Você também pode gostar
- WE 201 - Bearing Maintenance and TechnologyDocumento2 páginasWE 201 - Bearing Maintenance and TechnologyBjorn FejerAinda não há avaliações
- Operation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)Documento12 páginasOperation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)GogaAinda não há avaliações
- Failure Analysis of A Diesel Engine Rocker ArmDocumento7 páginasFailure Analysis of A Diesel Engine Rocker Armabhijeet7362Ainda não há avaliações
- LT32599 10Documento38 páginasLT32599 10Angela BaileyAinda não há avaliações
- 16.wear Debris Analysis-A Meaningful Condition Monitoring Technique For Industrial Drives PDFDocumento6 páginas16.wear Debris Analysis-A Meaningful Condition Monitoring Technique For Industrial Drives PDFWesley DoorsamyAinda não há avaliações
- FS110 - What Causes Engine Oil ConsumptionDocumento4 páginasFS110 - What Causes Engine Oil ConsumptionPrabakar MahesanAinda não há avaliações
- Photography of Gear Failures: Robert ErricheuoDocumento4 páginasPhotography of Gear Failures: Robert Erricheuorashm006ranjan100% (1)
- Certified Maintenance & Reliability Technician CMRT Candidate Guide For Certification and Re-CertificationDocumento3 páginasCertified Maintenance & Reliability Technician CMRT Candidate Guide For Certification and Re-Certificationlinbaba123Ainda não há avaliações
- CM20190617 40dc1 03446Documento16 páginasCM20190617 40dc1 03446غسان عبد الناظرAinda não há avaliações
- Engine Oil MythsDocumento2 páginasEngine Oil Mythshpss77Ainda não há avaliações
- General Discussions On Lubricating OilsDocumento59 páginasGeneral Discussions On Lubricating OilsHari PurwadiAinda não há avaliações
- EGT001 Roller Bearings Lubrication TrainingDocumento10 páginasEGT001 Roller Bearings Lubrication TrainingJom BonhayagAinda não há avaliações
- The Effects of Soot-Contaminated Engine Oil On Wear and FrictionDocumento22 páginasThe Effects of Soot-Contaminated Engine Oil On Wear and FrictionAssimilator1Ainda não há avaliações
- Machinery Lubrication Level IIDocumento6 páginasMachinery Lubrication Level IILot SalasAinda não há avaliações
- PQ Index - General LimitDocumento1 páginaPQ Index - General Limitgilar herliana putraAinda não há avaliações
- ROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enDocumento156 páginasROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enCeliocp PinheiroAinda não há avaliações
- Level I Machinery Lubrication Technician (Body of Knowledge)Documento2 páginasLevel I Machinery Lubrication Technician (Body of Knowledge)Anonymous OFwyjaMyAinda não há avaliações
- OEM Engine Oil Lubricant Specifications: White PaperDocumento4 páginasOEM Engine Oil Lubricant Specifications: White Papermohamed100% (1)
- Pinion Backlash Measurement 100714Documento3 páginasPinion Backlash Measurement 100714Anand KesarkarAinda não há avaliações
- Steps To Optimize Lubricants Use PDFDocumento113 páginasSteps To Optimize Lubricants Use PDFPrabhu LohakareAinda não há avaliações
- MLI May June 2016Documento40 páginasMLI May June 2016Dhruv SolankiAinda não há avaliações
- Wear Debris AnalysisDocumento3 páginasWear Debris AnalysisPrakash SomasundaramAinda não há avaliações
- Chevron Y Texaco TablaDocumento40 páginasChevron Y Texaco TablasofelsbabaAinda não há avaliações
- Petro Canada Duron HP - 15w-40 PDFDocumento10 páginasPetro Canada Duron HP - 15w-40 PDFPubcrawl100% (1)
- Iso 13379 2003 en FR PDFDocumento11 páginasIso 13379 2003 en FR PDFClaudio Carrasco Navarrete100% (1)
- Machinery Lubrication Training in JakartaCompanyAddressCity/State/ZipPhoneDocumento7 páginasMachinery Lubrication Training in JakartaCompanyAddressCity/State/ZipPhoneediwski100% (1)
- Mount Meru Product Catalogue First VersionDocumento20 páginasMount Meru Product Catalogue First Versionilovem2foodAinda não há avaliações
- Wear Debris AnalysisDocumento28 páginasWear Debris AnalysisAman Kumar SaranAinda não há avaliações
- Microsoft PowerPoint - ARP-E Practice Quiz v1Documento23 páginasMicrosoft PowerPoint - ARP-E Practice Quiz v1enjiniring sbklAinda não há avaliações
- Failure Analysis of A Diesel Generator Connecting Rod PDFDocumento8 páginasFailure Analysis of A Diesel Generator Connecting Rod PDFLeyner Ignacio CorreaAinda não há avaliações
