Você também pode gostar
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoNo EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoNota: 5 de 5 estrelas5/5 (1)
- Resistencia de Materiales Soldadura Proyecto FinalDocumento31 páginasResistencia de Materiales Soldadura Proyecto FinalLORENA SCHUSTER DINIZAinda não há avaliações
- Pernos y SoldaduraDocumento18 páginasPernos y Soldaduraandrewww07100% (1)
- Como Selecionar El Horno AdecuadoDocumento48 páginasComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoAinda não há avaliações
- EXTRUSIONDocumento16 páginasEXTRUSIONVictor Perez100% (1)
- Preguntas de Repaso y Cualitativos Cap 31 SoldaduraDocumento14 páginasPreguntas de Repaso y Cualitativos Cap 31 SoldaduraEzequiel SuquilandaAinda não há avaliações
- Unidad 5 Procesos de SoldaduraDocumento12 páginasUnidad 5 Procesos de SoldaduraCozacAinda não há avaliações
- Fallas de Herramientas de CorteDocumento3 páginasFallas de Herramientas de CorteTerry Achata Rodriguez0% (1)
- Como Soldar CordonesDocumento2 páginasComo Soldar Cordonescuenta de pruevas dahvAinda não há avaliações
- Equipos para Soldar A Presión y FusiónDocumento16 páginasEquipos para Soldar A Presión y FusiónFabian WosAinda não há avaliações
- Tratamientos TermicosDocumento52 páginasTratamientos TermicosJean GarciaAinda não há avaliações
- Proyecto Rampa para AutosDocumento3 páginasProyecto Rampa para AutosJonatan QuecañoAinda não há avaliações
- Procesos de Soldadura AutogenaDocumento6 páginasProcesos de Soldadura AutogenaelkmaleonAinda não há avaliações
- Trabajo Terminado de Flexion PuraDocumento22 páginasTrabajo Terminado de Flexion PuraDiego Alonso0% (1)
- Informe de SoldaduraDocumento8 páginasInforme de SoldaduraCruz Rodriguez PedroAinda não há avaliações
- Metalurgia - Informe #7. RecristalizaciónDocumento31 páginasMetalurgia - Informe #7. RecristalizaciónSebastian Rangel100% (1)
- Soldadura Por Gases (Informe)Documento14 páginasSoldadura Por Gases (Informe)Julitza MierezAinda não há avaliações
- Soldadura 7018 y Su Aplicacion en Estructuras de EdificiosDocumento18 páginasSoldadura 7018 y Su Aplicacion en Estructuras de EdificiosEmtrerriano7320% (1)
- Colada ContinuaDocumento6 páginasColada Continuael_implackableAinda não há avaliações
- Fundamentos de soldadura: soldabilidad y diseños de soldaduraDocumento12 páginasFundamentos de soldadura: soldabilidad y diseños de soldaduraCristian PérezAinda não há avaliações
- Forjado y TempladoDocumento8 páginasForjado y TempladoIvan MelendezAinda não há avaliações
- Principales ángulos de la brocaDocumento5 páginasPrincipales ángulos de la brocaPaúl SolísAinda não há avaliações
- Cuestionario 2 TM 2020 Navarro, SamantaDocumento7 páginasCuestionario 2 TM 2020 Navarro, SamantaPablo PerezAinda não há avaliações
- Soldadura Por Arco Eléctrico Con Electrodo Revestido PDFDocumento31 páginasSoldadura Por Arco Eléctrico Con Electrodo Revestido PDFAnonymous tI6cgOO7NAAinda não há avaliações
- TarrajasDocumento3 páginasTarrajasCristian MoralesAinda não há avaliações
- Soldadura Por Puntos PresentaciónDocumento34 páginasSoldadura Por Puntos PresentaciónRomano Galarza100% (1)
- Trabajo de FundicionDocumento21 páginasTrabajo de FundicionMiguel Huallpa HAinda não há avaliações
- CORTE CON GAS Y OXÍGENODocumento4 páginasCORTE CON GAS Y OXÍGENOFaBi Llanquipacha RojasAinda não há avaliações
- Fundicion en CoquillaDocumento4 páginasFundicion en CoquillaPool Posada100% (1)
- Metalurgia de La SoldaduraDocumento69 páginasMetalurgia de La SoldaduraMc Frederick BrinnemanAinda não há avaliações
- Procesos de Soldadura PAW-RSW-SAWDocumento27 páginasProcesos de Soldadura PAW-RSW-SAWjhon machucaAinda não há avaliações
- Proceso de Manufactura, La Termodinámica en El Corte de Los MetalesDocumento12 páginasProceso de Manufactura, La Termodinámica en El Corte de Los MetalesAnnelysAinda não há avaliações
- Proceso de LaminacionDocumento9 páginasProceso de LaminacionsupersonicogtAinda não há avaliações
