Você também pode gostar
- ZH - 2005 RCDocumento99 páginasZH - 2005 RCLTE002Ainda não há avaliações
- Soil WashingDocumento19 páginasSoil WashingLTE002Ainda não há avaliações
- High PerformanceDocumento3 páginasHigh PerformanceLTE002Ainda não há avaliações
- Biomass To Ethanol ProcessDocumento132 páginasBiomass To Ethanol ProcessLTE002Ainda não há avaliações
- Cal Methodology - Energy Saving - Electrical - HouseholdDocumento15 páginasCal Methodology - Energy Saving - Electrical - HouseholdLTE002Ainda não há avaliações
- Simulation of High-Speed FillingDocumento13 páginasSimulation of High-Speed FillingLTE002Ainda não há avaliações
- Trigger Sprayer Dynamic Systems ModelDocumento5 páginasTrigger Sprayer Dynamic Systems ModelLTE002Ainda não há avaliações
- Paper - 84 Magnetic FormingDocumento8 páginasPaper - 84 Magnetic FormingLTE002Ainda não há avaliações
- 49 Structure Porosity of Flocculated ADDocumento8 páginas49 Structure Porosity of Flocculated ADLTE002Ainda não há avaliações
- Paper - 5 Noise MinimizationDocumento5 páginasPaper - 5 Noise MinimizationLTE002Ainda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Deck Cranes PDFDocumento7 páginasDeck Cranes PDFIndra Ranu KusumaAinda não há avaliações
- For Less: Stack MoreDocumento12 páginasFor Less: Stack MoreKshitiz MittalAinda não há avaliações
- 16operation StartingadieselengineDocumento76 páginas16operation StartingadieselengineVijay HanchinalAinda não há avaliações
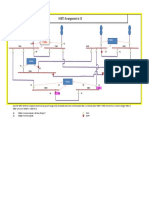
- HSBTS Diagram PDFDocumento1 páginaHSBTS Diagram PDFMayurAinda não há avaliações
- Generator Selection Calculation: 1 2 3 4 5 6 7 8 9 Total Load KvaDocumento2 páginasGenerator Selection Calculation: 1 2 3 4 5 6 7 8 9 Total Load KvaAmir SultanAinda não há avaliações
- Service Station Manual Vespa LX 125 - 150 4t Euro 3Documento241 páginasService Station Manual Vespa LX 125 - 150 4t Euro 3Adèle Standard100% (1)
- Exoterm Dan EndotermDocumento19 páginasExoterm Dan EndotermZakiyahAinda não há avaliações
- 5456 de Filter PressDocumento6 páginas5456 de Filter PressmbhadelAinda não há avaliações
- Air Brakes Module 1Documento49 páginasAir Brakes Module 1emreorakAinda não há avaliações
- Manual Grindex - Bravo400.Documento26 páginasManual Grindex - Bravo400.Roque LlamoccaAinda não há avaliações
- 28 Psychrometric ProcessesDocumento19 páginas28 Psychrometric ProcessesPRASAD326100% (7)
- NSGAFÖU 1,8/3 KV: Product InformationDocumento3 páginasNSGAFÖU 1,8/3 KV: Product InformationAttila HorvathAinda não há avaliações
- Production of Bio Ethanol From Sugarcane BagasseDocumento4 páginasProduction of Bio Ethanol From Sugarcane BagassePreet ChahalAinda não há avaliações
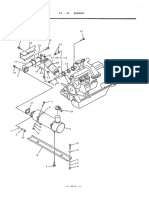
- Catalogo de Partes Compresor Ingersoll Rand PDFDocumento34 páginasCatalogo de Partes Compresor Ingersoll Rand PDFHarold Joel Zurita LinaresAinda não há avaliações
- MF1547Electric Panel PDFDocumento24 páginasMF1547Electric Panel PDFAhmad Ali NursahidinAinda não há avaliações
- 250 WATT Power Inverter: Power Small Appliances From Your Car or Any Other 12-Volt Source With Our 250-Watt InverterDocumento3 páginas250 WATT Power Inverter: Power Small Appliances From Your Car or Any Other 12-Volt Source With Our 250-Watt Invertertaner56Ainda não há avaliações
- WTP NotesDocumento9 páginasWTP Notessanjee2Ainda não há avaliações
- IEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration ChallengesDocumento10 páginasIEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration Challengesjagadeeshkumar116100% (1)
- Kem R7005 Uc2 Ud2-541010Documento18 páginasKem R7005 Uc2 Ud2-541010Anonymous C6Vaod9Ainda não há avaliações
- Shaffer Et Al. - 2003 - Foraging Effort in Relation To The Constraints ofDocumento9 páginasShaffer Et Al. - 2003 - Foraging Effort in Relation To The Constraints ofBenjamin MendezAinda não há avaliações
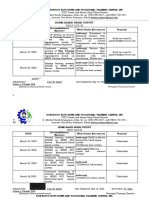
- 1 Home Base Work March 19-MRCH 31Documento3 páginas1 Home Base Work March 19-MRCH 31Celso AmotoAinda não há avaliações
- CATERPILAR3516 1550-2200 BHPDocumento6 páginasCATERPILAR3516 1550-2200 BHPNadia AnandaAinda não há avaliações
- Ashrae 90.1-2010Documento92 páginasAshrae 90.1-2010asarlakAinda não há avaliações
- Design HydSysDocumento1 páginaDesign HydSysManikandan RamalingamAinda não há avaliações
- 2002 Physics NQE QuestionsDocumento7 páginas2002 Physics NQE QuestionskarxriAinda não há avaliações
- PDS655S 404 405Documento59 páginasPDS655S 404 405Naing Min HtunAinda não há avaliações
- WAE Assignment 2018 - UpdatedDocumento4 páginasWAE Assignment 2018 - UpdatedCarl MigaelAinda não há avaliações
- 215 D Schema Hydraulique - cssiSImageServletDocumento2 páginas215 D Schema Hydraulique - cssiSImageServletSieda SiedaAinda não há avaliações
- Essentials of Radio Wave PropagationDocumento215 páginasEssentials of Radio Wave Propagation9177811805100% (7)
- GT ManualDocumento10 páginasGT Manualsoldatbr4183Ainda não há avaliações