Você também pode gostar
- AWS-D10.11-1987 RP For Root Pass Welding of Pipe Without BackingDocumento20 páginasAWS-D10.11-1987 RP For Root Pass Welding of Pipe Without BackingtuanAinda não há avaliações
- Welding Procedure Specification: Technip KT India LimitedDocumento5 páginasWelding Procedure Specification: Technip KT India LimitedDeepak100% (1)
- Spec Sheet - Handler 187Documento4 páginasSpec Sheet - Handler 187Hobart Welding ProductsAinda não há avaliações
- PPEA-WI-012 - B Consultation and Communication at SiteDocumento6 páginasPPEA-WI-012 - B Consultation and Communication at SiteDeepakAinda não há avaliações
- Ultrasonic TestingDocumento4 páginasUltrasonic TestingSyahmie AzreeAinda não há avaliações
- Comparison ASTM A 3388 & ISO 11496Documento1 páginaComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyAinda não há avaliações
- Ultrasonic Examination Report: Wayland EngineeringDocumento1 páginaUltrasonic Examination Report: Wayland EngineeringDeepak100% (1)
- NDT Steel CastingsDocumento17 páginasNDT Steel CastingsWoodrow FoxAinda não há avaliações
- RT-Technique Sheet Items Level IIDocumento3 páginasRT-Technique Sheet Items Level IISugianto TanAinda não há avaliações
- Engineering Solutions To Concrete Crack RepairDocumento2 páginasEngineering Solutions To Concrete Crack RepairDushyantha JayawardenaAinda não há avaliações
- Icml Mla IDocumento3 páginasIcml Mla IDeepak100% (1)
- HRN ISO en 12944-1 - Korozivna Zastita Celicnih Konstrukcija Premazima - Dio 1. Osnovne InformacijeDocumento32 páginasHRN ISO en 12944-1 - Korozivna Zastita Celicnih Konstrukcija Premazima - Dio 1. Osnovne InformacijeMarko VrcaAinda não há avaliações
- Resistance Welding WpsDocumento1 páginaResistance Welding WpsQwertyAinda não há avaliações
- s6 09 55 Alabe de Turbina MarcuzziDocumento5 páginass6 09 55 Alabe de Turbina MarcuzziAgustin Jose MarcuzziAinda não há avaliações
- Guide For Making A Condition Survey of Concrete in Service: ACI 201.1R-92Documento16 páginasGuide For Making A Condition Survey of Concrete in Service: ACI 201.1R-92malik jahan100% (1)
- Itp AsntDocumento33 páginasItp AsntSYED FADZIL SYED MOHAMED100% (1)
- Determination of Saponification ValueDocumento2 páginasDetermination of Saponification Valuetrs22Ainda não há avaliações
- Digital Radiography ReportDocumento7 páginasDigital Radiography ReportadityaromasAinda não há avaliações
- The Gibbs Phase Rule RevisitedDocumento3 páginasThe Gibbs Phase Rule Revisitedleizar_death640% (1)
- 18 Requirements Cswip Es NDTDocumento12 páginas18 Requirements Cswip Es NDTAnonymous 95dlTK1Mc100% (1)
- Super Duplex Con PADocumento8 páginasSuper Duplex Con PAanon_447449056Ainda não há avaliações
- PCN GenDocumento27 páginasPCN GenMohammed ShamilAinda não há avaliações
- Typical Tube Defects: NDE Associates, IncDocumento1 páginaTypical Tube Defects: NDE Associates, IncTrung Tinh HoAinda não há avaliações
- E428Documento6 páginasE428valentinAinda não há avaliações
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesDocumento10 páginasProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaAinda não há avaliações
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Documento57 páginasD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenAinda não há avaliações
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- RT Standards NotesDocumento4 páginasRT Standards NotesprabhuAinda não há avaliações
- NDT Training BrochureDocumento4 páginasNDT Training BrochureSafiq UddinAinda não há avaliações
- API 580 Questions ModDocumento18 páginasAPI 580 Questions ModDeepak100% (1)
- Agpl QP RFT 03 PDFDocumento8 páginasAgpl QP RFT 03 PDFMaged Ali RaghebAinda não há avaliações
