Você também pode gostar
- Section 7: Spindle: FadalDocumento6 páginasSection 7: Spindle: FadalAsif JamilAinda não há avaliações
- As58 (Pfaff)Documento16 páginasAs58 (Pfaff)jongaeckAinda não há avaliações
- Emergency Stop FadalDocumento2 páginasEmergency Stop FadalDSunte WilsonAinda não há avaliações
- Sect 7 KeyboardDocumento10 páginasSect 7 KeyboardCAD CAMAinda não há avaliações
- Zba 4 FDocumento14 páginasZba 4 Faungp4142Ainda não há avaliações
- Manual Mar FederalDocumento21 páginasManual Mar FederalAlan CedilloAinda não há avaliações
- WHB04B-4:4 WHB04B-6:6Documento15 páginasWHB04B-4:4 WHB04B-6:6Marko CuricAinda não há avaliações
- Maquina FanucDocumento24 páginasMaquina FanucpatricioAinda não há avaliações
- RTS Motor Programming InstructionsDocumento4 páginasRTS Motor Programming InstructionsSaqibGhaffarAinda não há avaliações
- ManualDocumento15 páginasManualdiegoAinda não há avaliações
- CNC Turning Redone v2Documento52 páginasCNC Turning Redone v2timoshAinda não há avaliações
- Operation Panel Setting Instruction ManualDocumento16 páginasOperation Panel Setting Instruction ManualDinh NguyenAinda não há avaliações
- Motoman ManualDocumento16 páginasMotoman ManualvalentincaciorAinda não há avaliações
- 12.machine MaintenanceDocumento5 páginas12.machine MaintenanceThoi CoAinda não há avaliações
- Innovair Mini Split Remote Control User Manual English 4Documento11 páginasInnovair Mini Split Remote Control User Manual English 4Christtian MontoyaAinda não há avaliações
- Life Pro Wi-Fi RC ManualDocumento32 páginasLife Pro Wi-Fi RC ManualConstantin Adrian CiontuAinda não há avaliações
- Power On Off FadalDocumento8 páginasPower On Off FadalDSunte WilsonAinda não há avaliações
- Manual of Control Board For AwningsDocumento10 páginasManual of Control Board For AwningsROLLING CODEAinda não há avaliações
- Features of CNC Machining Centers: Lab 4: IdentificationDocumento17 páginasFeatures of CNC Machining Centers: Lab 4: IdentificationstakarlAinda não há avaliações
- 928TC eDocumento113 páginas928TC eGuillermo RamirezAinda não há avaliações
- 1.boxford Mill ControlsDocumento2 páginas1.boxford Mill ControlsmwilsonAinda não há avaliações
- Automatic Tool Changer (ATC) For The VMC-5000: A Supplement To The VMC-5000 User S GuideDocumento46 páginasAutomatic Tool Changer (ATC) For The VMC-5000: A Supplement To The VMC-5000 User S GuideScott ShaverAinda não há avaliações
- Arburg 221 ManualDocumento92 páginasArburg 221 ManualZeljko Djukic73% (15)
- Item No.f29/f629Documento11 páginasItem No.f29/f629Eugen MoldovanAinda não há avaliações
- Instruction of 3D Tube Bender (DOBLADORA DE TUBOS CHINA)Documento19 páginasInstruction of 3D Tube Bender (DOBLADORA DE TUBOS CHINA)MauricioAinda não há avaliações
- Machine Tool IdentificationDocumento17 páginasMachine Tool IdentificationShiva Krishna BhagavatulaAinda não há avaliações
- Manual Usuario Gree ConductosDocumento36 páginasManual Usuario Gree ConductosBmw x5 e46Ainda não há avaliações
- Gree Remote Controller ManualDocumento9 páginasGree Remote Controller Manualshoaib hassanAinda não há avaliações
- Text Panel User GuideDocumento5 páginasText Panel User Guideshanmugam86Ainda não há avaliações
- Mazak 640M PLC Edit ProcedureDocumento1 páginaMazak 640M PLC Edit ProcedureRMK BrothersAinda não há avaliações
- 1.21. Tipos y Apli de Tornos CNCDocumento19 páginas1.21. Tipos y Apli de Tornos CNCCarlos Alberto Andrade NaranjoAinda não há avaliações
