable Footings
400mm Minimum above ground
FITTED FLOOR
Trimmer required when board not under plate Air Vents 10mm Expansion Gap
Flooring
400mm Minimum above ground
Stable Footings
Nailing Method Hand Hammer (nails)
Nail Gun (nails)* Screw Screw
Joist Type Hardwood & Cypress Pine Softwood All Timber Finished head Timber Type Steal Type
Nail or Screw Size (mm) 50 X 2.80 55 X 3.15 55 X 2.5 Tee - head or No. 10 X 50mm,Type 17 Countersunk head, Self drilling No. 10 X 45mm Countersunk head, Self embedding wing tip The joint may be covered by a metal or plastic moulding, screwed into the joist, or partitioning may be located over the joint. Spacing of expansion joints should be between 10mm and 20mm with the final decision depending upon the assessment of whether: - the floor is elevated or on ground level - the area is air conditioned - it is a tropical region (coastal area, north of 27th parallel) - what moisture variations are likely in the flooring
Issued September 2009
Allowance for the movement must be made throughout the floor area by providing gaps and special joints as appropriate to accommodate sheet expansion. An expansion joint is a 20mm gap in flooring sheets located above a wide (50mm minimum) or double joist. Extra joist area is necessary so that sheet ends can be properly fixed while still allowing the 20mm gap.
Section 8: 10.3
PARTICLEBOARD PRODUCTS
- Exposure to very hot sun, particularly after the board has been soaked by rain, may cause panel shrinkage and cupping. If this occurs, then light wetting of the board and shading of the site may help minimise the effect by slowing the rate at which the flooring dries. DO NOT stack heavy concentrated loads on the floor, e.g. bricks, heavy structural materials. DO NOT use the floor as a mixing table and avoid build up of plaster, concrete and paint on the floor. 4.2 Fitted floor construction Fitted floor construction involves construction of the floor after the internal walls. An expansion gap of 12 mm per metre of room dimension (10mm minimum) should be left around the room perimeter.This is usually covered by the skirting board. For large floor areas an expansion joint should be provided. 4.3 Upper storey construction Upper storey construction utilises Particleboard Flooring laid on timber joists and supported on wall framing/ internal brick work. Green and Beige Tongue Particleboard Flooring is ideal for internal upper storey construction and extensions. 5. Surface finishing Australian Standard 1860 Installation of Particleboard Flooring provides guidelines for surface finishing. (a) Inspect for dampness, especially if board has been weathered before proceeding with finishing operations; if found to be excessively damp it shall be left until its moisture content is 15 percent or less.
Issued September 2009
(b) If the flooring is to be covered with carpet, the surface should be firm and tight with no loose flakes or particles: (i) Nails should be inspected and hammered flush, screws should be flush with the surface. (ii) If the surface has been exposed to the weather, some sanding may be required. Full sanding may not be necessary, but rough or uneven areas should be spot sanded. Nail punching and screw counter sinking will only be necessary in these areas. Note: FULL SANDING may be necessary if the Particleboard Flooring has been subjected to prolonged rain while being exposed. (iii) Sanding before carpet laying should be with 40-60 grit sand paper. (c) For other surface finishes, full sanding will usually be required if the particleboard has been exposed to the weather. The surface shall be given a first cut with 40-60 grit sand paper followed by 80-100 grit sand paper. (d) Depth of material removed shall not exceed the following except where otherwise specified by the manufacturer: (i) Over the general sheet area 1mm (ii) Within 50mm of any supported edge 2mm (e) All surfaces should be cleaned to remove dust. 6. Surface preparation - wet area rooms (Bathrooms, kitchens, laundries) Procedures required by AS 3740 Waterproofing of Wet Areas Within Residential Buildings, should be followed closely. Holes may be required in the floor to accommodate pipes, drains and plumbing wastes.These should be accurately drilled and cut ensuring that excessive material is not removed (rough punching is unacceptable).
All edges should be sealed using pink primer, construction adhesive, or another suitable sealer. All building debris, plastic or other building matter should be completely removed and the floor surface sanded clean prior to waterproofing treatments. Joints between sheets should be carefully inspected and prepared. Flashing should be placed over joints. An impermeable membrane is required to seal the floor prior to the overlaying of surface finishes such as ceramic or PVC tiles. The Laminex Group recommends the following for application: (a) Davco Dampfast (b) Bostick Ultraseal The Laminex Group recommends that the respective manufacturers instructions are followed when applying these products.
Unsatisfactory results may be obtained if resilient floor coverings are laid directly on to the Green Tongue or Beige Tongue Particleboard Flooring, due to movement of the flooring or subfloor structure with changes in moisture content or settling. Use of an underlay will minimise the risk of either failure of the bond between the covering and the floor, or of particleboard flooring sheet joints showing through the coverings. Underlay joins should not coincide with the particleboard flooring joins.
Section 8: 10.4
Technical Data: Trade Essentials
7. Resilient sheet and tile The requirements of Australian Standard 1884 Floor Coverings Resilient Sheet and Tiles-Laying and Maintenance Practices should be followed when finishing with materials such as flexible and semi-rigid cork, rubber, linoleum and vinyl.
ADHESIVES
Trade Essentials Adhesives
Trade Essentials Adhesives are a range of high quality glues specifically designed for the trade to bond a wide array of decorative laminates, melamine board, wood and wood based panel products.
Each adhesive has been developed and selected to suit most applications required by cabinet makers, joiners, furniture manufacturers, post-formers and builders. Trade Essentials Adhesives are manufactured specifically for The Laminex Group by one of Australias largest and most experienced adhesive manufacturers. When you purchase Trade Essentials Adhesives you can be assured of the highest quality products, and technical support from The Laminex Group. ADHESIVE PRODUCTS & SELECTION GUIDE
The following product groups are available in the Trade Essentials Adhesives range: Contact Adhesives Thinners and Cleaners Construction Adhesives PVAs and Water Based Adhesives
Substrates
Applications
High Pressure Laminate Wet Area Panelling
Plaster Board
Particleboard
Cement Sheet
MDF Board
Rubber (3)
Metals (1)
Plastic (2)
Melamine
Particleboard Flooring
Post Forming
Edge Gluing
Wall Panels
Laminating
Brushable Contact Adhesive Sprayable Contact Adhesive Cleaners & Solvents ABS Edge Strip Cleaner Contact Adhesive Thinner Adhesive Cleaner Construction Adhesives Wet Area Panelling Adhesive Particleboard Flooring Adhesive PVA Adhesives Cross-Linking PVA Adhesive General Purpose PVA Adhesive Craftwood PVA Adhesive
(1) Except copper and its alloys
(2) Except polyethylene, polypropylene, teflon, etc.
(3) Except silicone or fluropolymers
Section 8: 11.1
Issued September 2009
Assembly
Masonry
Timber
CONTACT ADHESIVES
Brushable Contact Adhesive
Trade Essentials Brushable Contact Adhesive is a general purpose polychloroprene based, brush-scraper grade contact adhesive used for bonding decorative laminates to plywood, particleboard and medium density fibreboard. It is also used for bonding supported PVC, cork, leather, wood, metal and most types of rubber.This adhesive is NOT suitable for external use, waterproof bonds, bonding fibreglass to fibreglass, or for bonding materials to copper or its alloys. TYPICAL PROPERTIES Colour Yellow to Amber Heat Resistance 140C (AS1937.4) Solids: 22.5% approx. Viscosity: 1500cps approx. Specific Gravity: 0.8kg/lt approx. Coverage: 4m2/lt per surface SURFACE PREPARATION To obtain the best results, the surfaces to be bonded should be dry, clean, and free from dust, grit, oil, loose materials etc. APPLICATION Apply an even film of adhesive with a brush, or serrated scraper (provided with adhesive) to both surfaces to be bonded, paying particular attention to the edges. Allow the coated surfaces to dry until slightly tacky, approximately 15 minutes at normal room temperature. A longer drying time may be necessary under high humidity conditions. Bring both surfaces together with a rolling action to avoid trapping air, ensuring that they are in the correct position at first application, as the surface will adhere immediately on contact. Apply hand pressure strength.
Adhesive Selection Guide
Section 8:11
CLEAN UP Equipment or adhesive spills can be cleaned up with Trade Essentials Adhesive Cleaner. Note: Solvent is not recommended for removing adhesive from vinyl or lacquered surfaces.
Safety & Usage Recommendations for Contact Adhesives
Appendix 4 Safety & Usage Section 9:4
Issued September 2009
Section 8: 12.1
Technical Data: Trade Essentials
If possible, roll the surfaces together through a pinch roller or press with a rubber hand roller from the centre out to eliminate air pockets. Full bond strength will be achieved in about two days from bonding; however, about 90% of the bond strength will be obtained within 24 hours of bonding.
THINNER If thinning is required use Trade Essentials Contact Adhesive Thinner. Please read the Material Safety Data Sheet for this product before it is used.