- Método de Soldadura Por ElectrogásDocumento4 páginasMétodo de Soldadura Por ElectrogásGeraldine Buitrago PardoAinda não há avaliações
- CRITERIO DE GRIFFITH DiaposDocumento18 páginasCRITERIO DE GRIFFITH Diaposdeymi13Ainda não há avaliações
- Defectos de FundicionDocumento7 páginasDefectos de FundicionSkaupAinda não há avaliações
- Aspectos Constructivos de Los Elementos de Un CompresorDocumento9 páginasAspectos Constructivos de Los Elementos de Un CompresorMarceloAinda não há avaliações
- Historia y evolución de la soldaduraDocumento4 páginasHistoria y evolución de la soldaduralot CerdaAinda não há avaliações
- 4.4 Corte Por PlasmaDocumento5 páginas4.4 Corte Por PlasmaSamuel RiverollAinda não há avaliações
- Practica 2 - Forjado y TT de Un CincelDocumento7 páginasPractica 2 - Forjado y TT de Un CincelRipper AtAinda não há avaliações
- Ensayo JominyDocumento5 páginasEnsayo JominyGabriela GimenezAinda não há avaliações
- Procesos de soldadura homogéneas y heterogéneasDocumento28 páginasProcesos de soldadura homogéneas y heterogéneasTeresita Fuentes100% (2)
- Historia de La Soldadura TigDocumento2 páginasHistoria de La Soldadura Tigguanas1367% (3)
- Corte Por OxigenoDocumento27 páginasCorte Por OxigenoCharlie Aguero PorrasAinda não há avaliações
- Soldadura Alto CarbonoDocumento14 páginasSoldadura Alto CarbonoRonnyTapiaArmasAinda não há avaliações
- Procesos de conformado sin arranque de virutaDocumento17 páginasProcesos de conformado sin arranque de virutaMisael LopeezAinda não há avaliações
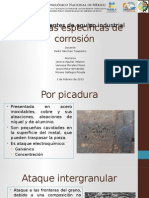
- Formas Específicas de CorrosiónDocumento18 páginasFormas Específicas de CorrosiónMoy GPAinda não há avaliações
- Normas de seguridad en soldaduraDocumento14 páginasNormas de seguridad en soldaduraAarón Amador Núñez RascónAinda não há avaliações
- Aplicación de La Norma Iso en Los Procesos de Soldadura1Documento13 páginasAplicación de La Norma Iso en Los Procesos de Soldadura1yohayjoAinda não há avaliações
- Procesos de Soldadura Fcaw Gmaw Saw SmawDocumento4 páginasProcesos de Soldadura Fcaw Gmaw Saw SmawEdward Larens100% (1)
- Primera Parte Mapa MentalDocumento3 páginasPrimera Parte Mapa MentalPriscila Lucero0% (1)
- Materiales para Herramientas de Corte y Fluidos de CorteDocumento6 páginasMateriales para Herramientas de Corte y Fluidos de CorteAris CaballeroAinda não há avaliações
- Practica de Forja 2.1Documento6 páginasPractica de Forja 2.1rockv132Ainda não há avaliações
- Practica N º 2 Solidificacion y EnfriamientoDocumento11 páginasPractica N º 2 Solidificacion y Enfriamientomaterialesunefm100% (2)
- ForjaDocumento8 páginasForjaLobo AguilarAinda não há avaliações
- Trabajo en Frio y en CalienteDocumento8 páginasTrabajo en Frio y en Calientealan ferroAinda não há avaliações
- Aleaciones Ferrosas y No FerrosasDocumento7 páginasAleaciones Ferrosas y No FerrosasMeRcY LETHALcsAinda não há avaliações
- La Importancia de Las Partes de Un Molde de Arena y Sus CaracterísticasDocumento3 páginasLa Importancia de Las Partes de Un Molde de Arena y Sus CaracterísticasJoel Esparza100% (1)
- 1.1 Tipos de SoldaduraDocumento20 páginas1.1 Tipos de SoldaduraArturo Roberto AvilaAinda não há avaliações
- Apuntes - Soldadura PDFDocumento11 páginasApuntes - Soldadura PDFAlejandro Fredes FornésAinda não há avaliações
- Evaluación Riesgos LaboralesDocumento4 páginasEvaluación Riesgos LaboralesGiolitoAinda não há avaliações
- DuctilidadDocumento9 páginasDuctilidadLary PalmaAinda não há avaliações
- Estructura Organizacional 2 1Documento28 páginasEstructura Organizacional 2 1Lary PalmaAinda não há avaliações
- Propiedades Mecánicas.Documento7 páginasPropiedades Mecánicas.Lary PalmaAinda não há avaliações
- 3.2 Formado MecanicoDocumento17 páginas3.2 Formado MecanicoLary PalmaAinda não há avaliações
- Fundicion, y MoldeoDocumento20 páginasFundicion, y MoldeoLary PalmaAinda não há avaliações
- ABRASIVOSDocumento1 páginaABRASIVOSLary PalmaAinda não há avaliações