- Standard Operating Procedures (Sop) Edm Wire CutDocumento3 páginasStandard Operating Procedures (Sop) Edm Wire Cutmuhammad afnan100% (1)
- Yn 568 ExDocumento35 páginasYn 568 ExMiguel Herrera MarquezAinda não há avaliações
- Defibrillator Handling AND TestingDocumento20 páginasDefibrillator Handling AND TestingAbigailAinda não há avaliações
- Qpro 9 en Auto Doffer.Documento24 páginasQpro 9 en Auto Doffer.Md Hanif SonketAinda não há avaliações
- Alfa Romeo 159 SELESPEED Gearbox OverviewDocumento26 páginasAlfa Romeo 159 SELESPEED Gearbox Overviewetaho140% (5)
- Manual StrandjackDocumento17 páginasManual StrandjackSusanto HidayatAinda não há avaliações
- Ireless Ntuitive Robing Ystem: Wireless Intuitive Probing System W I P SDocumento32 páginasIreless Ntuitive Robing Ystem: Wireless Intuitive Probing System W I P SGuillermo RamirezAinda não há avaliações
- Janobike English Instruction ManualDocumento10 páginasJanobike English Instruction ManualKakumkum BlancoAinda não há avaliações
- 4470 Controller Manual Minikol M15SDocumento19 páginas4470 Controller Manual Minikol M15SNestor Rodrigo Gallegos LeivaAinda não há avaliações
- Battery Internal Resistance Tester: User ManualDocumento20 páginasBattery Internal Resistance Tester: User ManualRocky RiversAinda não há avaliações
- MANUAL-ZK-180MU - NEMA5-15Plug Insert Press-2022Documento13 páginasMANUAL-ZK-180MU - NEMA5-15Plug Insert Press-2022danielAinda não há avaliações
- 12PSBG3 7F Computer ControlerDocumento7 páginas12PSBG3 7F Computer ControlerSaeed AlviAinda não há avaliações
- G M CodesDocumento6 páginasG M CodesAntony Chacha GatiAinda não há avaliações
- Full DC Inverter Systems: Owner'S Manual Wired Controller KJR-12BDocumento15 páginasFull DC Inverter Systems: Owner'S Manual Wired Controller KJR-12BToni DlabacAinda não há avaliações
- Alimentador Nexus ProgrammingDocumento6 páginasAlimentador Nexus ProgrammingRafaColemaAinda não há avaliações
- Split Type Ac and Multi Split Ac Service ManualDocumento45 páginasSplit Type Ac and Multi Split Ac Service ManualJesus Manuel TorrealbaAinda não há avaliações
- Yongnuo 560 EX II Flash User ManualDocumento1 páginaYongnuo 560 EX II Flash User ManualEj CoombsAinda não há avaliações
- SPM BushDocumento4 páginasSPM BushZarana BhattAinda não há avaliações
- Acc Ign1Documento4 páginasAcc Ign1screwyouregAinda não há avaliações
- Viper 4806v Install GuideDocumento2 páginasViper 4806v Install Guidejllaredo0% (3)
- 杰克A4E-Q English 说明书VersionDocumento13 páginas杰克A4E-Q English 说明书Versionmajochepe25Ainda não há avaliações
- Rugby200 User en PDFDocumento36 páginasRugby200 User en PDFvelooAinda não há avaliações
- MD11-1 NC Controller Operation ManualDocumento8 páginasMD11-1 NC Controller Operation Manualjmilomir6512100% (1)
- KJR 12BDocumento31 páginasKJR 12BJordi Compte García0% (1)
- Sect 22 TRM OperationDocumento8 páginasSect 22 TRM Operationjuan carlos mejia riveraAinda não há avaliações
- Uipet-03 Manual 1Documento6 páginasUipet-03 Manual 1Mohd SharimAinda não há avaliações
- OM System "Olympus" OM-1: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsNo EverandOM System "Olympus" OM-1: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsAinda não há avaliações
- Olympus OM-D E-M1 Mark III: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsNo EverandOlympus OM-D E-M1 Mark III: Pocket Guide: Buttons, Dials, Settings, Modes, and Shooting TipsAinda não há avaliações
- Waiver Volleyball PDFDocumento1 páginaWaiver Volleyball PDFDSunte WilsonAinda não há avaliações