CONTACT ADHESIVES
Sprayable Contact Adhesive
Trade Essentials Sprayable Contact Adhesive is a sprayable solvent based contact adhesive which offers a high strength heat-resistant bond that is resistant to water and many household chemicals and the effect of ageing. It is designed for use in the furniture and building trade for bonding a wide range of surfaces such as fabric backed plastics, plywood, particleboard, MDF, wood veneer, plasterboard, laminated plastics, aluminium, mild steel, glavanised iron and polyurethane foam without the need for clamps or mechanical support. TYPICAL PROPERTIES Colour: Sprayable Contact Adhesive - Red Sprayable Contact Adhesive - Clear Bonding Range: Up to 30 mins Heat Resistance 140C (AS1937.4) Solids: 17.5% approx. (sprayable grade) Viscosity: 300cps approx. (sprayable grade) Specific Gravity: 0.86kg/lt approx. Coverage: 6-8m2 per litre for total area SURFACE PREPARATION Surfaces must be clean, dry, free from oil and dust. Wipe metal surface with solvent to remove oil often found on metal. APPLICATION Sprayable Contact adhesives are used in the manufacture of counter tops, table tops, desk tops, vanities, furniture, sandwich panels, doors, cabinets, partitions, wall panels and other laminated products. It is NOT suitable for bonding polystyrene, solid polypropylene, polyethylene, copper, copper alloys, exterior applications or load bearing joints. Sprayable Contact adhesives can be applied using conventional air-spray equipment. Spray adhesive to both surfaces to be bonded. Apply adhesive to approximately 80% coverage over the entire area, half in a north-south spray Section 8: 13.1 pattern and half east-west. Apply additional adhesive to edges or areas that will be post-formed to achieve 100% coverage. Allow surfaces to dry before bonding.This will take 5-10 minutes when cold spray equipment is used. A longer drying time may be necessary under high humidity conditions.When dry, the adhesive will feel tacky, but will not transfer to the finger when touched. Surfaces should be joined within 30 minutes after application. If the surfaces are not joined within this time, they can be re-activated by applying another coat of adhesive. A minimum of 276 Kpa (40PSI) bond pressure is suggested for best results. A pinch roller or rotary press is recommended. If not available, use a 75mm rubber hand roller and apply pressure from the centre toward edges to avoid air pockets and bubbles. Do not use so much pressure as to crush core materials. Caution Highly Flammable - use in a ventilated area away from flame or sparks. Store in a cool, dry place. Note: The two most common causes of laminate to particleboard bond failure are: 1. Not enough pressure applied when bonding. 2. Adhesive cating too thin. Red Sprayable Contact Adhesive minimises operator error in this regard. Equipment and adhesive spills can be cleaned with Trade Essentials Adhesive Cleaner. Note: Solvent is not recommended for removing adhesive from vinyl or lacquered surfaces. THINNER Sprayable Contact Adhesive consistency has been carefully selected for optimum spray characteristics.Thinning is not recommended. If the adhesive has thickened beyond the point of easy application, only thin to original consistency with Trade Essentials Contact Adhesive Thinner. Please read the material Safety Data Sheet for this product before it is used.
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for Contact Adhesives
Appendix 4 Safety & Usage Section 9:4
Issued September 2009
THINNERS & CLEANERS
Contact Adhesive Thinner
Trade Essentials Contact Adhesive Thinner is a solvent blend designed for the thinning of multi-purpose neoprene based contact adhesives.
APPLICATION Thinning of sprayable Neoprene contact adhesive is not recommended; however, if the adhesive has thickened beyond the point of easy application, only thin to original consistency with Trade Essentials Contact Adhesive Thinner. DO NOT thin with any other commercial thinner. NOT suitable for use with adhesives for bonding polystyrene foam, since attack of the foam will occur. Avoid contact with lacquered or plastic surfaces. Please read the Material Safety Data Sheet for this product before it is used.
TYPICAL PROPERTIES Colour: Clear Liquid Specific Gravity: 0.78kg/lt approx. Viscosity: Water thin Solids: 0%
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for Contact Adhesives
Appendix 4 Safety & Usage Section 9:4
Issued September 2009
Section 8: 14.1
Technical Data: Trade Essentials
THINNERS & CLEANERS
Adhesive Cleaner
Trade Essentials Adhesive Cleaner is a solvent which has been designed for the cleaning and removal of dried solvent based rubber adhesives (contact adhesives). As an adhesive cleaner it may be used for the cleaning of equipment and adhesive spillage.
APPLICATION Trade Essentials Adhesive Cleaner is NOT recommended for the thinning of Neoprene contact adhesives. It is NOT suitable for cleaning bonded polystyrene foam, since attack of the foam will occur. Please read the Material Safety Data Sheet for this product before it is used.
TYPICAL PROPERTIES Colour: Clear Liquid Specific Gravity: 0.87kg/lt approx. Viscosity: Water thin Solids: 0%
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for Contact Adhesives
Appendix 4 Safety & Usage Section 9:4
Section 8: 15.1
Issued September 2009
THINNERS & CLEANERS
ABS Edge Strip Cleaner
Trade Essentials ABS Edge Strip Cleaner is an aliphatic solvent mixture which has been designed for the cleaning and removal of hot melt residues from the surface of ABS as well as Melamine and PVC edging.
APPLICATION ABS Edge Strip Cleaner is NOT recommended for the thinning of Neoprene contact adhesives nor is it recommended for removal of dried solvent based rubber adhesives. Hot melt residues can be removed from the surface of ABS, PVC and Melamine Edging by rubbing with a soft cloth containing ABS Edge Strip Cleaner. Severe rubbing may result in gloss change to the surface so care must be exercised. ABS Edge Strip Cleaner will not damage melamine laminate surfaces. ABS Edge Strip Cleaner can also be used to remove hot melt residues from brushes, machines etc. Solvents are hazardous. Please read the Material Safety Data Sheet for the solvent before it is used.
TYPICAL PROPERTIES Colour: Clear Liquid Specific Gravity: 0.72kg/lt approx. Viscosity: Water thin Solids: 0%
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for Contact Adhesives
Appendix 4 Safety & Usage Section 9:4
Issued September 2009
Section 8: 16.1
Technical Data: Trade Essentials
CONSTRUCTTION ADHESIVES
Particleboard Flooring Adhesive
Trade Essentials Particleboard Flooring Adhesive is a solvent based mastic adhesive/sealant developed for use in the constuction industry. It cures to form a tough flexible moisture resistant bond.
APPLICATION Trade Essentials Particleboard Flooring Adhesive is recommended for bonding a wide variety of materials including timber, tileboard, hardboard, steel, aluminium and cement sheet etc. It is ideal for the installation of Trade Essentials Particleboard flooring and most other types of interior sub-flooring. TYPICAL PROPERTIES Colour: Buff paste Solids: 76% approx. Viscosity: 95,000 CPS approx. Specific Gravity: 1.08kg/lt Coverage: A 300ml cartridge will form 15 metres of a 5mm bead. An 850ml cartridge will form 40 metres of a 5mm bead.
DIRECTIONS Surfaces to be bonded must be clean and free from paint, oil, grease, dust etc. Ensure floor joists are flat and level. Apply adhesive in a 5-6mm bead over area to be covered by first sheet. Position sheet and nail firmly to joists. Fix each subsequent sheet in the same manner but also run a 3mm bead of adhesive along top of tongue before placing into groove of previous sheet. The joint will continue to gain strength for 2-3 days and maximum stress loading should not be applied until such time.
CLEAN UP Use Trade Essentials Adhesive Cleaner or Mineral Turpentine. Please refer to the Trade Essentials Particleboard Flooring brochure for detailed instructions on this product. Please read the Material Safety Data Sheet for this product before it is used.
Adhesive Selection Guide
Section 8:11
Section 8: 17.1
Issued September 2009
CONSTRUCTION ADHESIVES
Wet Area Panelling Adhesive
Trade Essentials Wet Area Panelling Adhesive is a high strength, polychloroprene rubber based adhesive/sealant supplied in a ready to use cartridge. It cures to form a tough, flexible heat resistant bond.
It is not suitable for the bonding of polystyrene foam. TYPICAL PROPERTIES Colour: Pall Yellow Solids: 42% approx. Viscosity: 180,000 CPS @ 25C approx. Specific Gravity: 0.95kg/lt Coverage: A 300ml cartridge will form 15 metres of a 5mm bead.
Please read the Material Safety Data Sheet for this product before it is used.
Position wall panelling to be bonded and press together ensuring a transference of half the adhesive to back of panel. Pull the surfaces apart and allow the adhesive to dry for 5-15 minutes depending on weather conditions. Reposition the panelling and press the two surfaces together. Use a rubber mallet or a hammer and clean block of wood to ensure a complete bond.The joint will continue to gain strength for 2-3 days and maximum stress loading should not be applied until such time.
Adhesive Selection Guide
Section 8:11
Issued September 2009
Section 8: 18.1
Technical Data: Trade Essentials
APPLICATIONS Wet Area Panelling Adhesive is recommended for bonding a wide variety of materials including timber, tileboard, hardboard, gyprock, steel, aluminium and cement sheet etc. It is ideal for the installation of most wallboards and interior panelling products.
DIRECTIONS Surfaces to be bonded must be clean and free from paint, oil, grease, dust etc. Apply a 5mm bead of Wet Area Panelling Adhesive to each stud, batten or frame section to be covered. If fixing to a solid surface such as a brick or concrete wall, place dabs of adhesive spaced 150mm apart, 35mm in diameter and 4-5mm thick.
CLEAN UP Use Trade Essentials Adhesive Cleaner or Mineral Turpentine. Please refer to Wet Area Panelling Installation Guide for detailed instructions on this product.
CONSTRUCTTION ADHESIVES
General Purpose PVA Adhesive
Trade Essentials General Purpose PVA is a high quality adhesive designed for most wood working uses. It dries clear, is easily sanded, and is fast setting. Cured bonds will withstand a wide range of temperature and humidity conditions.
