Você também pode gostar
- Guia de Comunicacion OPC DA Ignition Gateway Con RobotStudioDocumento14 páginasGuia de Comunicacion OPC DA Ignition Gateway Con RobotStudioDaniel Ramirez100% (1)
- Profinet Robot ABB S7 1200Documento6 páginasProfinet Robot ABB S7 1200Jose Antonio MercadoAinda não há avaliações
- Control D Manual de Operaciones PDFDocumento424 páginasControl D Manual de Operaciones PDFZganonAinda não há avaliações
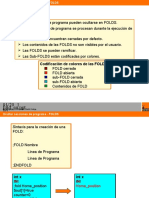
- Kuka FoldDocumento5 páginasKuka FoldRafael Ortega SaineroAinda não há avaliações
- Manual de Producto Del Sistema de Control IRC5 CompactDocumento172 páginasManual de Producto Del Sistema de Control IRC5 CompactJunanAinda não há avaliações
- Test de InalambricasDocumento3 páginasTest de InalambricasleonardoduarteAinda não há avaliações
- 1.6. Torres de HanoiDocumento9 páginas1.6. Torres de HanoiWendyAinda não há avaliações
- Proyecto-de-Residencias - Brazo RobotDocumento72 páginasProyecto-de-Residencias - Brazo RobotJulian Rafael Hernandez AltamiranoAinda não há avaliações
- Curso Robots Fanuc R30ib Nivel IIDocumento55 páginasCurso Robots Fanuc R30ib Nivel IIJoanFraCanoAinda não há avaliações
- Manual de OperaciónDocumento216 páginasManual de OperaciónJar Za ArAinda não há avaliações
- Robot MotomanDocumento27 páginasRobot MotomanCaesar AlexanderAinda não há avaliações
- Programación TPE Nivel B FANUC RoboguideDocumento132 páginasProgramación TPE Nivel B FANUC RoboguideOscar Jiménez100% (2)
- B-81685ES - 02 - LRM 200ibDocumento226 páginasB-81685ES - 02 - LRM 200ibManuel Gil BotiaAinda não há avaliações
- R-30iB Manual Seguridad (B-80687SP 12)Documento40 páginasR-30iB Manual Seguridad (B-80687SP 12)ruben gonzalez rodriguezAinda não há avaliações
- Curso de Programación A y B para RJ3iC (Ver 2) PDFDocumento235 páginasCurso de Programación A y B para RJ3iC (Ver 2) PDFMarco ZetecKrone Rap SoloAinda não há avaliações
- 3HAC020738-005-Solución de Problemas de IRC5-Manual Del OperadorDocumento656 páginas3HAC020738-005-Solución de Problemas de IRC5-Manual Del OperadorMerced HernandezAinda não há avaliações
- Simulación RobotStudioDocumento10 páginasSimulación RobotStudioSteven Monárrez0% (1)
- Panel Builder ROCKWELL AUTOMATIONDocumento128 páginasPanel Builder ROCKWELL AUTOMATIONEEstebanGironAinda não há avaliações
- Dokumen - Tips - Error Codes R j3 Fanuc - En.esDocumento237 páginasDokumen - Tips - Error Codes R j3 Fanuc - En.esRodolfo ZavalaAinda não há avaliações
- Fsu DX200Documento158 páginasFsu DX200emmanuel baezAinda não há avaliações
- Et200s Technological Functions Operating Instructions Es Es-ESDocumento348 páginasEt200s Technological Functions Operating Instructions Es Es-ESemersonAinda não há avaliações
- Manual de Usuario ABB (Reparado)Documento30 páginasManual de Usuario ABB (Reparado)ELVIS AGUILAR HUERTAAinda não há avaliações
- KST WorkVisual EsDocumento169 páginasKST WorkVisual EsEberPerez100% (2)
- 01 - Ast Cambio de Encoder Robot FanucDocumento3 páginas01 - Ast Cambio de Encoder Robot FanucEduardo BrisoAinda não há avaliações
- Manual de Instalacion Robot KawasakiDocumento18 páginasManual de Instalacion Robot Kawasakiadriana zelayaAinda não há avaliações
- Manualejercicios PendantDocumento10 páginasManualejercicios PendantRaúl AnelAinda não há avaliações
- Calibración y Masterizado FanucDocumento2 páginasCalibración y Masterizado FanucMerced HernandezAinda não há avaliações
- Descripcion General de RAPIDDocumento214 páginasDescripcion General de RAPIDEduardo LealAinda não há avaliações
- Variables de Systema - EsDocumento204 páginasVariables de Systema - EsiagomouAinda não há avaliações