- NDT 2019Documento32 páginasNDT 2019Muhammad OsamaAinda não há avaliações
- Formulas For Ultrasonic Nondestructive TestingDocumento3 páginasFormulas For Ultrasonic Nondestructive TestingdhasdjAinda não há avaliações
- Liquid Penetrant InspectionDocumento3 páginasLiquid Penetrant InspectionrenjisrsAinda não há avaliações
- Design of Well FoundationDocumento31 páginasDesign of Well FoundationAshish Karki97% (32)
- RT Procedure 10.09.16Documento9 páginasRT Procedure 10.09.16mukeshsingh6Ainda não há avaliações
- 1 2 3 Literature Review 4 Experiment Objective 5 Methodology 6 Results 7 Discussions 8 Conclusion & Recommendations 9 References 10 AppendicesDocumento16 páginas1 2 3 Literature Review 4 Experiment Objective 5 Methodology 6 Results 7 Discussions 8 Conclusion & Recommendations 9 References 10 Appendicesmonkeystar12100% (3)
- What Is NDT ?: Detection of Damage Before BreakdownDocumento40 páginasWhat Is NDT ?: Detection of Damage Before BreakdownAnik hasan BadhonAinda não há avaliações
- Cswip DocumentDocumento23 páginasCswip DocumentAmit KumarAinda não há avaliações
- Icml Mla IiDocumento3 páginasIcml Mla IiDeepak100% (2)
- NDT Application FormDocumento4 páginasNDT Application FormAhmed Shaban KotbAinda não há avaliações
- Interview QuestionsDocumento13 páginasInterview QuestionsWalter Rueda100% (1)
- LPT Study Material LatestDocumento53 páginasLPT Study Material LatestManish SinghAinda não há avaliações
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocumento69 páginasBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamAinda não há avaliações
- UT Examination of Welds - BS StandardDocumento16 páginasUT Examination of Welds - BS StandardramalingamAinda não há avaliações
- Magnetic Particle InspectionDocumento6 páginasMagnetic Particle InspectioncstirumuruganAinda não há avaliações
- Welding Defects PraDocumento2 páginasWelding Defects PraEzhil Vendhan PalanisamyAinda não há avaliações
- L4-UAE-046C (Rev 4) Radiographic Examination Procedure (Scar System)Documento21 páginasL4-UAE-046C (Rev 4) Radiographic Examination Procedure (Scar System)Rahul DubeyAinda não há avaliações
- UT Outline Training LV IIIDocumento4 páginasUT Outline Training LV IIITrung Tinh HoAinda não há avaliações
- Magnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Documento5 páginasMagnetic Particle Inspection Reference: Goodrich NDT Manual Chapter: 32-40-75Dinesh GuptaAinda não há avaliações
- Bio DataDocumento5 páginasBio DataArun KumarAinda não há avaliações
- Irshad Ansari NDT CVDocumento4 páginasIrshad Ansari NDT CVNikhatRizaviAinda não há avaliações
- NDT & WeldingDocumento3 páginasNDT & WeldingSoham SahaAinda não há avaliações
- SSIS Visual Examination Report FormatDocumento1 páginaSSIS Visual Examination Report FormatSalman KhanAinda não há avaliações
- Ultrasonic Testing of Tube To Tube SheetDocumento6 páginasUltrasonic Testing of Tube To Tube SheetDARSHIL RAJPURAAinda não há avaliações
- M.E.Forge Tech: Ultrasonic Inspection ReportDocumento1 páginaM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarAinda não há avaliações
- 0455e - Welding Inspector Visual Acuity Record PDFDocumento1 página0455e - Welding Inspector Visual Acuity Record PDFAbu HanifaAinda não há avaliações
- Ultrasonic Report: Probe Details and Position (Fig 1)Documento2 páginasUltrasonic Report: Probe Details and Position (Fig 1)BALA GANESH100% (1)
- ASNT & NAS Spec DescriptionDocumento1 páginaASNT & NAS Spec DescriptionDESTINY SIMONAinda não há avaliações
- LPT Spe QB 2Documento6 páginasLPT Spe QB 2Aruchamy SelvakumarAinda não há avaliações