APPLICATIONS Trade Essentials General Purpose PVA is a fast setting high bond strength grade PVA, suitable for bonding most soft and hard woods as well as particleboard and MDF. It is an excellent adhesive for dowel, mortice and tenon joints. It is suitable for general purpose bonding for joinery and assembly work, where good bond strength and short clamp times are desirable. PROPERTIES Colour
adhesive sets. Light machining is possible after this time, however it is best to allow 24 hours before subjecting bonds to any stress. Excessive adhesive can be removed with a damp cloth while adhesive is still wet. For exterior applications, use Trade Essentials Cross Linking PVA. COVERAGE Trade Essentials General Purpose PVA Adhesive should be applied at a rate of 100 to 200 grams per square metre (5 to 10m2 per litre), depending on the porosity of the substrate, application and ambient temperature. CLAMP TIMES (MINIMUM)
Temperature Low Density Timbers High Density Timbers
General Purpose PVA has a storage life of 12 months. Material Safety Data Sheet is available on request. LIMITATIONS General Purpose PVA should not be used when timber and ambient temperatures are below 10C. General Purpose PVA is not suitable for load bearing applications or where a water resistant bond is required. GREENfirst PRODUCT Trade Essentials General Purpose PVA is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
White liquid, dries clear Solids High (approx. 48%) pH 4-5 Viscosity Medium (5,500 cps) Open Assembly 5 mins. maximum Time at 20C Closed Assembly 10 mins. maximum Time at 20C
20C 30C
60 minutes 30 minutes
120 minutes 60 minutes
Licence Number LA-3-2007
DIRECTIONS All surfaces to be bonded must be clean, dry and free from oil, grease, dust etc. General Purpose PVA Adhesive may be applied by squeeze bottle, trowel, roller coater, air activated glue gun or mechanical glue spreader. Bonds must be made while adhesive coating is wet. Where possible, assembled pieces should be clamped for a minimum of 30 minutes while
When the minimum clamp time is used, the freshly bonded panels should be stacked for a minimum of 24 hours before machining. STORAGE Keep containers sealed and away from direct sunlight. Recommended storage temperature is 5-30C.
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for PVA Adhesives Adhesive Selection Guide
Appendix Page 124 5 Safety & Usage Section 9:5
Section 8: 19.1
Issued September 2009
PVA ADHESIVES
Cross Linking PVA Adhesive
Trade Essentials Cross Linking PVA Adhesive is a unique single pack PVA that provides superior bonding properties to normal PVA. It provides excellent bond strength, high heat and humidity resistance.
APPLICATIONS Cross Linking PVA Adhesive is fast setting, develops high bond strength and heat and humidity resistance, without Catalyst addition, when dried at normal or elevated temperatures. The properties of Trade Essentials Cross Linking PVA are superior to normal PVA, and conform to BS EN 204 Exposure Group D3. Applications for Cross Linking PVA include: Edge gluing timber Solid timber veneer to core stock Finger jointing Panel to frame gluing PROPERTIES Colour
DIRECTIONS Cross Linking PVA Adhesive may be applied via brush, roller or squeeze bottle. It is also suitable for use on powered roll glue spreader or air assisted / airless spray equipment. Cross Linking PVA Adhesive is designed for use with hot press, radio frequency (RF) equipment, or standard cold press setups. All surfaces to be bonded must be clean, dry and free from dust, oil, grease etc Timber moisture content should be between 8% and 12% Ambient and panel temperatures should be above 10C Adhesive should be applied as a thin, even coating to one surface only. Parts should be combined, while the adhesive is wet, using good even pressure (30 to 130 psi is recommended) until the adhesive has set Clamp time details are listed in table on page 150. Excessive adhesive can be removed with a damp cloth while adhesive is still wet Not suitable for below waterline applications or for continuous submersion
White liquid, dries clear Solids High (approx. 48%) pH 3.3 Viscosity Medium (4,500 cps) Open Assembly 5 mins. maximum Time at 20C Closed Assembly 10 mins. maximum Time at 20C
COVERAGE The rate of usage of Trade Essentials Cross Linking PVA Adhesive is governed by the type of application, substrate and ambient conditions. Coverage shall fall in the range of 75 to 150 grams per square metre (6 to 14m2 per litre), for most applications.
Issued September 2009
Section 8: 20.1
Technical Data: Trade Essentials
ADHESIVE CURE TIMES Hot Press Cure Typically 60-90 secs @ 100C (depending on coating weight & substrate thickness) Rf Cure A LOW power setting is preferred to produce workable amperage without arcing. A minimal change after the initial amperage drop-off will indicate adhesive is sufficiently set. Cold Press 20-30 minutes @ 23C
PVA ADHESIVES
CLAMP TIMES (MINIMUM)
Temperature Low Density Timbers High Density Timbers
20C 30C
60 minutes 30 minutes
120 minutes 60 minutes
When the minimum clamp time is used, the freshly bonded panels should be stacked for a minimum of 24 hours before machining. For lamination of High Pressure Laminates to particleboard or MDF board using a hot press, the following settings have been found to be generally suitable: Adhesive Coating Press time: 2 mins Weight: 70-80gsm Temperature: 80C Pressure: 100150psi STORAGE Keep containers sealed and away from direct sunlight. Recommended storage temperature is 5-30C. Cross Linking PVA has a shelf life of 6 months. Material Safety Data Sheets are available on request. LIMITATIONS Cross Linking PVA should not be used when timber or ambient temperatures are below 10C. Cross Linking PVA is not suitable for load bearing applications.
GREENfirst PRODUCT Trade Essentials Cross Linking PVA is a Greenfirst product and is certified by Good Environmental Choice Australia as environmentally preferable.
Licence Number LA-3-2007
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for PVA Adhesives
Appendix 5 Safety & Usage Section 9:5
Section 8: 20.2
Issued September 2009
PVA ADHESIVES
Craftwood PVA Adhesive
Trade Essentials Craftwood PVA Adhesive is a unique water based adhesive which has been specifically formulated to complement the high quality properties of Craftwood MDF. Craftwood PVA has fast 'wet tack', is quick drying and has excellent machining and sanding properties. The bonds formed are very strong, heat and moisture resistant and the glue line will accept the stains and lacquers recommended for Craftwood.
APPLICATIONS Craftwood PVA Adhesive is used for the assembly and joining of Craftwood for furniture and cabinet making, and laminating Craftwood for turning and shaping. PROPERTIES Colour Solids pH Viscosity Open Assembly Time Closed Assembly Time
Yellow Liquid High (approx. 48%) 3.3 Medium (4,500 cps) 5 mins. maximum at 20C 10 mins. maximum at 20C
Craftwood PVA is not suitable for load bearing applications.
DIRECTIONS Craftwood PVA may be applied via brush, roller or squeeze bottle. It is also suitable for use on powered roll glue spreader and is suitable for use with hot or cold presses. All surfaces to be bonded must be clean, dry and free from dust, oil, grease etc MDF moisture content should be between 8% and 12% Ambient and panel temperatures should be above 10C Adhesive should be applied as a thin, even coating to one surface only. Parts should be combined, while the adhesive is wet, using good even pressure (30 to 130 psi is
COVERAGE Trade Essentials Craftwood PVA Adhesive should be applied at a rate of 100 to 200 grams per square metre (5 to 10m2 per litre), depending on the porosity of the substrate, application and ambient temperature. CLAMP TIMES (MINIMUM)
Temperature Low Density Timbers High Density Timbers
20C 30C
60 minutes 30 minutes
120 minutes 60 minutes
When the minimum clamp time is used, the freshly bonded panels should be stacked for a minimum of 24 hours before machining. STORAGE AND HANDLING Keep containers sealed and away from direct sunlight. Recommended storage temperature is 5-30C.
Adhesive Selection Guide
Section 8:11
Safety & Usage Recommendations for PVA Adhesives
Appendix 5 Safety & Usage Section 9:5
Issued September 2009
Section 8: 21.1
Technical Data: Trade Essentials
recommended) until the adhesive has set Bonded parts should be clamped or pressed for at least 1 hour to allow the adhesive to set. Excessive adhesive can be removed with a damp cloth while adhesive is still wet Allow to stand overnight for full bond development.
Craftwood PVA has a storage life of 6 months. Material Safety Data Sheet is available on request. LIMITATIONS Craftwood PVA should not be used when timber or ambient temperatures are below 10C.
Section 9
Appendix
HANDLING AND PRODUCT APPLICATION GUIDELINES
Appendix 1
1.1 GENERAL SITE WORK NOTES Storage Always store sheets face to face with a sheet of protective paper between the faces. Bulk stocks should be stacked flat and completely supported. Avoid low humidity & extreme temperature. Handling Keep work area clean to avoid marring and scratching. Avoid contact with abrasive surfaces or grit. Lift sheets carefully, do not slide on the decorative surface. Do not use as a work surface. Preconditioning Prior to fabrication laminate and substrate material should be allowed to reach moisture equilibrium under the same conditions for 48 hours. The recommended environment to achieve this is 20-25C and 50% relative humidity. Fabrication Laminates can be bonded to a variety of substrates including particle board, medium density fibreboard, plywood, hardboard, corestock, paper honeycomb and aluminium. Substrate surface must be of sound strength and free of sanding defects to ensure good adhesion to laminate and to minimise telegraphing of defects. Do not bond thin laminates directly to plaster, plasterboard or concrete. Laminates of less than 2mm thickness should be bonded fully supported to substrate. For the correct adhesive for your applications refer to the Adhesive Selection guide page 139 or your nearest Branch of The Laminex Group. To obtain maximum dimensional stability, unframed panels should have a backing sheet bonded to rear surface. Ensure sufficient adhesive and mechanical pressure is used to provide a first class bond. We recommend a minimum pressure of 3kg/cm2 for contact adhesives and 6kg/cm2 for hard setting glues. Hand Sawing A panel saw gives the best result because of the relatively small set of the teeth. The back stroke should be light and the cutting stroke at approximately 45 to the face of the board. Keep the saw sharp. Machine Sawing Circular saws with 3-4 teeth per 25mm with only a slight set and a saw blade tip speed of 3000 metres/minute will give a clean cut. For long production runs tungsten carbide tipped blades 300mm to 350mm in diameter and operating at 3000 to 3500 RPM are recommended to achieve this. Always cut with face up to minimise surface chipping. Jigsawing A clean cut can be achieved with a jigsaw using hardened blades with average teeth and slow feed speed. Non-carbide blades will dull quickly. Ensure sheet is adequately supported while cutting. Note: Jigsaws cut with an upward stroke, therefore, in this instance cut from the back of the sheet. Metal cutting band saws with 32 teeth per 25mm are ideal for shapes. Hand Planing A perfect edge finish can be made with a hand plane. Specially hardened plane irons, such as the Titan high-speed type, require less sharpening than standard irons. Machine Planing Vertical spindle moulding machines with tungsten-tipped cutters operating at 6000 RPM are ideal for edge finishing and for making perfect mitres without any edge chipping. Portable Routing Portable routers with twin fluted tungsten carbide cutters and replaceable tips are recommended for on-site edge trimming or cut-outs for sinks, basins, etc. Drilling High-speed twist drills, either hand or power operated, will cut clean holes. Because of the hard melamine surface, a small pilot hole should be drilled for carpenters bits. Fast cut types give the best results. For larger holes, 18mm diameter and over, a centre bit should be used. Screwing Where mechanical fixing of any laminate sheeting is required always use round head screws and cup washers. Drill the hole slightly larger than the shank of the screw to allow for laminate movement. Do not overtighten screws or fracture of the laminate surface may occur. Nails should never be used. CRACKING OF LAMINATE Intermittent cracking of laminate on fabricated components, particularly with cut outs or internal L shape corners, can be a problem occuring particularly with changes in climatic conditions. Laminates will grow in moist humid conditions and shrink in dry conditions. Shrinkage is accelerated if heat is also a factor, therefore rapid shrinkage may occur in hot dry conditions unless components have been preconditioned prior to fabrication. Ragged edges with underside chip out or square cut internal corners provide weak spots for cracking to commence as the laminate shrinks. The main actions to prevent this type of cracking are: Laminate and substrate should be allowed to equilibrate for up to 72 hours before fabrication.