- Oil Sampling Mistakes Avoid Ensure Data QualityDocumento2 páginasOil Sampling Mistakes Avoid Ensure Data QualityrobjowssAinda não há avaliações
- AMMJ266Documento60 páginasAMMJ266Virojana TantibadaroAinda não há avaliações
- TRIBOLOGY & LUBRICATION TECHNOLOGY Sep 2016Documento92 páginasTRIBOLOGY & LUBRICATION TECHNOLOGY Sep 2016Jorge Cuadros BlasAinda não há avaliações
- Bearing Failure PDFDocumento5 páginasBearing Failure PDF01666754614100% (2)
- Bearings With Solid Grease: NTN CorporationDocumento11 páginasBearings With Solid Grease: NTN Corporationshan_1299Ainda não há avaliações
- Shovel Lubrication PDFDocumento2 páginasShovel Lubrication PDFSounak SasmalAinda não há avaliações
- PQ IndexDocumento2 páginasPQ IndexVíctor Miguel ClAinda não há avaliações
- Ball Bearing Case Studies enDocumento8 páginasBall Bearing Case Studies ensubodh ranjanAinda não há avaliações
- OMA Reading PDFDocumento2 páginasOMA Reading PDFSantos Junnior Hipolito SandovalAinda não há avaliações
- PEHP6001 - Good Oil SampleDocumento2 páginasPEHP6001 - Good Oil SampleAndre Paul MektronikAinda não há avaliações
- How To Write A Lubrication ProcedureDocumento5 páginasHow To Write A Lubrication ProceduremawooaAinda não há avaliações
- 8mm Video Mechanical Adjustment Manual IX - 992986111Documento45 páginas8mm Video Mechanical Adjustment Manual IX - 992986111Franco GaitanAinda não há avaliações
- Inspection Plug GuideDocumento3 páginasInspection Plug GuideAbdul AzisAinda não há avaliações
- The Next Generation Gas Engine Oil Mobil Pegasus 1005Documento46 páginasThe Next Generation Gas Engine Oil Mobil Pegasus 1005Sandeep100% (1)
- Fire Retardant Hydraulic FluidsDocumento12 páginasFire Retardant Hydraulic FluidsPRASAD SANAPAinda não há avaliações
- Lube Tech 113 The Impact of SAE Critical Specifications To The Formulating and Manufacture of Automotive Oils PDFDocumento5 páginasLube Tech 113 The Impact of SAE Critical Specifications To The Formulating and Manufacture of Automotive Oils PDFAaron SaidAinda não há avaliações
- Petro Canada Lubricants Handbook 2012 English PDFDocumento212 páginasPetro Canada Lubricants Handbook 2012 English PDFsoumya ghoshAinda não há avaliações
- Technology Forum - Indoneusa - Gas Engines (Oct.2014) V2Documento42 páginasTechnology Forum - Indoneusa - Gas Engines (Oct.2014) V2Frana HadiAinda não há avaliações
- Torque Converter InspectionDocumento2 páginasTorque Converter InspectionTilleya MadramootooAinda não há avaliações
- 3017e PDFDocumento26 páginas3017e PDFedgarpolAinda não há avaliações
- Finding The Root Causes of Oil DegradationDocumento12 páginasFinding The Root Causes of Oil Degradationtehnicar1Ainda não há avaliações
- Timken Seal Specification GuideDocumento204 páginasTimken Seal Specification GuideRupesh DesaiAinda não há avaliações
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionAinda não há avaliações
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNo EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionAinda não há avaliações
- Failure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionNo EverandFailure Reporting Analysis And Corrective Action System A Complete Guide - 2020 EditionAinda não há avaliações
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityNo EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityNota: 3 de 5 estrelas3/5 (4)
- Valve ActuatorsDocumento10 páginasValve Actuatorsluagu100% (1)
- Materials HandlingDocumento10 páginasMaterials HandlingluaguAinda não há avaliações
- Aker SolutionsDocumento34 páginasAker Solutionsluagu100% (3)
- Separator Pressure OptimizationDocumento86 páginasSeparator Pressure OptimizationluaguAinda não há avaliações
- 75-Centrifugal Pump Vibration Caused by Supersynchronous Shaft Instability - DRS&SMPDocumento14 páginas75-Centrifugal Pump Vibration Caused by Supersynchronous Shaft Instability - DRS&SMPمحمد جوادAinda não há avaliações
- Pinch and Approach Point On HRSGDocumento12 páginasPinch and Approach Point On HRSGluaguAinda não há avaliações
- Roto Desihn AuditsDocumento17 páginasRoto Desihn AuditsluaguAinda não há avaliações
- Calgonpump@Hydropneumatic Tank SizingDocumento4 páginasCalgonpump@Hydropneumatic Tank Sizingcyong7788Ainda não há avaliações
- Deaerator PrincipleDocumento1 páginaDeaerator PrincipleluaguAinda não há avaliações