- Robótica Industrial FANUC - BásicoDocumento20 páginasRobótica Industrial FANUC - BásicoErick ZagalAinda não há avaliações
- Fanuc HandlingtoolDocumento247 páginasFanuc Handlingtoolfrank100% (1)
- ABB - 3HAC047136 PM IRC5-es PDFDocumento348 páginasABB - 3HAC047136 PM IRC5-es PDFantonioAinda não há avaliações
- B-80687SP - 10 Safety Manual PDFDocumento40 páginasB-80687SP - 10 Safety Manual PDFJosé Angel NoguezAinda não há avaliações
- Curso Programación TPE Nivel BDocumento155 páginasCurso Programación TPE Nivel BissacnochebuenaAinda não há avaliações
- Rapid Abb EspañolDocumento927 páginasRapid Abb EspañolJoseAinda não há avaliações
- Programacion Basica de Robots FanucDocumento2 páginasProgramacion Basica de Robots FanucGaby Cori0% (1)
- Introducción A Los Robots IndustrialesDocumento73 páginasIntroducción A Los Robots IndustrialesJose Antonio Mercado0% (1)
- Arranque RSRDocumento3 páginasArranque RSRJohan ZraghozAinda não há avaliações
- Simulación en RoboguideDocumento8 páginasSimulación en RoboguideRonald RomeroAinda não há avaliações
- Manual Robot KukaDocumento404 páginasManual Robot Kukajavier jassoAinda não há avaliações
- Instalacion y Cableado NX100 MotomanDocumento166 páginasInstalacion y Cableado NX100 MotomanCesar FloresAinda não há avaliações
- Maintenance Manual SpansihDocumento136 páginasMaintenance Manual SpansihJuan Carlos Rojas LunaAinda não há avaliações
- Controller R30iBDocumento15 páginasController R30iBJean ZacaríasAinda não há avaliações
- Practicas YaskawaDocumento202 páginasPracticas YaskawacegoglzAinda não há avaliações
- Procedimiento para Preconfigurar Robots de Soldadura Fanuc v.ACDocumento32 páginasProcedimiento para Preconfigurar Robots de Soldadura Fanuc v.ACJose Guillermo vazquez reyesAinda não há avaliações
- Auto TuningDocumento3 páginasAuto TuningFrancisco Soto100% (1)
- Guia de Formacion YASKAWA WEBDocumento21 páginasGuia de Formacion YASKAWA WEBEva Suárez0% (1)
- Practica No1 de MotomanDocumento5 páginasPractica No1 de MotomanPablo Flowers100% (1)
- KST RSI 40 EsDocumento120 páginasKST RSI 40 EsLuisito Miguelito ErazoAinda não há avaliações
- Safety KR C5 With KSS VSS EsDocumento44 páginasSafety KR C5 With KSS VSS EsemersonAinda não há avaliações
- Interference - FanucDocumento13 páginasInterference - FanucJOHN RIEDELAinda não há avaliações
- Trainning Arranque RemotoDocumento8 páginasTrainning Arranque RemotoDARIO MIGUEL MARTINEZAinda não há avaliações
- Fanuc Handlingtool Rev e PDFDocumento240 páginasFanuc Handlingtool Rev e PDFDANIELAinda não há avaliações
- Manual de Usuario de Un Proceso en Un Robot FanucDocumento27 páginasManual de Usuario de Un Proceso en Un Robot FanucCaro Guerra100% (2)
- Memoria. Automatización de Una Planta Plegadora de Chapa Con Robot ABBDocumento92 páginasMemoria. Automatización de Una Planta Plegadora de Chapa Con Robot ABBMauricio Valenzuela VegaAinda não há avaliações
- Programacion Avanzada Dx200 Ver.2.0 (23!05!17)Documento203 páginasProgramacion Avanzada Dx200 Ver.2.0 (23!05!17)Carlos Peregrina100% (1)
- Prog Configuracion r41 EsDocumento127 páginasProg Configuracion r41 EsiagomouAinda não há avaliações
- Informe Brazo RoboticoDocumento27 páginasInforme Brazo RoboticoArthur Morales Dionicio0% (1)
- Infoplc - Net - TFM Albarranch - Martinez - JoseDocumento198 páginasInfoplc - Net - TFM Albarranch - Martinez - Joseمحمد زينايAinda não há avaliações
- SoMachine Basic - Guía de La Biblioteca de Funciones GenericasDocumento262 páginasSoMachine Basic - Guía de La Biblioteca de Funciones GenericasRicky Mclaughlin67% (3)