Section 9: 1.1
Issued September 2009
HANDLING AND PRODUCT APPLICATION GUIDELINES
All cut outs must have clean chip free edges and small (2-3mm) internal radius at corners. Ensure that machined edges of cut outs are sanded smooth and that the top edge of the laminate is arrissed to eliminate the possiblity of stress. L-shaped sections must have a small (2-3mm) chip free radius at internal corner. Sufficient glue and pressure must be used to ensure a first class bond, or alternately use a hard setting glue such as urea or epoxy around perimeter of cut out or corners. This cracking is a recognised characteristic of laminates and will never be totally eliminated therefore it is important that you and your customers understand why it occurs and wherever possible take the necessary precautions to reduce the chances of it happening. OPENING UP OF JOINS As detailed under Cracking of Laminate, laminates will grow in moist humid conditions and shrink in dry hot conditions.This needs to be allowed for in fabrication where laminate sheets are being joined, particularly in areas subject to extreme climatic changes. The main actions to be taken to minimise laminate movement are: Laminate and substrate should be allowed to equilibrate for up to 72 hours before fabrication. Sufficient glue and pressure must be used to ensure a first class bond, or alternatively use a hard setting glue such as urea or epoxy both sides of any join and around each laminate panel perimeter. If contact adhesive is used then the adhesive coverage must be in excess of 85% on both laminate and substrate surfaces.
If installing laminate on site allow it to acclimatise for up to 72 hours before fabrication. If site is to have air conditioning then this should be in operation before laminate is installed. Where two fabricated components are to be joined such as at a Masons mitre, a complete spread of silicon sealant or Colorfill should be applied to one surface of the components before clamping them together. Special Note: Oven and Hot Plate surrounds Laminate can be used on bench tops around ovens or hot plates, however it is recommended that any cut outs for hot plates should have an appropriate heat absorbing tape applied to the perimeter of the cut out to help avoid cracking as detailed in Cracking of Laminate. Regarding oven surrounds there are some basic requirements which need to be followed. Gas appliances: The installation of gas appliances is covered by Plumbing code AG 601. Basically any vertical surface surrounding a cooktop extending from 10mm below the hob, to 150mm above, if closer than 200mm from the burner, must be non-combustible. Non combustible means products like metal, ceramic tiles etc. Laminates are combustible and therefore not permitted. Always install gas appliances as per manufacturers instructions.When installed correctly, laminate products are suitable. Electric appliances: There is no national regulation regarding the surrounds of electric appliances, however the appliance must conform to AS 3172 and part of this standard is the inclusion of installation instructions for each particular appliance. Always install electrical appliances as per manufacturers instructions.When installed correctly, laminate products are suitable.
Therefore with electric appliances the manufacturers installation instructions become the standard and must be adhered to at all times.The only requirement for surrounding surfaces is that they can withstand temperatures up to 90C which means that laminates are suitable for this application with electric appliances. However, in all instances it is the customers responsibility to ensure that all regulations are adhered to when installing laminates in these applications.
Issued September 2009
Section 9: 1.2
Appendices
LAMINATE PRODUCTS - GENERAL CARE & MAINTENANCE
Appendix 2
Laminate surfaced products are hardwearing materials, but like all materials can be damaged if used without some care and maintenance. The following information should help in assisting you to maintain the surface of your products with the minimum time and effort. Special care is needed for the following: Laminex Lucent, Laminex Metallics, Laminex Stainless Steel and Formica Metals Laminates. Refer to individual product datasheets. For general laminates the following care and maintenance applies. CLEANING A wipe over with a clean soft damp cloth should be sufficient to keep all decorative surfaces clean. Light stains or streaks can be wiped away using an all purpose cleaner such as Windex spray cleaner or Ajax Spray n Wipe or Mr Muscle. Soiled surfaces are removed with warm soapy water or with a common detergent, such as Mr Muscle, Dissol, Nifty Solvent or Bathroom Cleaner, Flash Liquid or Bathroom Plus containing no abrasive or strongly acidic or alkaline ingredients. It may be necessary to use a brush similar to a tooth or nail brush as well, where the surface is of a texture or embossed finish. Wax or other polishes are unnecessary and should not be used on decorative surfaces. STAINS Spills of any nature should be wiped up as soon as they occur. Laminated surfaces are resistant to most household products, but not absolutely stainproof. They are unaffected by normal household reagents such as detergents, non-bleach washing powders, nail polish remover, soaps, petrol, methylated spirits, mineral turpentine, flyspray, grease, coffee, shoe polish and wax crayon. Tea, beetroot juice, red wine, fruit juices, hypochlorite bleach, hydrogen peroxide solution in any concentration, mineral acids, caustic solution, sodium bisulphate, potassium permanganate in any concentration, berry juices, silver nitrate or silver fluoride solutions, gentian violet in any concentration, mild silver protein, laundry blue, dye or iodine solution (alcohol containing 1% iodine), will cause stains if not removed immediately. If stain damage does occur, endeavour to remove by using either the normal cleaning method or appropriate solvents. If unsuccessful dab the stain with diluted bleach mixture (1 part bleach to 8 parts water); leave for 3 minutes then wash off with water and dry. Note that bleach may etch the laminate surface. For a persistant stain apply a mild abrasive such as white toothpaste applied with a soft toothbrush or cloth but be advised that doing so can change the Finish texture. Never use a harsh abrasive or steel wool. Stains such as residual lacquer and paints or adhesives can generally be cleaned without difficulty, particularly if the material has not been allowed to harden for weeks. Some special types of adhesives and paints, however, harden chemically and become insoluble and infusible quite rapidly.These are the Cyanoacrylates, Two Pot epoxy resins, acid hardened urea and Resorcinol glues. These must be removed before setting takes place as they cannot always be dissolved without affecting the laminate surface. A glue remover such as LOCKTITE Glue Remover is suitable for the removal of Cyanoacrylate glues and some other glues from laminate surfaces. Follow the product guidelines carefully. Some residual staining may occur. Laminated surfaces have the same colourfast properties as standard laminate. As such, under normal conditions of interior use, colour retention is assured. However, constant exposure to sunlight and moisture will cause it, like most fabrics and paints, to change colour. For this reason laminated boards are not recommended for exterior use. Common Adhesives and Paints can be removed with the following materials: 1. Alcohols (Methylated Spirits, Methanol) 2. Aromatics (Xylene, Petrol) 3. Aliphatics (Mineral Turpentine, Kerosene) 4. Oils (Mineral Oil,Vegetable Oil) 5. Ketones (Acetones, Nail Polish Remover) 6. Ether Alcohols (Cellosolves, Carbitoles) 7. Paint Thinners (Being a mixture of above) 8. Lacquer Thinners (Without the addition of Acid) Note: Acidic based paint strippers must not be used. Danger Some of the above listed solvents are extremely flammable and vapours harmful. Keep away from heat, sparks and open flame. Keep containers closed. Avoid prolonged breathing of vapour. Avoid prolonged or repeated contact with skin. Use adequate ventilation.
Section 9: 2.1
Issued September 2009
LAMINATE PRODUCTS - GENERAL CARE & MAINTENANCE
Oil Paints, if reasonably fresh, can be normally removed by groups 1, 2, 3, 4 and 7. If aged, can be generally removed by more aggressive solvents such as 5, 6 and 8. Enamels generally require solvents from groups 2, 5, 6 and 8. Contact Adhesives, if not too old and cured, can be removed by 2, 4, 5 and 8. PVA Adhesive types can generally be removed with soap and water and solvent groups 1 and 3. Paraffin wax residue from candles should be scraped off, taking care not to scratch the surface in the process. Any residues still present can be ironed out through blotting paper. SCRATCHES & CUTS Laminated surfaces can be damaged by chopping and cutting directly onto the surface and to prevent this happening, a cutting board or chopping board should always be used. Sliding of heavy metallic or earthenware objects can cause scuffing of the surface. Severe cuts can be repaired with Laminex Colorfill specially formulated colour matched kit for sealing joins and repairing damaged decorative surfaces. Note: While Laminex & Formica High Pressure laminate Gloss finish has a protective plastic film, it is recommended that the fabricator/installer of the finished laminate benchtops takes the necessary precautions to protect all laminate surfaces until handover is complete.