- Jayesh ResumeDocumento3 páginasJayesh ResumeJayeshAinda não há avaliações
- Changes in ASTM E 1444Documento5 páginasChanges in ASTM E 1444Vicky SinghAinda não há avaliações
- Defectology NDT Final Edit PDFDocumento132 páginasDefectology NDT Final Edit PDFIdjzulz Zulkifli100% (1)
- Ect SurfaceDocumento3 páginasEct SurfaceTrung Tinh HoAinda não há avaliações
- NDT Level 2Documento4 páginasNDT Level 2sateeshAinda não há avaliações
- PAUT CatalogueDocumento2 páginasPAUT CataloguebenmedAinda não há avaliações
- BLOQUEDocumento1 páginaBLOQUEAlvaro Alexis Mendoza Prada100% (1)
- RT Outline Training LV IIIDocumento3 páginasRT Outline Training LV IIITrung Tinh HoAinda não há avaliações
- Epz NCS RT 02Documento1 páginaEpz NCS RT 02Mijanur RahmanAinda não há avaliações
- 24 Practical Visual InspectionDocumento5 páginas24 Practical Visual InspectionMai Anh TaiAinda não há avaliações
- NDT ProceduresDocumento7 páginasNDT ProceduresDavid DaemmejAinda não há avaliações
- 01-M115 Iss 2 (BS en 1290 - Electromagnet, (Fluorescent) )Documento3 páginas01-M115 Iss 2 (BS en 1290 - Electromagnet, (Fluorescent) )DeepakAinda não há avaliações
- 01-M101 Iss 4 (ASME V - Electromagnetic, (Colour Contrast) )Documento3 páginas01-M101 Iss 4 (ASME V - Electromagnetic, (Colour Contrast) )DeepakAinda não há avaliações
- CL 4 PPT Animal World For Flipped LearningDocumento7 páginasCL 4 PPT Animal World For Flipped LearningDeepakAinda não há avaliações
- Subject - Hindi Class IV Date of Test: 08-07-16 TopicDocumento1 páginaSubject - Hindi Class IV Date of Test: 08-07-16 TopicDeepakAinda não há avaliações
- BS English 17-04-2020Documento10 páginasBS English 17-04-2020DeepakAinda não há avaliações
- 29 7 16Cl4EETestPortionDocumento1 página29 7 16Cl4EETestPortionDeepakAinda não há avaliações
- The School Is The Temple of LearningDocumento2 páginasThe School Is The Temple of LearningDeepakAinda não há avaliações
- Tripride 1 Equivalent PDFDocumento4 páginasTripride 1 Equivalent PDFDeepakAinda não há avaliações
- FortiGate 30DDocumento4 páginasFortiGate 30DIulianAinda não há avaliações
- Surface Roughness Tester TR110: Technical Specifications Standard DeliveryDocumento1 páginaSurface Roughness Tester TR110: Technical Specifications Standard DeliveryDeepakAinda não há avaliações
- 5 8 16Cl4MathsTestportionDocumento1 página5 8 16Cl4MathsTestportionDeepakAinda não há avaliações
- Syllabus Barc Rtl2 160714Documento7 páginasSyllabus Barc Rtl2 160714DeepakAinda não há avaliações
- Q.1) Pick Out Three Adjectives and Write Them in The Place Given BelowDocumento2 páginasQ.1) Pick Out Three Adjectives and Write Them in The Place Given BelowDeepakAinda não há avaliações
- XL Go Data SheetDocumento4 páginasXL Go Data SheetDeepakAinda não há avaliações
- Nozzle Location Plate Identification Thickness Location E W N SDocumento9 páginasNozzle Location Plate Identification Thickness Location E W N SDeepakAinda não há avaliações
- Here Is The MoonDocumento2 páginasHere Is The MoonDeepakAinda não há avaliações
- Survey Form: Delhi Public School, Bopal, Ahmedabad Topic: Water, Water Everywhere Conservation of WaterDocumento2 páginasSurvey Form: Delhi Public School, Bopal, Ahmedabad Topic: Water, Water Everywhere Conservation of WaterDeepakAinda não há avaliações
- TR210Documento2 páginasTR210DeepakAinda não há avaliações
- Life Without LimitsDocumento31 páginasLife Without LimitsDeepakAinda não há avaliações
- NDT Methods AvailableDocumento1 páginaNDT Methods AvailableDeepakAinda não há avaliações
- PPEA-WI-016 Management of ChangeDocumento3 páginasPPEA-WI-016 Management of ChangeDeepakAinda não há avaliações