- TempleDocumento14 páginasTempleLary PalmaAinda não há avaliações
- OrganizaciónDocumento7 páginasOrganizaciónLary PalmaAinda não há avaliações
- Isaac Recetas DeberDocumento16 páginasIsaac Recetas DeberElvis TorresAinda não há avaliações
- C 05 Cuencas HidrográficasDocumento24 páginasC 05 Cuencas HidrográficasSolAinda não há avaliações
- Marco Teorico VacunasDocumento75 páginasMarco Teorico VacunasESTELA ARIAS NAYELI MERIAN100% (1)
- Tipos test orientación vocacionalDocumento3 páginasTipos test orientación vocacionalDiegoGarcia100% (1)
- Protocolo Transitorio Práctica Virtual Microbiologia Periodo 16-01Documento9 páginasProtocolo Transitorio Práctica Virtual Microbiologia Periodo 16-01Yuli CoralAinda não há avaliações
- Tipos de pelvis femeninaDocumento16 páginasTipos de pelvis femeninaCarolina Gambino MontoyaAinda não há avaliações
- Amalgama Dental PDFDocumento16 páginasAmalgama Dental PDFJose Francisco Canizalez HenryAinda não há avaliações
- Memoria Descriptiva de ProgramacionDocumento3 páginasMemoria Descriptiva de ProgramacionLizseth AguirreAinda não há avaliações
- EXTRUSIÓNDocumento111 páginasEXTRUSIÓNSara VeinticuatroAinda não há avaliações
- Villa ElisaDocumento47 páginasVilla ElisaMarialis SchreiberAinda não há avaliações
- Exposición de Los SuelosDocumento2 páginasExposición de Los SuelosDaniel MaitaAinda não há avaliações
- Bases para Concurso de Platos TípicosDocumento2 páginasBases para Concurso de Platos TípicosAmapola Peralta Merma67% (3)
- AP IntroducciónDocumento42 páginasAP IntroducciónSolanch RojasAinda não há avaliações
- Razones para Desconfiar de Sus Vecinos (Frag)Documento16 páginasRazones para Desconfiar de Sus Vecinos (Frag)안조Ainda não há avaliações
- Paro Cardio Respiratorio, OdontologíaDocumento48 páginasParo Cardio Respiratorio, OdontologíaChfloy0% (2)
- Proyecto Arquitectonico Casa Hogar de Mujeres URPDocumento97 páginasProyecto Arquitectonico Casa Hogar de Mujeres URPMARCOS HERNAN ROJAS GARCIAAinda não há avaliações
- Migración Dental Fisiológica y Su Importancia para El Desarrollo de La OculusiónDocumento9 páginasMigración Dental Fisiológica y Su Importancia para El Desarrollo de La OculusiónLiceth Herrera MartinezAinda não há avaliações
- PigmentosDocumento26 páginasPigmentosCANARIL NNAinda não há avaliações
- Enfermedades NeurodegenerativasDocumento54 páginasEnfermedades NeurodegenerativasCarmen Hinostroza Paredes100% (1)
- Actividad de Aprendizaje II EJERCICIO TECNICAS DE CONTABILIDADDocumento3 páginasActividad de Aprendizaje II EJERCICIO TECNICAS DE CONTABILIDADYAMIL RODRIGUEZAinda não há avaliações
- Ensayo Pobreza en Guatemala PDFDocumento2 páginasEnsayo Pobreza en Guatemala PDFPacal PulucAinda não há avaliações
- Desajustes Sociales en La AdolesenciaDocumento19 páginasDesajustes Sociales en La AdolesenciaPocho Paredes75% (4)
- Dietoterapia en Oncología y VIH SIDADocumento25 páginasDietoterapia en Oncología y VIH SIDANicolas Bustos VelizAinda não há avaliações
- Manejo de Traumatismo Vertebro Medular en Fase Pre Hospitalaria - Ordoñez Camarena JackelineDocumento5 páginasManejo de Traumatismo Vertebro Medular en Fase Pre Hospitalaria - Ordoñez Camarena JackelineJackeline Fiorella Ordoñez CamarenaAinda não há avaliações
- Loncheras Saludables y Deliciosas Parte 2Documento9 páginasLoncheras Saludables y Deliciosas Parte 2Alesyt12Ainda não há avaliações
- Estudios de EstabilidadDocumento19 páginasEstudios de EstabilidadJULIETH ALEJANDRA CHAVES SUAREZAinda não há avaliações
- Cómo Cambiar Tu Vida A Través de Las PalabrasDocumento105 páginasCómo Cambiar Tu Vida A Través de Las PalabrasSaul Ajorí0% (1)
- SIT WIL Tiempos de Desarrollos 11 Junio 2015Documento13 páginasSIT WIL Tiempos de Desarrollos 11 Junio 2015Duke LajaulaazulAinda não há avaliações
- Memoria Practica 3Documento9 páginasMemoria Practica 3lososaitAinda não há avaliações
- Ferreteria XDocumento134 páginasFerreteria XCLAIR DIAZAinda não há avaliações