BURNS Laminex & Formica laminates will withstand boiling water and temperatures up to 155C (310F). However, it is recommended to use a protective mat to prevent the surface being scorched when a hot iron is being or has been used. The same applies when pans or dishes are taken from the oven or hot plates as their temperature in most instances would be in excess of 155C (310F). Some makes of electric frypans can also generate sufficient heat to damage laminate surfaces. If by accident a slight scorch mark appears, it may be possible to remove, using the method detailed under the heading stains, applying a mild abrasive such as toothpaste with a soft toothbrush or cloth. Should the damage be severe, replacement of the area would be the only satisfactory solution. Do not use laminate in areas where prolonged exposure to temperatures exceeding 135C may occur. EXTERIOR USE Prolonged exposure to sunlight may cause some colour change to occur with laminates. Laminates are not recommended for exterior applications or interior applications with prolonged exposure to direct sunlight. Note: All of the above situations can cause solvent based contact adhesives to soften with resultant bubbling.
Issued September 2009
Section 9: 2.2
Appendices
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
Appendix 3
3.1 SITE WORK NOTES Storage and Handling of Decorated board products The following recommendations should be applied to maintain board products in good order and condition.The storage area should be protected from the sun, rain and wind. Open sided sheds would not be regarded as dry stores. All packs should be evenly supported at each end and intervals of not more than 750mm where the packs are multiple stacked, and no further than 150mm from edge of boards. All supports should be vertically aligned. Keep work area clean. Avoid contact with abrasive surfaces or grit. LIFT SHEETS CAREFULLY Any subsequent movement will thus be a drying shrinkage which, given adequate support and fixings, keep the boards flat and taut. Some boards may achieve an EMC simply by being stored for some time in the location where they are to be used without any positive conditioning. Conditioning in air Conditioning in air is adequate for most locations. It involves exposing the boards in the room where they are to be fixed for long enough to allow them to reach a moisture content which is in balance with their surroundings and adjust their dimensions accordingly. To encourage free air circulation over all board surfaces, the boards should be arranged loosely as shown.They should then be allowed to stand like this for a minimum of 48 hours either horizontally or vertically. Note: All decorated panels should be cut only on saws that have a scribing blade on the underside. ADHESIVES AND BONDING When gluing dowels or biscuits to the core of Decorate Board products, a high solids PVA with good gap filling properties is suitable.Trade Essentials General Purpose PVA is recommended for this application.
However, when gluing timber and other wood panels to a decorative melamine board surface,Trade Essentials Melamine Adhesive is recommended. It provides a superior bond to the non-porous surface of the melamine coated board and dries to a clear glue line.
Incorrect storage method
Correct storage method
Preconditioning The Laminex Group despatches board products with a moisture content of between 5% to 9%.This can alter, however, during the time the boards are in transit or in storage before use. Apart from this, the relative humidity of the environment where the boards are to be fixed may call for quite different moisture content, and some adjustment may be needed. Pre-conditioning panels is recommended to ensure that they attain an equilibrium moisture content (EMC) before fixing, so as to reduce the likelihood of bowing after they have been fixed. Section 9: 3.1
3.2 FABRICATION Machining Decorated Board products can be cut, drilled and machined using standard wood working equipment fitted with tungsten carbide tipped cutting edges. It is recommended that the material be cut on a bench type or beam saw, using a 300mm tungsten tipped blade with 72 to 96 teeth. For pre-laminated board such as Whiteboard, a triple chip saw blade should protrude 20-30mm above the surface of the blade.
DOWEL JOINTS Dowel joints are one of the most common adhesive based furniture assembly joints. Dowelling is a simple, inexpensive, strong and reliable way of making a butt or mitre joint. Machining dowel holes Dowel holes should be cleanly machined with all loose particles blown from the holes. If a blunt drill is used the drill will overheat and polish the inside of the hole and reduce the ability of the adhesive to bond.
Issued September 2009
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
Dowel diameter Dowels used should be no thicker than 50% of the thickness of the panel used. Hole diameter The fit of the dowel in the hole is critical to withdrawal strength. Holes drilled in the edges should be just a firm push-in fit to prevent the edge of the board from splitting as the dowels expand due to moisture uptake from the adhesive. Dowel inserted into the face of a panel should be a firm knock-in fit
Dowel and dowel hole diameters Board Dowel Dowel Thickness Diameter Hole Diameter (mm) (mm) (mm) 15 or less 6 6.2 16 to 24 6 to 8 6.2 to 8.2 25 or more 10 10.2
Smooth dowel (not recommended)
Slotted head
Traditional wood screw (not recommended)
Grooved dowels (preferred) Countersunk slotted head traditional wood screw (not recommended)
MECHANICAL FIXING Selecting screw type Quality parallel threaded screws are recommended for Decorated Board products. Selecting screw length The length of the screw directly affects the holding power of the screws, for example, a 25mm screw has twice the holding power as a 13mm screw.This is most important when screwing into the edge of panels. Selecting screw diameter To avoid splitting the panel when screwing into the edge, the screw diameter should not exceed 20% of the panel thickness. For example, the maximum screw diameter for 19mm board is 4mm or 6 gauge. Pilot Holes Correct pilot holes are essential to avoid splitting.The pilot holes should be approximately 80% of the screw core diameter. Do not over tighten screws, as further turning after the screw is tight will reduce holding power.
Gluing When using dowel joints only the dowels are glued in place.The practice of using glue between the edges and the face may actually weaken the joint. Depth Inserting the dowel to the proper depth is important.They should be inserted at least 25mm into the edge of the panel and as deep as practical into the face surface, but no more than two thirds of the thickness. In general, the longer the dowel the stronger the joint. (Preferred option is clearance of 0.1mm around dowel) Dowel Selection Dowels with multiple longitudinal or spiral groove patterns are recommended to ensure uniform adhesive spread within the joint.The dowels should be cleanly machined and free from any loose or torn fibres.The moisture content of dowels at the time of assembly should be in the range 10% +/-2%.
Recessed head
Parallel core (recommended screw type)
Countersunk recessed head parallel shank (recommended screw type)
Issued September 2009
Section 9: 3.2
Appendices
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
Screw location Screws should be carefully positioned to prevent splintering and break out no closer than 25mm to a corner, no closer than 10mm to the edge. When a long line of screws has to be used, it is a good idea to stagger the screws to prevent splitting the substrate being screwed to. When screwing into the edge, never place a screw closer than 75mm from the end of the panel.
3.3 JOINTING SYSTEMS FOR DECORATED MDF AND PARTICLEBOARD PANELS Jointing It is difficult to make a join in wood based panels such as MDF and Particleboard for wall paneling and not show the join.The slightest movement will show up and look unsightly so the best alternative is to make the join look attractive, and this can be achieved in many ways. The most common types of joint for wall paneling is a V joint, a slip tongue joint or tongue and groove. Featured joints On boards to be painted on site and for plain coloured pre-decorated boards, joints are usually featured: either by the use of suitable cover strips, by bevelling board edges, or by forming an open joint.These techniques, together with some angle joint techniques, are shown on the following page. Cover strips are manufactured in aluminium, plastic or wood. Aluminium or metallised plastics are usually chosen to contrast with the board; where as a suitably coloured plastic, or painted or stained wood helps to form more unobtrusive joints.
12mm Minimum from edge 25mm Minimum from corner Screws position on panel face Screws position on panel face
70mm Minimum from corner Screws position on panel edges Screws position on panel edges
Recommended Screw Gauge 4 5 6 7 8 9
Pilot Hole Diameter 2.0mm 2.4mm 2.6mm 2.7mm 3.0mm 3.3mm Screw Gauge
Thickness 9mm 12mm 16mm 18mm 25mm 35mm
The maximum recommended screw gauge to thickness of Decorated Board product Yes Yes Yes Yes Yes 4 Yes Yes Yes Yes Yes 5 N/R Yes Yes Yes Yes 6 N/R N/R Yes Yes Yes 7 N/R N/R N/R Yes Yes Yes 8
N/R = NOT RECOMMENDED
Section 9: 3.3
Issued September 2009
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
The joints shown here are only a representation of the many configurations that can be used. Many types of aluminium partition mouldings are also available. All feature joints are suitable providing an expansion or contraction gap of 3mm minimum is provided. Tongue & groove
Aluminium slip tongue or thin timber
The reason for this is that it will not show any movement as it would with a painted tongue. All edges should be painted black with a very fine arras on the edge.This method works well with the split batten system. 3.4 APPLICATION AND INSTALLATION OF WOOD BASED PANELS FOR INTERNAL WALL PANELLING Decorated MDF and particleboard panels are also commonly used as wall panelling. Fixing panels to the wall Split battens or J clips The most effective method of fixing wood based panels is wooden or aluminium cleats to the wall and back of the panels. This method has many advantages.
The panels can be prepared off site i.e. cut, edged or polished.They are quick to install, can be easily replaced if damaged and if there is any expansion or contraction, they can be easily pushed along. Metal J Clip installation
Tongue joint
Aluminium J clips at 300mm centres
3mm min
Overlap
Aluminium J clips receiver MDF/Particleboard panel MDF/Particleboard panel Aluminium receiver Wall fixing
3mm min
Shadow line
Black edges and back
3mm - 6mm min
Paintable
Sikaflex 11FC
Wall fixing Aluminium J clips at 300mm centres 3 clips/900mm panel 4 clips/1200mm panel 6 clips/1800mm panel
3mm min
Receivers at 600mm maximum centres
FIXING PANELS TO STUD WORK Spacing of battens, studs and noggins for panels up to 12mm thick: Studs should be at 450 maximum with one noggin in walls up to 2400mm high, with two noggins in walls over 2400mm high. Battens should be spaced at 450mm centers running at right angles to the studs. For panels over 12mm, the stud spacing can be 600mm with noggins the same as for thinner panels, and battens can be spaced at 600mm. If the panels are to be mechanically fixed by screws or nails, it is important that a fixing pattern be followed.The fixing should work from the center out in every direction or if this is not possible on larger panels, fix along one long side first and then work across the panel on all patterns evenly.