- Surface Roughness Tester TR100: Technical SpecificationsDocumento1 páginaSurface Roughness Tester TR100: Technical SpecificationsDeepakAinda não há avaliações
- TR200Documento3 páginasTR200DeepakAinda não há avaliações
- Vibration Pen TV200/220/260: Technical SpecificationsDocumento1 páginaVibration Pen TV200/220/260: Technical SpecificationsDeepakAinda não há avaliações
- Vibration Tester TV110: Technical SpecificationsDocumento1 páginaVibration Tester TV110: Technical SpecificationsDeepakAinda não há avaliações
- PPEA-WI-016 Management of ChangeDocumento3 páginasPPEA-WI-016 Management of ChangeDeepakAinda não há avaliações
- GEN - Chem. Group 7 Reaction of Organic CompoundsDocumento18 páginasGEN - Chem. Group 7 Reaction of Organic CompoundsBeatrice Demonice KimAinda não há avaliações
- Community Based Project ProposalDocumento5 páginasCommunity Based Project ProposalJOMICA SANTOSAinda não há avaliações
- Internship Report For Compounding Department at General Tyre & Rubber Company of PakistanDocumento22 páginasInternship Report For Compounding Department at General Tyre & Rubber Company of PakistanZeeshan Zahid0% (1)
- Iso 10110Documento18 páginasIso 10110edAinda não há avaliações
- SCL Instruction Manual R2 09 18 PDFDocumento28 páginasSCL Instruction Manual R2 09 18 PDFCLAUDIOAinda não há avaliações
- Contact Mechanics and Friction: Fig. A3.1 Friction Caused (A)Documento12 páginasContact Mechanics and Friction: Fig. A3.1 Friction Caused (A)Nrl SyafiniAinda não há avaliações
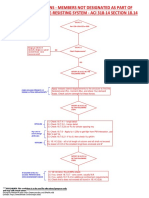
- Concrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14Documento2 páginasConcrete Columns - Members Not Designated As Part of The Seismic-Force-Resisting System - Aci 318-14 Section 18.14stephanie madridAinda não há avaliações
- SC7620 Mini Sputter Coater Operating Manual: For Technical and Applications Advice Plus Our On-Line Shop For Spares andDocumento33 páginasSC7620 Mini Sputter Coater Operating Manual: For Technical and Applications Advice Plus Our On-Line Shop For Spares andatul nalavadeAinda não há avaliações
- TDS - Pidicryl 126MDocumento2 páginasTDS - Pidicryl 126MLaura Isabel RodriguezAinda não há avaliações
- Tool Wear Mechanisms in The Machining of Steels and Stainless SteelsDocumento13 páginasTool Wear Mechanisms in The Machining of Steels and Stainless SteelsCarlitosBenalcázarAinda não há avaliações
- Basic Chemistry Part 2 (Answer Key)Documento3 páginasBasic Chemistry Part 2 (Answer Key)mairaAinda não há avaliações
- Uns Aceros InglesDocumento5 páginasUns Aceros InglesEdgar Ivan DavilaAinda não há avaliações
- Set 1Documento3 páginasSet 1Niraj ChaudharyAinda não há avaliações
- Non Renewable EnergyDocumento59 páginasNon Renewable EnergyMelbertAinda não há avaliações
- Surface ChemistryDocumento4 páginasSurface ChemistryGadde Gopala KrishnaAinda não há avaliações
- Civil Engineering: Sr. No. Core Areas PercentageDocumento9 páginasCivil Engineering: Sr. No. Core Areas PercentageIzo SeremAinda não há avaliações
- SG Unit6ProgressCheckMCQ 63fd8804e35951.63fd880808f2a9.47859323Documento10 páginasSG Unit6ProgressCheckMCQ 63fd8804e35951.63fd880808f2a9.47859323vDraqAinda não há avaliações
- IC-TGD-100 User's ManualDocumento29 páginasIC-TGD-100 User's ManualJboy SchlossAinda não há avaliações
- Jar Test Result ExcelDocumento11 páginasJar Test Result ExcelMuhammad NuruddinAinda não há avaliações
- Af 163-2Documento10 páginasAf 163-2lacsmm982Ainda não há avaliações
- 11 Physics Notes 07 Properties of Bulk MatterDocumento20 páginas11 Physics Notes 07 Properties of Bulk MatterAnu Radha83% (6)
- RetroJet System ManualDocumento11 páginasRetroJet System ManualetritAinda não há avaliações