- Diseño de Un Prototipo de Robot Delta MedianteDocumento101 páginasDiseño de Un Prototipo de Robot Delta MedianteRaúl DíazAinda não há avaliações
- Manual Twido 2.3Documento776 páginasManual Twido 2.3Diego Barrera100% (2)
- SIG-P-007 Procedimiento de Control de Salidas No ConformesDocumento2 páginasSIG-P-007 Procedimiento de Control de Salidas No ConformesJulio CesarAinda não há avaliações
- Identificación NecesidadDocumento4 páginasIdentificación NecesidadJHON ESTEBAN RUIZ USECHE0% (1)
- Malla Electronica PDFDocumento1 páginaMalla Electronica PDFMiguel Cerreño ChavezAinda não há avaliações
- Taller ApacheDocumento16 páginasTaller ApacheDaniel Bastidas RodriguezAinda não há avaliações
- U1 Guía Didáctica de Uso Ficha 1Documento9 páginasU1 Guía Didáctica de Uso Ficha 1papeleria y cacharreria evolucionAinda não há avaliações
- Modelos de Programación Dinamica (Clase 1-Tipo Mochila)Documento4 páginasModelos de Programación Dinamica (Clase 1-Tipo Mochila)Fabian Peñarrieta AcarapiAinda não há avaliações
- S7 Tarea SET A NIVMA1102Documento2 páginasS7 Tarea SET A NIVMA1102Juan Andres Martinez Arenas0% (1)
- Dispositivos Logicos ProgramablesDocumento87 páginasDispositivos Logicos ProgramablesfredirevAinda não há avaliações
- CURSOS POR CUOTAS DIPLOMADO Vip 4.0Documento23 páginasCURSOS POR CUOTAS DIPLOMADO Vip 4.0Cristian Aldoradin VegaAinda não há avaliações
- Laboratorio #03: Técnicas de Comprensión Lectora Puntos: Estudiante (S)Documento4 páginasLaboratorio #03: Técnicas de Comprensión Lectora Puntos: Estudiante (S)Yorlin Joan Encarnacion EugenioAinda não há avaliações
- Diseño de Un Sistema de Gestion de Procesos para El Area de Embotellado de Cerveceria Nacional C N Planta QuitoDocumento128 páginasDiseño de Un Sistema de Gestion de Procesos para El Area de Embotellado de Cerveceria Nacional C N Planta QuitoJaime VargasAinda não há avaliações
- Tutorial de Easeus Todo Backup Free 9.1Documento14 páginasTutorial de Easeus Todo Backup Free 9.1LUIS FERNANDO SALAS PERLAZAAinda não há avaliações
- Metodologia Scrum - Proyecto Final OADDocumento3 páginasMetodologia Scrum - Proyecto Final OADdavidcor1950% (2)
- Ingresar Gift Card Google PlayDocumento3 páginasIngresar Gift Card Google PlayGodChemaAinda não há avaliações
- Hotel Madrid 1Documento5 páginasHotel Madrid 1CarolinaAinda não há avaliações
- 2019 SR Catalog Spanish JanuaryDocumento27 páginas2019 SR Catalog Spanish JanuaryisaiasrggAinda não há avaliações
- XiaomiDocumento4 páginasXiaomiJavier Eduardo Alvarez ManyomaAinda não há avaliações
- Guia HTMLDocumento15 páginasGuia HTMLkatherineAinda não há avaliações
- Katherine Cardenas CuriculumDocumento1 páginaKatherine Cardenas CuriculumAnthony CárdenasAinda não há avaliações
- Prueba 2 Web PHPDocumento6 páginasPrueba 2 Web PHPsneydergcoAinda não há avaliações
- Incibe EndpointsDocumento31 páginasIncibe EndpointsVirginiaSolariTaboadaAinda não há avaliações
- SEM3 Estructura y Mantenimiento de La ComputadoraDocumento51 páginasSEM3 Estructura y Mantenimiento de La Computadoradamiana_loríaAinda não há avaliações
- 804 PDFDocumento4 páginas804 PDFJosé Gómez RosalesAinda não há avaliações
- Taller - 1 ProductoDocumento5 páginasTaller - 1 ProductoZuleima DiazAinda não há avaliações
- Vulnerabilidades de Los Sistemas BiometricosDocumento12 páginasVulnerabilidades de Los Sistemas BiometricosLuis MoralesAinda não há avaliações
- TurnitiDocumento4 páginasTurnitiEddy Fabian Nizama ChanganaqueAinda não há avaliações
- Entorno de Word 2013Documento6 páginasEntorno de Word 2013Roxana Andrea Palomino Llamosa100% (3)
- 10 Funciones - 5369Documento30 páginas10 Funciones - 5369bryanmc21Ainda não há avaliações