Timber Split Batten installation
Rebated Mitre Joint Butt Joint with Dowell Aluminium tongue
Fixing clips at 300mm centres Split batten receiver Lock Mitre Joint Rebated Butt Joint MDF/Particleboard panel
The joint that will work the best is the slip tongue as it is simple and very effective.The edge of the panels have to be grooved by either spindle moulder or on site with a router using a saw blade type cutter such as a 4 tooth slotting cutter.The slip tongue can be plywood or Thin Craftwood but the best is anodised aluminium, usually black.
MDF/Particleboard panel Screw - 3mm shorter than panel thickness Split batten fixing clips at 300mm centres 3 clips/900mm panel 4 clips/1200mm panel 6 clips/1800mm panel Wall fixing Split batten receiver
Issued September 2009
Section 9: 3.4
Appendices
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
Panel thickness Panel thickness is relative to what is required from the panel i.e. impact or sound rating, etc. As a general rule 12mm is very suitable for most occasions but 16mm may be more appropriate for sound rating. 12mm is the thinnest panel that can be used with the split batten system. Thinner panels can be used provided good support is provided and the panels are well fixed with nails and adhesive. Nails, staples, screws etc... When mechanical fixings are used for MDF or Particleboard panels it is particularly important that the correct number of fixings are used. Fasteners should be inset from board edges by at least 12mm wherever possible. Sometimes it will not be possible to inset fasteners 12mm from the edge. In these instances, inset as far as the support width will allow.
3. FINISHING OF TIMBER VENEER PANELS 1. Fine sand all surfaces to be finished. 2. Fill all holes and openings with a good quality wood filler. Let dry and sand flat. 3. If the panels are to be stained, follow the manufacturers recommendations. 4. Apply a coat of sanding sealer and sand after drying. 5. Apply two or three coats of the clear lacquer, following the manufacturers instructions. Note: Due to the porosity of the cut edge of the surface veneer layer, it is imperative that this exposed grain is fully sealed to eliminate ingress of moisture. It is recommended that particular attention is paid to the fine sanding (240 grit or finer) of all veneer edges, and that the surface coating thickness is adequate to resist moisture ingress using the paint manufacturers application specifications. Precautions with Finishing Timber Veneers It is recommended that two pack polyurethanes are used to seal and finish all Timber Veneer species.The reason for this is that:
Defects in finishes over veneers can range from blooming to blotching. Blotching is caused by tannins in the timber veneer reacting with acids in the coating and adhesives, particularly with Acid Cure Lacquers. Tannins leaching through the veneer can change the colour of the timber, notably the yellowing of pine. Although the yellowing of timber is often considered to add to the mellowness of wood, the effects of acids on cherry, huon pine and some cedars can be detrimental. Acids from tannins, adhesives or acid catalysts can unpredictably stain beech a very bright orange to deep red colour. Blooming is caused by moisture being trapped under the coating and forming a milky haze. A process known as wicking can occur where water rises up through the timber (even veneer) but cannot evaporate because the surface is sealed. Some timbers, particularly beech, are ultra sensitive to water exposure which can lead to coatings delaminating or peeling off. Polyurethanes offer the greatest resistance to leaching tannins, dyes or moisture from veneers. We recommend a two-pack polyurethane sealer coat on veneer, rather than less flexible coatings. On beech a two-pack polyurethane top coat is preferred also. Nitro-cellulose and precatalysed lacquers simply will not stand up to the moisture exposure, especially where sharp edges are involved, tests have shown that some single pack lacquers will begin to break down in under 24 hours. Excerpt from The Australian Cabinetmaker and Timber Trade Journal June 1997. Reprinted with permission.
Incorrect DO NOT tack corners first
Correct sequence and frequency of fixing
Section 9: 3.5
Issued September 2009
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
SHELF LOADINGS The large range of board products both decorated and undecorated allow selection of product not only on aesthetic grounds but on suitability for shelf loadings which may range from a simple shelf in a kitchen to a huge collection of books in a library.
CRAFTWOOD (MDF) - SHELF LOADING RECOMMENDATIONS
Thickness (mm) 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 16 18 25 32 Size 600mm x 200mm Shelf Loading (Kg) 28 40 108 226 42 60 162 339 56 80 215 452 71 101 269 >500 85 121 323 >500 8 12 32 67 13 18 48 100 17 24 64 134 21 30 80 167 25 36 96 201 Size 1000mm x 200mm Shelf Loading (Kg) 6 9 23 49 9 13 35 73 12 17 47 98 15 22 58 122 18 26 70 146 4 5 13 28 5 8 20 42 7 10 27 56 9 13 34 71 11 15 40 85
600mm x 300mm
1000mm x 300mm
600mm x 400mm
1000mm x 400mm
600mm x 500mm
1000mm x 500mm
600mm x 600mm
1000mm x 600mm
900mm x 200mm
1200mm x 200mm
900mm x 300mm
1200mm x 300mm
900mm x 400mm
1200mm x 400mm
900mm x 500mm
1200mm x 500mm
900mm x 600mm
1200mm x 600mm
Note: These loads should be used as a guide only. We recommended that all designers carry out their own full load analysis based on their specific application.
Issued September 2009
Section 9: 3.6
Appendices
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
PARTICLEBOARD - SHELF LOADING RECOMMENDATION
Thickness (mm) 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 16 18 25 33 Size 600mm x 200mm Shelf Loading (Kg) 20 28 75 172 29 42 112 258 39 56 149 344 49 70 187 430 59 84 224 >500 6 8 22 51 9 12 33 76 12 17 44 102 15 21 55 127 17 25 66 153 Size 1000mm x 200mm Shelf Loading (Kg) 4 6 16 37 6 9 24 56 8 12 32 74 11 15 40 93 13 18 48 111 2 3 9 21 4 5 14 32 5 7 19 43 6 9 23 54 7 10 28 64
600mm x 300mm
1000mm x 300mm
600mm x 400mm
1000mm x 400mm
600mm x 500mm
1000mm x 500mm
600mm x 600mm
1000mm x 600mm
900mm x 200mm
1200mm x 200mm
900mm x 300mm
1200mm x 300mm
900mm x 400mm
1200mm x 400mm
900mm x 500mm
1200mm x 500mm
900mm x 600mm
1200mm x 600mm
Note: These loads should be used as a guide only. We recommended that all designers carry out their own full load analysis based on their specific application.
Section 9: 3.7
Issued September 2009
BOARD PRODUCTS - HANDLING & PRODUCT APPLICATION GUIDELINES
CLASS 1 PARTICLEBOARD FLOORING - STATIC LOADING RECOMMENDATIONS
Thickness (mm) 19 22 25 19 22 25 19 22 25 19 22 25 19 22 25 19 22 25 19 22 25 19 22 25 19 22 25 19 22 25 Size 600mm x 200mm Loading (Kg) 50 78 115 76 117 172 101 156 229 126 195 287 151 235 344 15 23 34 22 35 51 30 46 68 37 58 85 45 69 102 Size 1000mm x 200mm Loading (Kg) 11 17 25 16 25 37 22 34 50 27 42 62 33 51 74 6 10 14 9 15 22 13 20 29 16 24 36 19 29 43
600mm x 300mm
1000mm x 300mm
600mm x 400mm
1000mm x 400mm
600mm x 500mm
1000mm x 500mm
600mm x 600mm
1000mm x 600mm
900mm x 200mm
1200mm x 200mm
900mm x 300mm
1200mm x 300mm
900mm x 400mm
1200mm x 400mm
900mm x 500mm
1200mm x 500mm
900mm x 600mm
1200mm x 600mm
Note: These loads should be used as a guide only. We recommended that all designers carry out their own full load analysis based on their specific application.
Issued September 2009
Section 9: 3.8
Appendices
This table refers to Particleboard Flooring only.
SAFETY & USAGE RECOMMENDATIONS FOR CONTACT ADHESIVES
Appendix 4
APPLICATION METHODS The best method of applying contact adhesives is by: 1. Spray application. 2. Lambswool roller, then nip roller. 3. Brush or scraper, then pass through a nip roller. If a nip roller is not available then apply pressure with a 75mm rubber roller with a long handle.This delivers an average of 1.75kg/cm2, longer rubber rollers decrease the poundage delivered. ADHESIVE BONDING HINTS DO NOT leave the lid off containers. DO NOT store containers on concrete floors. Store on wooden base to prevent cold concrete chilling. DO NOT store containers in the open as this could lead to adhesive solidifying. DO NOT smoke or have open flame near adhesive. DO NOT add foreign solvent to Trade Essentials Adhesives. For cleaning use Trade Essentials Adhesive Cleaner, and for thinning where necessary, use Trade Essentials Contact Adhesive Thinner. DO NOT apply adhesive at temperatures below 10C unless adequate heating and drying facilities are installed.There is a definite loss of grab at low temperatures. DO NOT apply adhesive over painted surfaces. DO check for proper surface preparation. Wipe metal with cleaner before applying adhesive. Mill process oil is often found on metal. Mould release powders are often found on rubber and plastic castings. DO test adhesive on new or different components before going into production. DO apply two coats to rough end grain. DO apply enough adhesive and pressure to surfaces. 85% of failures are due to one or both of these factors. DO regularly check the condensation trap to ensure air lines are free of water. Bond Failure The main symptoms and causes are: Symptom Possible Cause Edge lifting: Insufficient adhesive. Bonding too soon. Insufficient pressure. Exposed to direct heat from the sun before 72 hrs. Bubble in centre Bonding too soon, of laminate trapping solvent. Edges were bonded first, instead of bonding from the centre outwards. Insufficient adhesive or inconsistent spray pattern. Shiny area over Insufficient pressure. entire surface: Dull areas on Coating too thin on substrate: highly absorbent surfaces. Adhesive Insufficient drying stringy when time, therefore delaminating: bonding too soon. Small circular Dry or contaminated unbonded areas: areas. If the temperature is high, you will experience shorter drying time. If the temperature is low you could experience blushing, unless you have taken all the proper precautions. During winter, bonding problems are more likely to occur due to blushing. Blushing is moisture condensing on freshly applied adhesive due to rapid solvent evaporation cooling the air below the dew point. In other words, a water film on top of the adhesive. If blushing occurs, it can be removed by applying heat or hot air. Approved hot air blowers are the best option, heating lamps in sufficient quantity, or industrial heaters may sometimes be used. Open radiators are dangerous and could cause fire. Blushing can be eliminated altogether by the installation of a hot spray unit.