- COVID 19 Waiver PDFDocumento1 páginaCOVID 19 Waiver PDFDSunte WilsonAinda não há avaliações
- COVID 19 Waiver PDFDocumento1 páginaCOVID 19 Waiver PDFDSunte WilsonAinda não há avaliações
- Accident Waiver and Release of Liability Form: PARENT/GUARDIAN WAIVER FOR MINORS (Under 18 Years Old)Documento1 páginaAccident Waiver and Release of Liability Form: PARENT/GUARDIAN WAIVER FOR MINORS (Under 18 Years Old)DSunte WilsonAinda não há avaliações
- Scorekeeping TutorialDocumento37 páginasScorekeeping TutorialDSunte WilsonAinda não há avaliações
- VolleyballDocumento214 páginasVolleyballjasrienoAinda não há avaliações
- Diamond Invitiational 2018Documento2 páginasDiamond Invitiational 2018DSunte WilsonAinda não há avaliações
- Business Communication Part 1Documento206 páginasBusiness Communication Part 1DSunte WilsonAinda não há avaliações
- Iseries PresentationDocumento44 páginasIseries PresentationDSunte WilsonAinda não há avaliações
- Positions For Patriot VolleyballDocumento2 páginasPositions For Patriot VolleyballDSunte WilsonAinda não há avaliações
- Agile Scrum SlidesDocumento124 páginasAgile Scrum SlidesDSunte Wilson100% (5)
- OOB Picture FormDocumento1 páginaOOB Picture FormDSunte WilsonAinda não há avaliações
- Volleyball RotationsDocumento13 páginasVolleyball RotationsDSunte WilsonAinda não há avaliações
- Project Leadership Building High Performance Teams - Day 1Documento148 páginasProject Leadership Building High Performance Teams - Day 1DSunte WilsonAinda não há avaliações
- Ruby Extra ProgrammingDocumento15 páginasRuby Extra ProgrammingDSunte WilsonAinda não há avaliações
- Module 3 Library ListsDocumento2 páginasModule 3 Library ListsDSunte WilsonAinda não há avaliações
- More As400 InfoDocumento40 páginasMore As400 InfoDSunte WilsonAinda não há avaliações
- Puppet-Talk OdpDocumento31 páginasPuppet-Talk OdpleenaapAinda não há avaliações
- Apache Hadoop Next Generation Compute Platform: © Hortonworks Inc. 2013Documento22 páginasApache Hadoop Next Generation Compute Platform: © Hortonworks Inc. 2013DSunte WilsonAinda não há avaliações
- As 400 User GuideDocumento95 páginasAs 400 User GuideDSunte WilsonAinda não há avaliações
- MBTI Personality Type TestDocumento4 páginasMBTI Personality Type TestDSunte WilsonAinda não há avaliações
- Lesson 6Documento31 páginasLesson 6DSunte WilsonAinda não há avaliações
- Splunk BookDocumento275 páginasSplunk BookDSunte Wilson100% (5)
- Hive TutorialDocumento25 páginasHive TutorialSankalp JangamAinda não há avaliações
- Lab17 SampleDocumento5 páginasLab17 SampleDSunte WilsonAinda não há avaliações
- Oracle SBC Configuration and Administration 5 Day Course OutlineDocumento4 páginasOracle SBC Configuration and Administration 5 Day Course OutlineDSunte WilsonAinda não há avaliações
- Lab1 SampleDocumento5 páginasLab1 SampleDSunte WilsonAinda não há avaliações
- An Introduction To Mapreduce:: Abstractions and Beyond!Documento18 páginasAn Introduction To Mapreduce:: Abstractions and Beyond!DSunte WilsonAinda não há avaliações
- 2 Mariadb GrantDocumento3 páginas2 Mariadb GrantDSunte WilsonAinda não há avaliações
- Effects of Customer Relationship Management On Market Performance: A Comparative PerspectiveDocumento94 páginasEffects of Customer Relationship Management On Market Performance: A Comparative PerspectiveMelesse MisganawAinda não há avaliações
- Bukupanduan t300Documento60 páginasBukupanduan t300Riefal Al100% (1)