- Combined Cycle Heat Recovery OptimizationDocumento6 páginasCombined Cycle Heat Recovery OptimizationluaguAinda não há avaliações
- Understanding Iso CodesDocumento2 páginasUnderstanding Iso CodesluaguAinda não há avaliações
- Armstrong Air TrapsDocumento2 páginasArmstrong Air TrapsluaguAinda não há avaliações
- Part II Proper Filter SizingDocumento5 páginasPart II Proper Filter SizingluaguAinda não há avaliações
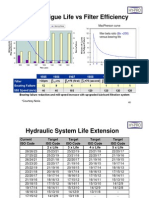
- ISO Code Vs Life ExtensionDocumento3 páginasISO Code Vs Life ExtensionluaguAinda não há avaliações
- Southern Co HRDocumento43 páginasSouthern Co HRluaguAinda não há avaliações
- Design data chapter summaryDocumento16 páginasDesign data chapter summaryjunhe898Ainda não há avaliações
- Manual Motor Crrcpro26iDocumento8 páginasManual Motor Crrcpro26ieduardo_albornoz_5Ainda não há avaliações
- Chapter Three:: Kinetics of Particles: Newton's Second LawDocumento44 páginasChapter Three:: Kinetics of Particles: Newton's Second LawSalahadin ShemsuAinda não há avaliações
- Die Casting Machines Core Pins & Ejector PinsDocumento1 páginaDie Casting Machines Core Pins & Ejector PinsJayden BarnesAinda não há avaliações
- Project Cover Sheet and Drawing List for MAN Engine CraneDocumento16 páginasProject Cover Sheet and Drawing List for MAN Engine CraneYuseriAinda não há avaliações
- Assingment 2Documento1 páginaAssingment 2Aliaa TarekAinda não há avaliações
- Service Manual: MU-A07YV - MU-A09YV - MU-A12YVDocumento28 páginasService Manual: MU-A07YV - MU-A09YV - MU-A12YValessandroAinda não há avaliações
- Salford Journal of Bridge Engineering Jan-18Documento24 páginasSalford Journal of Bridge Engineering Jan-18Swaminathan VivekananthamAinda não há avaliações
- Technical Data Sheet: Ft041En - A - 0313 - 160atjDocumento2 páginasTechnical Data Sheet: Ft041En - A - 0313 - 160atjElaine Malazzab PublikoAinda não há avaliações
- EJOT ASYST Component System Flyer 10.17Documento5 páginasEJOT ASYST Component System Flyer 10.17Eren GülayAinda não há avaliações
- Manual NovaturnDocumento86 páginasManual NovaturnVictor SerranoAinda não há avaliações
- Training Report HPGCLDocumento34 páginasTraining Report HPGCLSidhant BhayanaAinda não há avaliações
- Catalogue ACDelco RemanEnginesDocumento90 páginasCatalogue ACDelco RemanEnginesphamnhatlinh467Ainda não há avaliações
- Product Information: Diesel Extra LD 15W40Documento2 páginasProduct Information: Diesel Extra LD 15W40movie hunterAinda não há avaliações
- Renault Master BrochureDocumento37 páginasRenault Master BrochureAdriano Freire SilvaAinda não há avaliações
- 5 Desain CVDocumento5 páginas5 Desain CVInda Sela GifariAinda não há avaliações
- BS en 12334-2001Documento14 páginasBS en 12334-2001Udit Kumar SarkarAinda não há avaliações
- 'Westerbeke: Parts ListDocumento106 páginas'Westerbeke: Parts ListasdrubalaraujoAinda não há avaliações
- Tutorial 7 MomentumDocumento4 páginasTutorial 7 Momentumapi-3827354Ainda não há avaliações
- Genie Scc755psDocumento2 páginasGenie Scc755psWellington Xavier Pazmiño RodríguezAinda não há avaliações
- Service News: Installation of Stage 2 Long MK Ii Onzr4 Priority: Iv Gac: 48 Ecb Aif 1357/C1 Date: 17/07/2004Documento30 páginasService News: Installation of Stage 2 Long MK Ii Onzr4 Priority: Iv Gac: 48 Ecb Aif 1357/C1 Date: 17/07/2004Muhammad HardiusAinda não há avaliações
- Bearing Capacity of Rockspub101172495Documento13 páginasBearing Capacity of Rockspub101172495Mehdi Mir100% (1)
- Modular 85 System, (MS-02-208) R3Documento8 páginasModular 85 System, (MS-02-208) R3herysyam1980Ainda não há avaliações
- Sany 230C - Sy230c8c3kDocumento268 páginasSany 230C - Sy230c8c3kLS Hidráulica ManilhaAinda não há avaliações
- Andromeda V1.2 Assembly GuideDocumento19 páginasAndromeda V1.2 Assembly Guidenajoko6753Ainda não há avaliações
- Volvo Ecr50D: Parts CatalogDocumento469 páginasVolvo Ecr50D: Parts CataloggiselleAinda não há avaliações
- Memoria Muro Mamposteria Escalera QuickMasonryDocumento7 páginasMemoria Muro Mamposteria Escalera QuickMasonryJulio Marcial Ramos QuinteroAinda não há avaliações
- R070T Parts ManualDocumento43 páginasR070T Parts ManualDieselkAinda não há avaliações
- Second Law of Thermodynamics 1Documento16 páginasSecond Law of Thermodynamics 1Lone KnightAinda não há avaliações