Section 9: 4.1
Issued September 2009
SAFETY & USAGE RECOMMENDATIONS FOR CONTACT ADHESIVES
PROPER SPRAYING 1. Adjust the gun to give correct coverage of adhesive. i.e. Fluid control, air control, gun depression (trigger). 2. Spray at 90 to the substrate and hold gun 300-375mm from substrate while spraying. Do not forget to trigger the gun when you complete your pass. 3. Adhesive must be thoroughly dry before bonding. DO NOT exceed bonding range of adhesive. 4. Combine substrates and run through pinch roller immediately after combining. When bringing the two surfaces together work from the centre out to the edges/ends.This will remove any tension that can be in the laminate sheet. When hand rolling, work from the centre to the end also.
BRING THE TWO SURFACES TOGETHER Laminate surface Length of dowel Substrate
HAND ROLLING
Roller (pressure) work from centre out to edges
SPRAY APPLICATION SOLUTIONS Symptom Cause Adhesive coating splatters and is uneven. Too much fluid reaching tip. Atomisation pressure too low. Air cap clogged. Adhesive has become too thick. Improper choice of air cap. Inadequate air pressure. Fluid pressure too low. Insufficient adhesive reaching gun. Atomisation pressure too high. Gun nozzle or caps are plugged. Spray gun moving too fast. Gun too far from work. Atomisation pressure too high. Conditions too cold. Blushing.
Action Reduce fluid pressure and flow. Increase air pressure. Clean with solvent or broom straw. Thin to original consistency only. Choose correct air cap. Increase air pressure. Adjust pressure balance (air versus fluid). Increase fluid pressure. Reduce air pressure. Clean with solvent or broom straw. Slow speed. Reduce distance between gun and work to 300mm. Reduce air pressure. Raise area temperature to above 18C. Use approved hot air blowers to remove moisture. An additional coat of adhesive may be required. Use only recommended thinners for the adhesive. Thoroughly stir and remix before using.
Narrow fan.
Too light spray pattern.
Adhesive cobwebs when sprayed. Adhesive film has lost its 'tack' or initial grab.
Adhesive goes lumpy in drum and solids separate from solvent you are using. Adhesive separating in drum, with thinner solvent on top and thicker solids on bottom.
Incompatible thinners used to thin adhesive. Material has phased or settled.
Issued September 2009
Section 9: 4.2
Appendices
SAFETY & USAGE RECOMMENDATIONS FOR CONTACT ADHESIVES
SAFETY AND HANDLING OF CONTACTS AND SOLVENTS DANGER The storage and handling precautions listed below apply to all the previously mentioned adhesives and solvents. STORAGE RECOMMENDATIONS Store in well sealed containers away from heat and any source of combustion or sparks. Storage area should be dry, well ventilated and kept at a maximum of 30C and a minimum of 5C. Refer to local, state and federal regulations for storage/ disposal. If temperature exceeds 30C, cool container under cold running water for 30 minutes before opening. Stir before use. Freezing is to be avoided. Each product will remain suitable for its intended purpose for up to 12 months when stored in the original sealed container.
HANDLING PRECAUTIONS 1. Material is highly flammable. Flash point of less than 0C. Class 3 flammable liquid. 2. Do not smoke, have open flames, fire or electrical equipment near products while in use.Vapours are extremely flammable. 3. Use only in a well ventilated area. Avoid breathing the vapours and solvent contact with skin. Respiratory protection not required if ventilation adequate. Otherwise use half-face vapour filter. Protective gloves: Solvent resistant. Eye protection: Safety glass with side shield. 4. Harmful or fatal if swallowed. Keep out of reach of children. Do not induce vomiting if swallowed. Call a doctor immediately. 5. Keep container firmly closed when not in use. 6. In case of fire, foam, dry powder or carbon dioxide are preferred extinguishers. If liquid product is present, water jet may spread the flames. 7. Material Safety Data sheets for all listed adhesives are available on request.
Section 9: 4.3
Issued September 2009
SAFETY & USAGE RECOMMENDATIONS FOR PVA & WATER BASED ADHESIVES
Appendix 5
SAFETY AND USAGE RECOMMENDATIONS FOR PVA AND WATER BASED ADHESIVES STORAGE RECOMMENDATIONS Store in well sealed containers away from heat. Prevent from freezing. Observe shelf life conditions for the specific products. PVA AND WATER BASED ADHESIVES Materials are water based and nonhazardous. General ventilation is recommended during normal use. Wash any spillage from skin with water. If swallowed seek medical assistance. There are no known symptoms of ingestion. Keep containers closed when not in use. In case of fire use CO2, dry chemical or water. Material Safety Data Sheets are available for all products listed. GENERAL RECOMMENDATIONS FOR WATER BASED ADHESIVES Application can be by glue spreader, roller, squeeze bottle or brush. Keep measuring equipment clean and accurate. ADHESIVE BONDING HINTS 1. Ensure moisture content of timber is under 14%, preferably 8-12%. 2. Timber surfaces should be machined for gluing on the same day. 3. Ensure surfaces for gluing are prepared with sharp well aligned cutters. 4. Assembly should be done within the specified assembly time, and glue squeeze achieved on pressing. 5. Clamp pressure should be adequate for the assembly to get intimate contact of surfaces. Softwood 50-100 PSI Hardwood 150-200 PSI. 6. Test adhesive on new or different components before going into production. 7. Vary coverage rate to suit the porosity of the surface. 8. Do not apply adhesive at temperatures below 15C, unless adequate heating facilities are installed. 9. Do not apply adhesive over painted surfaces. 10. As hardness / density of timber species increases, the adhesive selected should be the higher crosslinked type. BOND FAILURE The most common causes of bond failure are: Shrinkage stress from high or variable moisture content of timber. Exceeding assembly time of glue in hot or dry weather. Poor preparation of the surfaces for gluing. Insufficient pressure on large assemblies particularly with hardwoods. Use of a glue that is inadequate for the application or substrate.
Issued September 2009
Section 9: 5.1
Appendices
SHEET SIZE & THICKNESS AVAILABILITY
Appendix 6
TRADE ESSENTIALS - SHEET SIZE AND THICKNESS AVAILABILITY
WHITEBOARD STD & MR 9mm x 3600 x 1800 9mm x 2400 x 1800 9mm x 2400 x 1200 12mm 12mm 12mm 12mm 12mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 18mm 18mm 18mm 18mm 18mm 18mm 25mm 25mm 25mm 25mm x x x x x x x x x x x x x x x x x x x x x x x 3600 3600 3600 2400 2400 3600 3600 3600 3600 3600 2400 2400 2400 3600 3600 3600 3600 2400 2400 3600 3600 2400 2400 x x x x x x x x x x x x x x x x x x x x x x x 1800 1200 900 1800 1200 1800 1200 900 600 450 1800 1200 600 1800 1200 600 450 1800 1200 1800 1200 1800 1200 18mm 18mm 25mm 32mm x x x x 2400 3600 2400 2400 x x x x 1200 1200 1200 1200
CRAFTFORM
9mm x 2400 x 1200 CRAFTWOOD MDF STD & MR 3mm x 3600 x 1200 3mm x 2400 x 1200 4.75mm x 3600 x 1800 4.75mm x 3600 x 1200 4.75mm x 2400 x 1200 6mm x 3600 x 1800 6mm x 3600 x 1200 6mm x 2400 x 1200 7.5mm x 3600 x 1800 7.5mm x 3600 x 1200 7.5mm x 2400 x 1200 9mm 9mm 9mm 9mm 9mm 9mm 9mm 9mm x x x x x x x x 3600 3600 2700 2400 2400 2400 2100 1800 x x x x x x x x x x x x x x x x 1800 1200 1200 1800 1200 900 1200 1200 x x x x x x x x 1800 1200 1200 1800 1200 900 1200 1200 x x x x x x x x 1800 1200 1200 1800 1200 900 1200 1200
PARTICLEBOARD STD & MR 9mm x 3600 x 1800 9mm x 3600 x 1200 9mm x 2400 x 1800 9mm x 2400 x 1200 12mm 12mm 12mm 12mm 12mm 12mm 12mm 12mm 12mm 12mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 16mm 18mm 18mm 18mm 18mm 18mm 18mm 18mm 18mm 18mm 18mm 18mm 25mm 25mm 25mm 25mm 25mm 25mm 33mm 33mm 33mm 33mm 33mm 33mm 33mm 33mm x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x 3600 3600 3600 3600 3600 2400 2400 2400 2400 1800 3600 3600 3600 3600 3600 2700 2400 2400 2400 2400 1800 1800 3600 3600 3600 3600 3600 2700 2400 2400 2400 2400 1800 3600 3600 3600 3600 2400 2400 3600 3600 3600 3600 2400 2400 2400 1800 x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x 1800 1200 900 600 450 1800 1200 900 600 1200 1800 1200 900 600 450 1200 1800 1200 900 600 1200 900 1800 1200 900 600 450 1200 1800 1200 900 600 1200 1800 1200 900 600 1800 1200 1800 1200 900 600 1800 1200 600 1200
33mm x 3600 x 1800 33mm x 2400 x 1200 WHITEBOARD SHELVING 16mm x 3600 x 600 16mm x 3600 x 450 16mm x 3600 x 295 16mm x 2400 x 600 AQUABAN (Benchtop Substrate) 33mm x 3600 x 600 33mm x 3600 x 900 33mm x 3600 x 1800 MDF WHITE BACKING BOARD 3mm x 2400 x 760 3mm x 2400 x 1200 PARTICLEBOARD FLOORING
STD & H2 Termite Resistent
12mm 12mm 12mm 12mm 12mm 12mm 12mm 12mm 16 16 16 16 16 16 16 16 25 25 25 25 25 25 25 25 & & & & & & & & & & & & & & & &
3600 3600 2700 2400 2400 2400 2100 1800 x x x x x x x x x x x x x x x x
18mm 18mm 18mm 18mm 18mm 18mm 18mm 18mm 32mm 32mm 32mm 32mm 32mm 32mm 32mm 32mm
3600 3600 2700 2400 2400 2400 2100 1800
Green Tongue 19mm x 3600 19mm x 3600 19mm x 3600 Beige Tongue 22mm x 3600 22mm x 3600 22mm x 3600 Brown Tongue 25mm x 3600
x 800 x 1200 x 900 x 800 x 1200 x 900 x 600
3600 x 1800 3600 x 1200 2700 x 1200 2400 x 1800 2400 x 1200 2400 x 900 2100 x 1200 1800 x 1200
SINGLE SIDED MDF (735kg/m3) 16,18 & 25mm x 3600 x 1800 16,18 & 25mm x 3600 x 1200 16,18 & 25mm x 2400 x 1800 16,18 & 25mm x 2400 x 1200 SINGLE SIDED MDF (810 kg/m3) 16mm x 2400 x 1200 18mm x 2400 x 1200 25mm x 2400 x 1200
WHITE MDF STD & MR 9mm x 2400 x 1200 12mm x 2400 x 1200 16mm x 2400 x 1200 16mm x 3600 x 1200
PARTICLEBOARD TIMBER EDGED SHELVING 16mm x 3600 x 600 16mm x 3600 x 450
Contact your local branch for E0 products and availability.