- RSA by Divisions - SH & MDR As On 20 July 2017Documento237 páginasRSA by Divisions - SH & MDR As On 20 July 2017Akshay Kumar SahooAinda não há avaliações
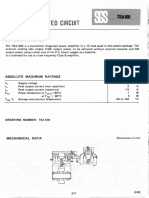
- Linear Integrated Circuit: 5W Audio AmplifierDocumento5 páginasLinear Integrated Circuit: 5W Audio AmplifierVictor AsterdamAinda não há avaliações
- S6206 Thales Point MachineDocumento32 páginasS6206 Thales Point Machineمعتز يحيى100% (2)
- Mat1003 Discrete-Mathematical-Structures TH 3.0 6 Mat1003 Discrete-Mathematical-Structures TH 3.0 6 Mat 1003 Discrete Mathematical StructuresDocumento2 páginasMat1003 Discrete-Mathematical-Structures TH 3.0 6 Mat1003 Discrete-Mathematical-Structures TH 3.0 6 Mat 1003 Discrete Mathematical Structuresbalajichevuri8Ainda não há avaliações
- Salzbankresume2015 2016Documento1 páginaSalzbankresume2015 2016api-300692572Ainda não há avaliações
- Java ManualDocumento59 páginasJava ManualThirupathi Reddy. Bandi1620Ainda não há avaliações
- Hill ClimbingDocumento12 páginasHill ClimbingVishesh YadavAinda não há avaliações
- Readme145678 01Documento12 páginasReadme145678 01YEahrightOk5080Ainda não há avaliações
- Discrete Mathematics: (COMP2121B)Documento20 páginasDiscrete Mathematics: (COMP2121B)Brandon TayAinda não há avaliações
- Master of Engineering Programme: Revised Study and Evaluation SchemeDocumento31 páginasMaster of Engineering Programme: Revised Study and Evaluation SchemeabcdAinda não há avaliações
- PAMDocumento11 páginasPAMMarco Alejandro Teran AguilarAinda não há avaliações
- Typhoon User's Manual For The Yamaha TX16W SamplerDocumento74 páginasTyphoon User's Manual For The Yamaha TX16W SamplernamderluapAinda não há avaliações
- Fireclass Overview Presentation PDFDocumento34 páginasFireclass Overview Presentation PDFRamon Mendoza PantojaAinda não há avaliações
- Linux Fundamentals by Rajib ChowdhuryDocumento111 páginasLinux Fundamentals by Rajib ChowdhuryRajib Chowdhury100% (5)
- Programming MCQ: Practice and DiscussionDocumento39 páginasProgramming MCQ: Practice and Discussionshenbagaraman cseAinda não há avaliações
- SQL 11g PITB D64258GC11 Ag PDFDocumento132 páginasSQL 11g PITB D64258GC11 Ag PDFUmer Aziz Rana0% (1)
- 7-1B Systems of Linear Equations GraphingDocumento23 páginas7-1B Systems of Linear Equations GraphingDimas HakriAinda não há avaliações
- Carle e Montanari at Ipack Ima - GB PDFDocumento2 páginasCarle e Montanari at Ipack Ima - GB PDFRolyBernalAinda não há avaliações
- Logic Made Easy WarringDocumento58 páginasLogic Made Easy WarringVladimir MisataAinda não há avaliações
- Pepper FryDocumento17 páginasPepper FryAditi GoenkaAinda não há avaliações
- Part 3-FLUENCY FOR IELTS SPEAKINGDocumento14 páginasPart 3-FLUENCY FOR IELTS SPEAKINGMỹ Tiên100% (1)
- Philips hts3610-12-51 SMDocumento37 páginasPhilips hts3610-12-51 SMNicoleta GhermanAinda não há avaliações
- Everskies - EverskiesDocumento1 páginaEverskies - Everskieslovelyvxbe36% (11)
- Essential FVS: A User's Guide To The Forest Vegetation SimulatorDocumento244 páginasEssential FVS: A User's Guide To The Forest Vegetation SimulatorherciloodoricoAinda não há avaliações
- MSC AerospaceDocumento4 páginasMSC AerospaceskhurramqAinda não há avaliações
- Using Fast FormulaDocumento92 páginasUsing Fast FormulaRohit Singh100% (1)
- Synopsys Tutorial v11 PDFDocumento64 páginasSynopsys Tutorial v11 PDFJinu M GeorgeAinda não há avaliações
- Wordpress For Beginners Tutorial EbookDocumento53 páginasWordpress For Beginners Tutorial EbookNicoJulius100% (1)