Issued September 2009
Section 9: 6.1
The information contained in this technical publication is intended to give a general indication of the characteristics of the material. While all possible care has been taken to ensure that the information is correct, the manufacturer cannot accept any liability, nor is any liability on the part of the manufacturer to be implied as a result of the data given. All measurements shown are in millimetres and nominal unless otherwise stated. The information contained in this publication supersedes all previous information and is subject to alteration without notice.
For more information visit www.thelaminexgroup.com.au or call 132 136.
The Laminex Groups product range is marketed, and distributed by The Laminex Group. A division of Laminex Group Pty Limited ABN 98 004 093 092. The colours of the photographs depicted in this brochure are as close to The Laminex Groups product range as photographic lighting and modern printing processess allow. Colour/finish combinations are subject to availability. Colour/finishes are shown at the time of publication, but may be withdrawn. Dark colours and gloss finishes require more care and maintenance than light-coloured and lower-gloss surfaces.The Laminex Group recommends the use of mild household cleaning products for dark colours and gloss surfaces, please visit www.laminex.com.au for specific care and cleaning information. Please note that in certain lights or from certain angles wipe down marks may be visible.The Laminex Groups products are no different than any other material in that darker colours will always show scratches and superficial wear and tear more readily than lighter colours. The Laminex Groups products should be protected from strong, direct sunlight as continuous exposure may cause discolouration or fading to the surface over time. Please obtain a copy of the applicable Warranty from The Laminex Group or visit www.thelaminexgroup.com.au. All Warranties are in addition to any rights that may exist under the Trade Practices Act. This publication is printed on paper sourced from sustainably managed forests and manufactured using acid free and elemental chlorine free pulps. The paper manufacturer has ISO 14001 Environmental Management System in use. Laminex, Formica,Trade Essentials, essa stone, Greenfirst
Você também pode gostar
- Grinzi Strut and TieDocumento2 páginasGrinzi Strut and TieEmily StaffordAinda não há avaliações
- E TN CBD BS 5950 90 011 PDFDocumento8 páginasE TN CBD BS 5950 90 011 PDFEmily StaffordAinda não há avaliações
- BetonDocumento2 páginasBetonEmily StaffordAinda não há avaliações
- SFD Csa S16 01 PDFDocumento116 páginasSFD Csa S16 01 PDFEmily StaffordAinda não há avaliações
- License Trouble Shooting Guide - Network - Disk IDDocumento116 páginasLicense Trouble Shooting Guide - Network - Disk IDEmily StaffordAinda não há avaliações
- Steel Frame Design Manual: New Zealand 3404-1997Documento104 páginasSteel Frame Design Manual: New Zealand 3404-1997Emily StaffordAinda não há avaliações
- Frameworks Plus Write/Read For Sap2000/Etabs: Application ProgramsDocumento12 páginasFrameworks Plus Write/Read For Sap2000/Etabs: Application ProgramsEmily StaffordAinda não há avaliações
- SFD Csa S16 14Documento118 páginasSFD Csa S16 14Emily Stafford0% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- CTH Meja Makan at IkeaDocumento5 páginasCTH Meja Makan at IkeaArfaizal RozaliAinda não há avaliações
- Engineered TIMBER PRODUCTSDocumento9 páginasEngineered TIMBER PRODUCTSAr Ayoushika Abrol0% (1)
- BMC Assignment S5 (HARDBOARD&GLULAM)Documento19 páginasBMC Assignment S5 (HARDBOARD&GLULAM)Ebin JoyAinda não há avaliações
- Green LamDocumento32 páginasGreen LamRitesh MadaanAinda não há avaliações
- Technical Handbook ENG - v2022Documento25 páginasTechnical Handbook ENG - v2022Arlette RuizAinda não há avaliações
- Brandom Cabinets Catalog PDFDocumento265 páginasBrandom Cabinets Catalog PDFJennie Schulze14% (7)
- Aldehydes Scavengers - Presentation Juillet 2014Documento4 páginasAldehydes Scavengers - Presentation Juillet 2014pkh29Ainda não há avaliações
- Furnitures Eqt SuppliesDocumento10 páginasFurnitures Eqt SuppliesJustine BrianAinda não há avaliações
- Environmental and Socio-Economic Aspect Study On Rangamati (Kaptai Lake & Surrounding Area)Documento20 páginasEnvironmental and Socio-Economic Aspect Study On Rangamati (Kaptai Lake & Surrounding Area)RuhitAhmedRuhit100% (1)
- Polywood Business PlanDocumento23 páginasPolywood Business PlanAsfaw MuletaAinda não há avaliações
- Cabinets FrontsDocumento41 páginasCabinets FrontslauraAinda não há avaliações
- Part 8 (Final A) of Ghana Building CODE (2012)Documento32 páginasPart 8 (Final A) of Ghana Building CODE (2012)solomonayehAinda não há avaliações
- Bunnings CatalogueDocumento24 páginasBunnings Cataloguethomas.mammenAinda não há avaliações
- Natural Binders: January 2007Documento36 páginasNatural Binders: January 2007Muhammad YaseenAinda não há avaliações
- Bioresources.: Understanding of Formaldehyde Emissions From Solid Wood: An OverviewDocumento16 páginasBioresources.: Understanding of Formaldehyde Emissions From Solid Wood: An OverviewMarcele CannataAinda não há avaliações
- Industrial wood-PlYWOODDocumento32 páginasIndustrial wood-PlYWOODsakshi100% (1)
- As 3740-2010 Waterproofing of Domestic Wet AreasDocumento8 páginasAs 3740-2010 Waterproofing of Domestic Wet AreasSAI Global - APAC0% (1)
- HPL - Construction MaterialDocumento8 páginasHPL - Construction MaterialAnkit AgarwalAinda não há avaliações
- Particle Wood ManufactureDocumento43 páginasParticle Wood ManufactureMicah Juguan Salgado100% (2)
- Wood - Materials For FurnitureDocumento5 páginasWood - Materials For FurnitureSilviu BogdanAinda não há avaliações
- Abstract Estimate: Work ID: Name of The Work: U-DISE Code: School Name: Estimate Amount (In RS.)Documento8 páginasAbstract Estimate: Work ID: Name of The Work: U-DISE Code: School Name: Estimate Amount (In RS.)Bharath VAinda não há avaliações
- Lesson Plans For Module 27501-15 Abinetmaking: Learning Objective 1 Learning Objective 4Documento7 páginasLesson Plans For Module 27501-15 Abinetmaking: Learning Objective 1 Learning Objective 4Marica PangilinanAinda não há avaliações
- Manufactured BoardsDocumento1 páginaManufactured Boardsriain2008100% (1)
- A Round Kitchen Classic - Bent Laminated Cherry TableDocumento8 páginasA Round Kitchen Classic - Bent Laminated Cherry TableJainar BerlianaAinda não há avaliações
- BT MidtermsDocumento179 páginasBT MidtermsDave Christian CastilloAinda não há avaliações
- Kronobuild EN 2015 - Web PDFDocumento153 páginasKronobuild EN 2015 - Web PDFIgor SimunovicAinda não há avaliações
- TopFloor Masterbook En-3Documento52 páginasTopFloor Masterbook En-3Borko TucovicAinda não há avaliações
- Sem 7 MMBC Module 1 - WoodsDocumento8 páginasSem 7 MMBC Module 1 - WoodsARTFOLIO .49Ainda não há avaliações
- Without Detail Drawings: DIY CNC Router PlansDocumento47 páginasWithout Detail Drawings: DIY CNC Router PlansLiteBox VentasAinda não há avaliações
- Weights and Loads - ElfaDocumento2 páginasWeights and Loads - ElfaEtibar AliyevAinda não há avaliações